
基于机器视觉的增材制造激光熔覆熔池边缘检测和行为参数分析
2021-11-12 15:06:50王仁杰史圣泰
中国金属通报 2021年13期
王仁杰,史圣泰
(江苏大学,江苏 镇江 212013)
增材制造(Additive Manufacturing, AM)技术 (也称为3D打印技术)是20世纪80年代后期发展起来的新型制造技术。近三十年来,增材制造技术不断发展,已经在各种领域得到应用,是智能制造的重要环节,为现代制造业的发展以及传统制造业的转型升级提供了巨大契机。在各种增材制造方法中,激光增材制造(Laser Additive Manufacturing,LAM) 成形技术是最具代表性的一种增材制造技术,能直接制造出全致密且力学性能优异的零件[1],近年来发展迅猛,成形材料种类不断增多,成形精度不断提高,成形结构日趋复杂。
但是,金属增材制造采用逐点或逐层堆积材料的方法制造金属制件,属于离散、堆积成形的“增材”方法,其与传统的去除成形(车、铣、刨、磨等)和受迫成形(锻压、铸造粉末冶金等)等“减材”制造方法存在本质上的不同[2]。因此,其成形的金属制件也具有不同于传统金属制件的特点,存在各种成形质量问题及缺陷。因此,如何实时获取成形过程中的行为参数,实现闭环控制,从减少成形缺陷、提高金属零部件的力学性能,防止变形和开裂,实现金属构件控形控性增材制造,是目前金属增材制造领域的关键问题。
目前对于金属激光增材制造过程中熔池的在线检测,主要可分为可见光学摄像法、红外热成像法、声信号法等。东南大学自动化学院的袁景光等人[3]为实现熔池温度的闭环控制,基于比色测温与光电检测技术,提出了一种复合结构的放大电路,它可以完成熔池温度的在线检测。哈尔滨工业大学现金焊接与连接国家重点实验室与江苏科技大学的陈琪昊,杨春利等人[4]以铝锂合金为研究对象,研究超声作用阶段和形式对熔池晶粒结晶的影响。
以上两种方法分别注重于熔池温度,晶粒结晶,而关于熔池形貌、边缘尺寸一样具有重要的研究意义,并且通过在线监控构建闭环控制,对熔池几何形貌和温度进行控制,可以保证熔池的几何形貌和温度在熔覆过程中的稳定,显著提升了熔覆质量[5]。沈阳航空航天大学航空制造工艺数字化国防重点学科实验室的钦兰云等[6]在激光沉积制造过程中,证明了熔池宽度与激光功率呈正相关,与扫描速度呈负相关的结果。大阪大学连接焊接研究所与山东工业大学连接技术研究所的M.Ushio,C.S.Wu[7]建立了用于移动GMA熔池中的热量和流体流动的三维模型,发现熔池的大小和轮廓受熔融焊丝的体积,受熔滴的冲击和熔滴的热含量的强烈影响。而与传统方法不同,而机器视觉检测技术因其具有高精度、无接触、高速度的优点,已成为智能制造中自动测量的重要发展方向。燕山大学的张连盟[8]对工件特点图象进行图像滤波、腐蚀、膨胀、二值化等图像预处理技术是典型的机器视觉处理图像方法。
本文在高速摄像机的基础上,提出一种基于机器视觉技术的增材制造激光熔覆熔池边缘在线监测方法,并获取熔池参数信息,分析其行为特征。本方法在机器视觉图象处理方面做了方法改进,提高了激光增材制造熔池的在线监测能力,并可实时反馈,在智能制造方面有者自主判断反馈的优越性。
1 基于高速摄像机的激光金属熔覆过程视频图象采集
激光熔覆实验与图象采集:首先进行实验装置试验台的搭建,如图1所示。随之开始实验与图象采集。

图1 激光金属熔覆试验台
实验内容:进行送粉式激光熔覆实验,用高速摄像机采集熔池图象,获得熔池二维光学图像,在线监测拍摄熔池视频,并同时用机器视觉对图象进行处理得到熔池边缘与熔池参数,在时间长度上对比分析熔池边缘与参数变化并进行分析,达到在线监测分析的效果。
实验设备:激光熔覆实验台,包括激光器,送粉系统,控制系统,激光冷水机以及加工过平台,激光熔覆头,保护气控制系统;千眼狼5F04高速相机及相机架,光源,滤光片,中性衰减片,保护镜片,标准标定板,装有图像采集软件的笔记本电脑。
实验材料:In718粉末;基体材料。
实验过程:首先将高速相机架在激光熔覆试验台旁,调节相机,使相机中心对准单熔覆道;然后使用标定板对相机进行标定;通过激光熔覆预实验选定合适的滤光片范围,使高速相机能够清晰地获取熔池的表面形貌;接着开始熔覆实验,在基体上反复朝同一方向熔覆长度为80mm的单熔覆道,并拍摄视频进行在线监测,在摄像监测过程过程中截取图片并处理,得到熔池边缘图象与参数,分析熔池行为。最后关闭电源,清理熔覆试验台,整理好实验器材。
实验过程持续约100s,高速摄像机在线监测激光熔覆、数据提取分析同时进行,示例图片如图2所示。

