
集聚赛络纺前区压力棒的选型
2021-11-11 05:56豆朝辉王友明
纺织器材 2021年5期
豆朝辉,王友明
(河北宁纺集团 广和纺织有限公司,河北 宁晋 055550)
0 引言
随着工业技术的不断进步,传统环锭细纱机已无法完全满足下游加工质量的需求,纺纱技术迈入了新型环锭纺纱技术时代,带来了纱线结构和性能的革新。集聚赛络纺纱线因其独特的结构和特性,具有传统环锭纺纱线难以比拟的优势,其织造的坯布布面光滑、细腻,深受广大客户青睐,造就了集聚赛络纱较高的市场占有率[1]。
笔者公司顺应市场导向完成了54台环锭细纱机的集聚赛络纺改造,下文就集聚赛络纺前区压力棒的选型进行探讨。
1 集聚赛络纺细号纱宜选用圆形压力棒
在纺制细号纱线时,为了改善成纱条干,工艺人员会有意识地减小前区隔距。但当前区隔距小于17.0 mm时,要选用端面为圆形的压力棒(以下简称“圆形压力棒”),不可使用端面为水滴形的压力棒(以下简称“水滴形压力棒”),两种压力棒示意见图1。

a) 圆形 b) 水滴形
因为水滴形压力棒与须条接触面较大,前部牵伸区隔距收紧后,对纤维的控制力过强,纤维间失去自由滑动,须条因缺少必要的自由区不能被正常牵伸,造成纱条中纤维排列混乱,纱体发毛,出现类似纱线无捻度的假象,见图2。而实测捻度正常,强力降低、条干CV值增加。表1为半精梳环锭纺纯棉14.6 tex纱在不同前区隔距和压力棒形状时测试的成纱指标。

1—受损纱线纤维排列;2—正常纱线纤维排列。
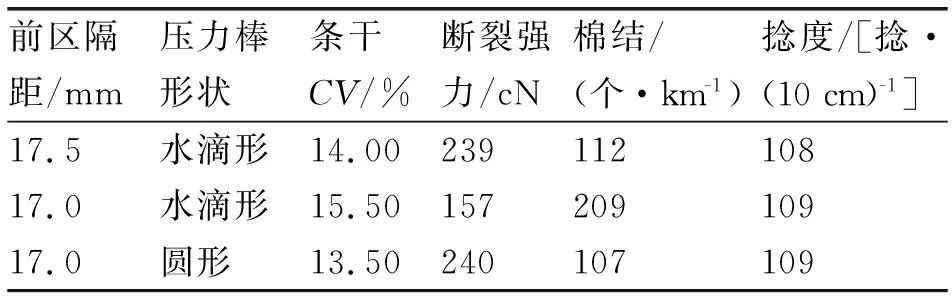
表1 半精梳环锭纺纯棉14.6 tex纱在不同前区隔距和压力棒形状时的成纱指标
2 压力棒隔距块缺口处的厚度
环锭纺改造成集聚赛络纺后,建议选择隔距块有缺口的压力棒(见图3),或者根据实际的集聚赛络纺类型定制特殊型号的压力棒,其关键尺寸指标就在于隔距块缺口处的厚度。这是由于集聚赛络纺异型管下部有一个用于传动小罗拉的过桥齿轮,过桥齿轮正好从压力棒隔距块缺口处通过。普通压力棒隔距块无缺口或者缺口尺寸不合适,均会造成过桥齿轮与压力棒接触产生打顿,引起网格圈间歇性停顿,导致成纱中纤维排列混乱、不顺直,纤维间抱合力差,成纱强力降低,条干CV值增加,棉结和粗节增加1倍。

1—有缺口;2—无缺口。
表2为精梳集聚赛络纺14.6 tex纱正常状态与异常状态下指标对比。

表2 不同状态下精梳集聚赛络纺14.6 tex纱指标对比
3 结语
环锭纺改造成集聚赛络纺,为了保证成纱质量应做到:① 当前区隔距小于17.0 mm时,应将水滴形压力棒更换为圆形压力棒,以减小对纤维的控制;② 前区压力棒必须改动,应根据不同企业制造的集聚赛络纺异型管选择或定制有合适缺口厚度的压力棒隔距块。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年1期)2022-07-12
纺织学报(2022年2期)2022-03-18
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年6期)2021-07-15
今日农业(2021年6期)2021-06-09
支部建设(2020年30期)2020-12-18
时代英语·高一(2018年5期)2018-11-19
