
浅谈村田机械的钣金自动化在各加工领域中的运用案例
2021-11-04 04:54:42张哲炜村田机械上海有限公司
钣金与制作 2021年10期
文/张哲炜·村田机械(上海)有限公司
随着机械自动化、工厂无人化和信息化技术的普及,各行各业都在进行转型升级换代。无人超市、机器人酒店、自动驾驶的轨道交通、神舟十二号上的可移动机器臂手,种种迹象都在表明,自动化、信息化的时代已经到来。面对时代的改变,村田机械也在不断的进步,致力于为客户提供更加多元化、无人化、高效化的钣金柔性自动化加工线提案。
目前国内的大部分钣金厂面临的几个比较重要的问题:①车间人员流动性大。②技术工人经验不足。③旧设备需要更新换代。针对以上这些问题,村田机械从操作系统的智能化到控制系统的升级优化再到旧设备的自动化改造,制定了多种自动化加工线方案同时应对来解决工厂面临的种种问题。
数控冲床·自动上下料单元
图1、图2所示的钣金自动化加工线是由数控冲床+自动化上下料单元构成的,可以实现板材无人化自动加工。这种加工线主要针对于工厂可使用面积小、现有村田设备的自动化改造、加工产品种类多的客户群体。其中它的独特之处还是在于运行方式的多样性,以及板材在循环加工时,所需要的内循环节拍时间最低可以精准地控制在25秒。

图1 数控冲床·自动上下料单元

图2 数控冲床·自动上下料单元空间示意图
运行方式主要分为:①全自动运行模式:真正无人化加工3吨的材料,加工完毕后,通过叉车/行车将加工好的产品拖走即可。不但解决了人工上下料的时间,更是大大提高了设备本身的使用效率。对于部分较急的板材,可以通过机械手下料去进行后续工件的处理,比如:折弯、喷涂、激光加工等。无需等待3吨的板材加工完毕即可处理后续加工,大大节约时间成本。②半自动运行模式:当对套料板材进行加工时,操作人员可以马上进行分拣。机床在右侧进行工作,操作人员可以在左侧进行分拣。当冲床的板材不需要马上进行处理时,可以进行人工上料,自动下料。当全部板材加工完毕时,可一起随木托盘拖出,继而进行后续部分的加工处理。③冲床单机运行:当不需要自动上下料部分工作时,数控冲床可单机独立运行,两者互不影响、互不干涉、各司其职。
数控冲床·自动化立体料库·自动折弯单元
图3、图4所示为数控冲床+自动化立体料库+自动折弯单元的钣金柔性自动化加工线,单张内循环节拍最低25秒。此方案大大降低了“人”在生产中所扮演的角色,提高了自动化工厂的可视性,降低人工成本的同时又提高了生产效率,最终达到了节约生产时间、增加产品收益的目的。该方案也在壳体、柜体加工、电梯行业、医疗器械行业、办公家具行业等一系列行业中发挥着至关重要的作用。

图3 数控冲床·自动化立体料库·自动折弯单元

图4 数控冲床·自动化立体料库·自动折弯单元空间示意图
为了能够应对各种加工情况的发生,此方案的运行模式也是多样、灵活的。①全自动模式:取料→冲床加工→自动折弯→码垛,当折弯好的工件码垛到一定数量时工人可自行取走。当工件无需进行折弯工序、冲床工作节拍与自动折弯节拍时间不相匹配、冲床料库发生短暂性故障时,冲床和料库也可作为独立的单元进行工作。②半自动模式:当有少量紧急工件需要冲折加工时,操作人员可以手动上料并定位加工。冲床加工完毕后,板材通过夹钳装置直接拉到后方的自动折弯单元进行加工。在要对立体料库的材料进行紧急部品加工,大板套料加工后马上进行人工分拣或折弯单元发生故障时,均可以使用半自动模式。对于特殊的网孔板等加工时,可以采用工作人员手动上料、加工完毕后由夹钳下料装置进行自动下料,这时既可手动出库,也可自动回库。③单体运行模式:数控冲床、折弯机器人单元也可以作为一个独立的单元进行加工运行。
从整体来看,此条钣金自动化生产线运行的多样性,既能满足生产者的不同需求,又能实现设备利用的最大化。从局部来看,每一个部分都能很好的独立进行运作,能够灵活的调节生产、应对突发性问题,最大程度的降低损失,将生产效率控制在可操控范围内,从而使车间能够稳定有序地进行生产。
村田机械钣金柔性冲床自动化加工线的实际应用案例
图5、图6、图7、图8所示的钣金自动化加工线是由数控冲床+自动化立体料库/自动化上下料单元构成的。这种加工线大大提高了生产效率,节约人工成本。在以往的单体加工中,大板加工时往往需要两个人来共同完成板材的上料、加工、下料。不仅使人工成本上升,还大大降低了使用效率。为了解决这一问题,村田机械采用同侧上下料的自动化设备,对于一张板厚3mm、尺寸为1250mm×2500mm的板材,板材更换的时间最低达到25秒。对于多层的料库来说,更是让夜间加工成为可能。一个人可以看管一台、甚至多台设备,往往三台设备只需要一位技术工人即可,使人工成本降低、设备的利用率大幅提升;解决了人工成本高、工人流动性大等对生产效率降低的问题。