图2 激光金属熔覆视频片段
2 基于机器视觉的图象处理
2.1 图象处理思路与程序编写过程简述
首先确定如何处理图象,此方法采用了Python-opencv作为机器视觉的实现载体。处理过程由python-opencv程序算法实现。
图象处理步骤:
(1)将图片灰度化以方便后续处理。
(2)首先我们需要将熔池正在被激光照射熔化的点进行定位。此处进行第一次阈值二值化,并且进行加大腐蚀膨胀,直至图象仅出现一处白区,此处便是最亮处,也就是激光照射、熔覆温度最高的地方。由此可由程序自动确定熔池熔化进行点。
(3)随后在原灰度图上用上布得到的此点坐标周围区域为兴趣区,兴趣区及包括熔池的一个更精确范围,截取这块兴趣区,在单独进行下一步处理,这样可以排除其他背景的影响,减小图象处理的难度,提高熔池边缘检测的准确性。
(4)在截取的图上,重新进行腐蚀膨胀,然后进行横向模糊,再二次腐蚀,可进一步把背景白点杂点最大化去除。
(5)然后再用canny边缘检测找到熔池轮廓边缘。
(6)最后同时用面积和长度轮廓筛选,进一步去除熔池边缘以外的杂线。
(7)在处理完毕后,进一步在找到的熔池边缘上找到水平竖直两个方向的边界点,及图象最高点、最低点、最左端、最右端,画出熔池边缘最小外包矩形,并且显示熔池长度,宽度。图片处理过程见图3。
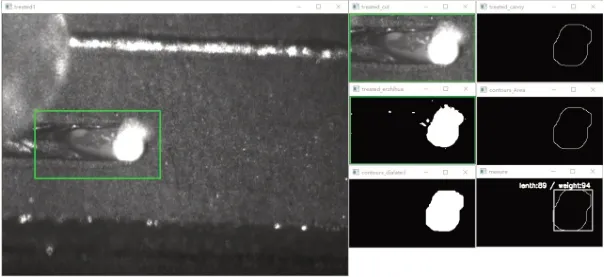
图3 图象处理过程
2.2 熔池的视频图象处理与参数获取
此时图象处理的流程及准确确定熔池边缘的方法已经确定,将其应用到实验中在线获得的视频图象处理中,便可以得到并分析实际实验熔池的参数、行为。
在在线监测过程中,本实验以5~10s为频率截取图象,同时在后台电脑上使用python-opencv对实时图象进行如前面所述方法进行处理,找到熔池的边缘,从而得到熔池的参数,并自动记录数据,绘制数据图表,以供后台人员进行监控分析。图象及其参数数据保存在本地组成序列。图象处理序列示意见图4。

图4 图象处理序列
2.3 图象处理方法先进性分析
由于自动寻找兴趣区域,即熔池所在区,可以缩小图象处理范围,大大减少了对背景杂点白点干扰区的处理量,从而降低了图象处理难度,提高边缘提取精度与背景杂点去除效率,提高了熔池边缘检测精度。具体效果见图3。
而传统的opencv图象处理方法,由于背景的打光影响,太多杂点与高亮区域。若想体取教完整的熔池区域,便会难以去除背景无关亮区影响,见图5。但是若想提高阈值或者腐蚀,尽可能处理掉背景无关亮区,熔池的边缘又会不够准确,见图6。

