探析手工电弧焊仰对接焊接工艺技巧
2021-11-10 02:05:57刘洋
科学与生活 2021年17期
摘要:手工电弧焊设备简单、实用灵活性强、经济性好,不仅可以焊接黑色技术而且还可以焊接有色金属,所以在焊接领域应用最为广泛。手工电弧焊也是衡量焊工焊接技能水平的重要指标,是中、高等职业院校或本科院校机械类专业实习教学中的关键内容。以采用普通低合金钢和Q 345材料仰焊为例,阐述了手工电弧焊仰位对接焊接工艺技巧,帮助初学者或企业一线工人解决一些实际操作技能问题。
关键词:手工电弧焊仰;对接焊接;工艺技巧
引言:在条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔池增大。同时,由于额定的焊接电流不变,焊条的熔化量基本变化不大,使得焊缝余高减小。
1.探析手工电弧焊仰对接焊接工艺存在的问题
在焊接培训和现场施工过程中,利用手工电弧焊焊接仰板对接焊缝时,通常采用多层多道焊的焊接方法,采用该方法存在以下缺点对焊工的个人技能水平要求高,特别是对于缺乏现场施工经验的焊工;操作困难、不易掌握,焊接时熔池温度和电弧高度不易控制,铁水下坠倾向大、容易烫伤焊工;相对于焊缝的内部质量难以控制,特别是容易产生层间未熔合、密集气孔、夹渣等焊接缺陷;对于焊缝的外观成形也难以控制,容易产生表面成形不良、接头过高或脱节、咬边等焊接缺陷。采用直流反接法仰焊时,熔滴过渡形式主要是短路过渡;既靠电弧的吹力和熔化金属的表面张力作用过渡于熔池。焊缝金属熔滴的重力也阻碍了熔滴的过渡,熔池金属也受自身重力作用产生下坠,由于熔池温度越高、表面张力越小,同时由于焊接规范不正确、不能正确掌握运条方法、灵活调整焊条角度、控制弧长等原因,造成仰焊背面凹陷,正面出现焊瘤的缺陷。为此,仰焊时一定要采用短弧操作,同时还要控制熔池的体积和温度,焊层不宜过厚。
2.探析手工电弧焊仰对接焊接工艺准备
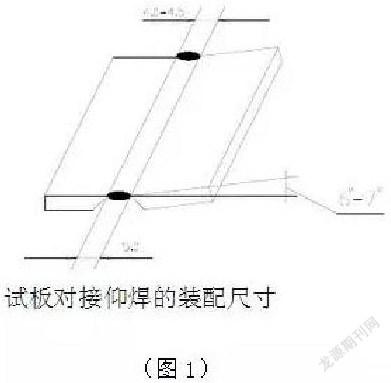
根据焊接材料与母材匹配的原理,由于试样材料采用普通低合金钢和Q 345材料,试板材料为16Mn钢板,厚度为12mm, V型坡口(坡口面两边的合成角度不大于65度),钝边1.5—1.8mm。对接,装配时施焊起点的间隙为所使用焊条直径钢芯的直径,末端间隙为所使用焊条加药皮的直径为宜,并预留适当的反变形量3-5°;其装配尺寸见图1。
2.1焊接速度
焊接速度是评价焊接生产率的一项重要指标,为了提高焊接生产率,应该提高焊接速度。但为了保证结构设计上所需的焊缝尺寸,在提高焊接速度的同时要相应提高焊接电流和电弧电压,这三个量是相互联系的。同时,还应考虑在提高焊接电流、电弧电压、焊接速度(即采用大功率焊接电弧、高焊接速度焊接)时,有可能在形成熔池过程中及熔池凝固过程中产生焊接缺陷,如咬边、裂纹等,所以提高焊接速度是相对有限度的提高。
2.2试件清洗
对试件的坡口处进行打磨或清洗对保证焊缝质量尤为重要,因此,焊接前应在焊接前清除焊道15~20 mm范围内的油、锈、湿等污垢,直至金属光泽泄漏。清洗可以通过除锈清洗液,打磨时可使用角磨机、锉刀和砂纸。为了防止焊缝燃烧,可以在坡口边缘磨制钝边其厚度约1.5~1.8mm的厚度。
3.析手工电弧焊仰对接焊接工艺技巧
3.1打底层的焊接操作