图5 家具行业实际应用

图6 医疗行业实际应用

图7 电气行业实际应用-1

图8 电气行业实际应用-2
村田机械钣金柔性冲·折自动化加工线的实际应用
图9、图10、图11所示的是冲·折一体化钣金柔性自动化加工线。该方案在电梯、办公家具、医疗器械行业等被大规模的使用。从冲到折实现自动一体化,是大批量、标准板材加工的首选。自动化立体料库,实现24小时无人监管、无人加工,在保证质量的前提下,还极大的缩短了生产周期、降低了生产成本,使传统的单一大批量生产模式得到质的飞跃。目前国内大多数的钣金工厂还是依赖于人工,工人工作的状态、身体的疲惫程度、工作中发生的安全事故等等一系列的问题都影响着生产。而自动化设备的出现,正是解决这些问题的最好办法,不但能使生产过程变得高效,增加产能提升生产效率、提高设备回报率,还能让企业在未来的市场竞争中取得优势地位。

图9 电梯行业实际应用-1

图10 电梯行业实际应用-2

图11 办公家具行业实际应用
生产线所对应的钣金软件(部分为选项)
钣金柔性冲·折自动化加工线的钣金软件运用流程如图12、图13、图14、图15所示:可将客户自行设计的3D零部件转换为冲床·激光共用的SCPX形式,此形式可以将钣金零部件形状,冲切加工的CAM信息,折弯加工的CAM信息,用XML形式的文档来体现。冲床、激光、折弯加工等程序可以自动进行批量处理,自动推送到钣金加工的各个单元,从而实现全程自动化生产。同时可以通过村田研发的Process Net Monitor Pro,将各设备加工的实际情况进行监控,实时收集加工数据,并第一时间反馈到客户的MES等生产管理系统。除此之外,也可以根据客户的需求,自由选配组合钣金软件。让管理者能够清楚明了地在第一时间获取所有想要了解的数据。多元灵活地利用系统软件对生产、加工、调节发挥着至关重要的作用。

图12 村田机械钣金软件运用图例说明
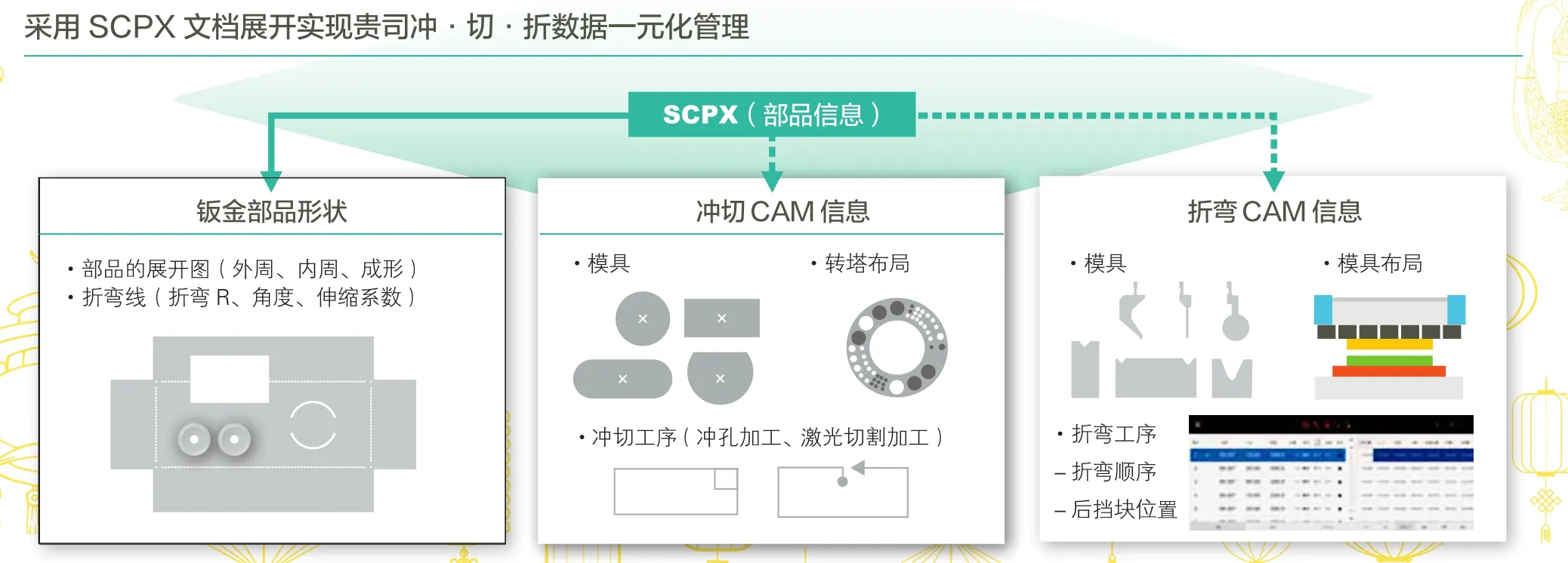
图13 村田机械钣金软件应用SCPX介绍

图14 村田机械钣金软件 离线3D折弯编程

图15 村田机械钣金软件 3D折弯模拟软件

猜你喜欢
中国应急管理科学(2022年1期)2022-04-18 22:12:38
福建江夏学院学报(2021年6期)2021-08-10 08:22:06
消费电子(2018年1期)2018-01-29 01:52:08
制造技术与机床(2017年9期)2017-11-27 02:14:21
消费电子(2017年4期)2017-05-04 09:23:52
制造技术与机床(2017年12期)2017-02-02 07:05:09
汽车零部件(2015年1期)2015-12-05 06:40:21
创业家(2015年2期)2015-02-27 07:52:32
汽车科技(2014年6期)2014-03-11 17:45:54
河南科技(2014年8期)2014-02-27 14:07:48