图5 传统方法保留熔池区完整

图6 传统方法提高阈值
3 参数数据的处理与熔池行为分析
3.1 参数数据的处理
本次实验我们可以得到熔池的最小外包矩形的长宽,以及由此计算的最小外包矩形面积(近似代表熔池区域,研究其相对变化),将得到的数据与历史数据一起统计成表,求其均值。并且绘制折线图,观察其规律变化,与其图象相应的实验情况相对照分析。
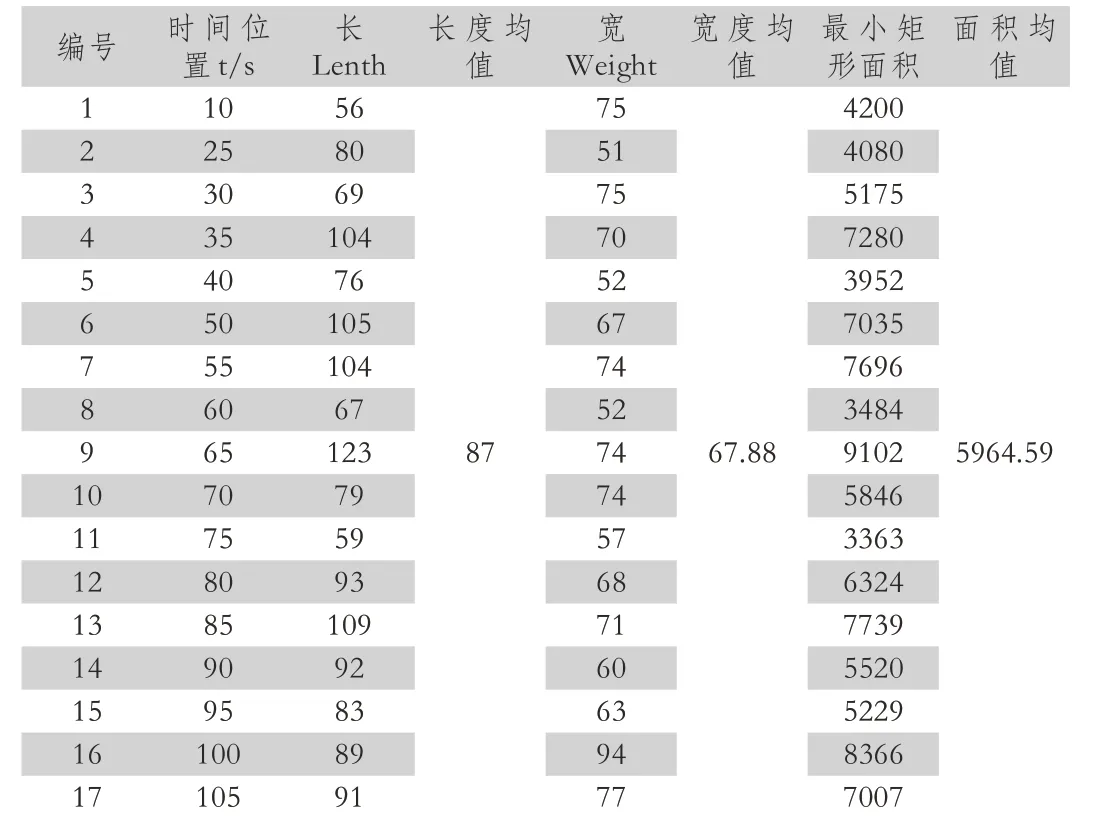
表1 数据处理记录表
本次实验共持续100秒,截取了17张图片组成的图片序列。处理所得数据表见表1,最小外包矩形长度与其均值折线图见图7,最小外包矩形宽度与其均值折线图见图8,最小外包矩形面积与其均值折线图见图9。
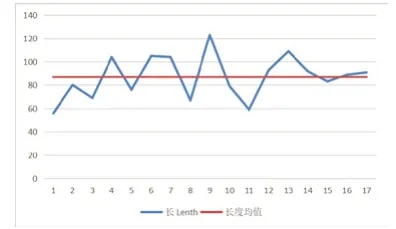
图7 长度与其均值折线图

图8 宽度与其均值折线图
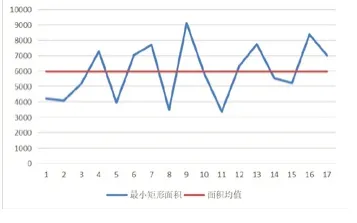
图9 面积与其均值折线图
3.2 分析熔池行为
分析统计数据表与折线图并与原图像对照发现。
(1)在激光熔覆过程中熔池的面积在进行一定的类周期变化。且熔池面积偏大出现在图象熔化轨迹的前上部分,熔池面积偏小出现在图象中熔化轨迹的后下部分。分析原因可能是:①熔覆时,送粉式激光熔覆以螺旋形式前进,在前部金属底板新生的熔池与在后部、半凝固状态的前熔池基础上又熔覆的熔池,两者的熔覆速度不一样,导致面积也不同。②由于激光照射的原因,在激光射在融区偏上时,图象处理将一部分打在外圈的光也包括进去。
(2)在激光覆融的开始阶段,熔池的面积有一个增加的过程。分析是因为在开始熔覆的时候,温度上升有一个初始过程。
(3)将熔池最高与最低点距离均值、最左与最右距离均值对比来看,及矩形的长宽均值对比来看,熔池在激光前进方向的长度(矩形长)比熔池在垂直前进方向的长度要长。分析原因应于上面1-1)原理类似,是由于后部的融化部分有冷却延迟导致长度方向变长。因此可以根据实时的熔池参数变化,调整相应的激光、送粉、温度等参数,来调整激光增材制造过程,实现闭环,使制造的零件质量更好、可控,达到了智能制造的目的。
4 结语
为实现金属构件激光增材制造过程的在线检测与质量控制,提出一种基于机器视觉的增材制造激光熔覆熔池边缘检测从而实时行为参数分析监控的处理方法。并且在机器视觉处理图象的一般方法中做了改进。实验表明,这种方法可以有效的对激光熔覆过程中的熔池进行监控,并且实时处理分析数据,相较于一般的方法更加精确有效。此方法应用在激光增材制造中,实现了在线监控、分析、反馈、调整,在智能制造领域可以起到自主监管、保证质量的优越性。
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
新世纪智能(数学备考)(2021年10期)2021-12-21 06:20:44
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
新世纪智能(数学备考)(2018年9期)2018-11-08 11:07:34
中学生数理化·七年级数学人教版(2017年5期)2017-11-09 03:06:18
中学生数理化·七年级数学人教版(2017年5期)2017-08-15 00:53:19
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年4期)2016-02-27 13:02:12
焊接(2015年11期)2015-07-18 11:12:46