仰板直流反接灭弧打底的操作要領:焊接打底层时易在焊缝背面产生塌陷,为达到单面焊双面成形的目的,使背面焊缝成形良好,仰焊打底层的操作具有较大的难度。开始焊接时,首先在距定位焊缝10—15mm处的坡口一侧引弧,然后将电弧拉回至定位焊缝上,借助定位焊缝连弧加热坡口根部,到接头处迅速压低电弧将熔滴送到焊缝根部,并借助电弧吹力作用尽量向坡口根部、背面输送熔滴。同时将其稍向左右摆动,以便于形成熔池和熔孔,并保证接头熔合良好。仰焊时第一个熔孔形成后立即熄弧以冷却熔池。再次引弧时,在第一个熔池前一侧坡口面上,即在熔孔的边缘用接触法引弧,电弧引燃后,听到电弧击穿声时,控制焊条不要摆动,使电弧燃烧0.8—1s。并保持弧柱长度1/2穿过熔孔。然后急速拉回侧后方熄弧。电弧燃烧时焊条不应作大幅度摆动,运条速度要快,如果焊条摆动幅度过大,液态金属受电弧的吹力就越小,且力的作用位置发生改变,将使熔池金属下坠倾向增大。熄弧动作应迅速利落,以免焊道背面产生塌陷,正面铁水下坠形成焊瘤。施焊过程中,焊件背面应保持焊缝凸起,穿透熔孔的位置要准确,每侧坡口穿透尺寸为1mm左右。
(1)在使用碱性焊条时,不能像酸性焊条那样靠长弧预热或跳弧控制熔池温度,必须采用短弧焊;否则容易产生气孔。
(2)更换焊条熄弧前,为防止产生弧坑缩孔,要在熔池边缘部位迅速向背面补充2—3滴液态金属,然后向后侧衰减灭弧。
(3)接头时动作要快,最好在熔池尚处于暗红热状态下引弧施焊。接头位置应选在熔池前缘,当听到试板背面电弧穿透声后,焊条立即做收弧、旋转动作,再运条前进。
3.2其余各层的焊接操作
施焊填充层和盖面层时,可采用直径为3.2mm的结507焊条焊接,也可以采用直径为4.0mm的结507焊条焊接,但要选择合适的焊结电流。施焊前要认真清理前一层的焊渣、飞溅、尤其是焊道两侧的焊渣必须清理干净,防止焊接时产生夹渣。接头处焊道凸起部分或焊瘤应錾削平,采用锯齿形运条法焊接填充层。填充层一般两层为宜,第一层焊接速度要快要薄,若焊接速度慢了熔池温度相对偏高很容易将打底层“吹漏”,还可将打底层凹下去;填充第二层与第一层相比填充速度偏慢,保证坡口内熔化铁水的量至试件1毫米深度为宜,填充层必须保证平整,利于盖面层的进行。盖面层一般采用直径为3.2mm的焊条施焊,短弧运条,手臂的稳定性要到位,用电弧将熔池铁水带到坡口的边缘,使试件盖面后无咬边、夹渣等焊接缺陷,做到盖面层成形美观。
3.3仰位焊对口偏差要求
焊接试件对口时错边值不应大于基材壁厚的10%,且不超过2mm。试件焊接接头角变形的偏差值应小于3度。
3.4焊后检验标准及要求
试件焊接后焊工对焊缝进行清理和自检,表面无超标焊接缺陷,即夹渣、气孔、裂纹、内凹、焊瘤、咬边、余高超高等,然后对焊缝的内部检查应通过射线照相检查进行,射线照相检查不应低于NB/T 47013-2015年规定的II级要求。冷弯试验:射线照相合格后,还应进行冷弯试验,并对各试件进行面弯曲和后弯各一次,试验方法应符合GB/T 2653的要求。标准:试件弯曲后,除试样四个角上的机架外,其侧面和侧面均不得有长度大于2mm的缺陷,但由于焊接缺陷引起的裂纹,应根据焊缝断裂和金相宏观检验要求进行评定。
结束语:手工电弧焊是使用交直流电焊机手工操纵焊条进行焊接的电弧焊方法。在焊接培训和现场施工过程中,利用手工电弧焊焊接仰板对接焊缝时,需要进行专门的训练,掌握一定的工艺要求与焊接操作技巧后,方可焊接出成形美观且内部质量合格的焊缝。
参考文献:
[1]郑国标.手工电弧焊仰对接焊接工艺技巧探析[J].城市建设理论研究(电子版),2016,(4):968-968.
[2]王建雄.手工电弧焊仰对接焊接工艺技巧探析[J].民营科技,2014,(8):299,301. DOI:10.3969/j.issn.1673-4033.2014.08.279.
[3]康志东.焊接加工专业精品课程建设的实践与探讨——以《焊条手工电弧焊》课程为例[J].职业,2017,(19):71.
作者简介:
刘洋(1991─),焊工三级(高级工)。国家能源准能集团公用事业公司公建运维中心从事手工电弧焊、氩弧焊和氧乙炔气焊工作。