
CH 小包透明机拉线直流供给控制系统改造
2021-11-03 11:51肖二凯
设备管理与维修 2021年17期
肖二凯
(河南中烟工业公司漯河卷烟厂,河南漯河 462000)
0 引言
GDX2 包装机组的CH 小包透明机拉线直流供给系统,拉线电机采用直流电机和直流驱动模块进行控制,该系统采取一些速度补偿,系统反馈等措施,但由于直流有刷电机本身的特性,很容易出现碳刷打火、磨损,造成电机发热,速度不稳定,使得电机在使用一段时间后,故障率高,需要定期对电机碳刷部位清理维护,日常电气维修工作对该部位的维修和调整工作量大,维护工作麻烦且不稳定,维修成本很高,电机更换频繁,对产品质量的稳定性影响极大。而且电机需进口件,备件组织进货周期长且维修成本很高。此部位对设备整体的稳定性有极大的影响,大大降低设备的有效作业。
1 改进方案
小包透明机拉线直流供给系统采用有刷直流励磁电机经直流电源驱动器驱动控制,以CH 主电机速度为速度基准,使用线性传感器信号经压频转化送给控制系统频率信号,经过调整控制拉线电机速度,同时利用检测断线的接近开关提供断线检测和系统报警,电机通过齿轮减速驱动带动金拉线转动。现将原直流电机换上交流伺服电机,再把控制柜中的直流电机控制器更换为交流伺服控制器,采用频压转换器转化原机GDX2板卡输出的控制直流电机电源驱动器信号来命令和调整交流伺服控制器即可。
2 改进措施
(1)采用日本安川公司的伺服控制器和伺服电机,控制精度高,使用寿命长,基本是免维护的。控制精度高是伺服电机的主要特性,伺服电机当伺服驱动器输出电流、电压、频率变化很快时,伺服电机能根据电源变化产生响应的动作变化,响应特性和抗过载能力远远高于有刷直流励磁电机,电机的差异是两者性能根本的不同。伺服控制系统具有高动态响应和高精度传动的特点,利用高精度的旋转变压器做为反馈器件,可以非常精确地跟踪主传动系统的微小变化。
(2)在不改变原机结构,保持原设备其他所有功能不变的情况下,不影响GD 机的整体美观的基础上,将此相关的部分信号融入电控系统的控制程序中,使电机的运转速度与包装设备的运行速度完美匹配。
(3)系统组成:安川伺服电机、控制器;电机法兰安装盘一件及异径轴一件(用于调试电机和机器安装不匹配);四芯0.75 mm 线25 m,频率变送器一个,双联空气开关10 A一个,DC 24 V 继电器一个。
(4)在机器断电的情况下,先拆去直流电机,再安装上交流伺服电机,接好电机三相线、接地线,然后通过电缆槽架布线到控制柜,在控制柜里安装好伺服控制器、电源开关、频压转换器并接线。伺服电机接线如图1 所示,伺服器控制原理如图2 所示。
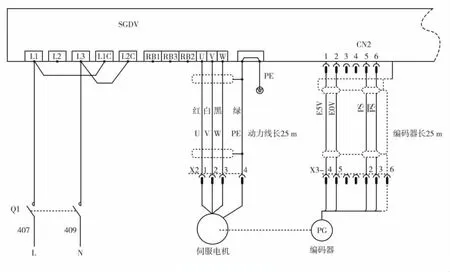
图1 伺服电机接线
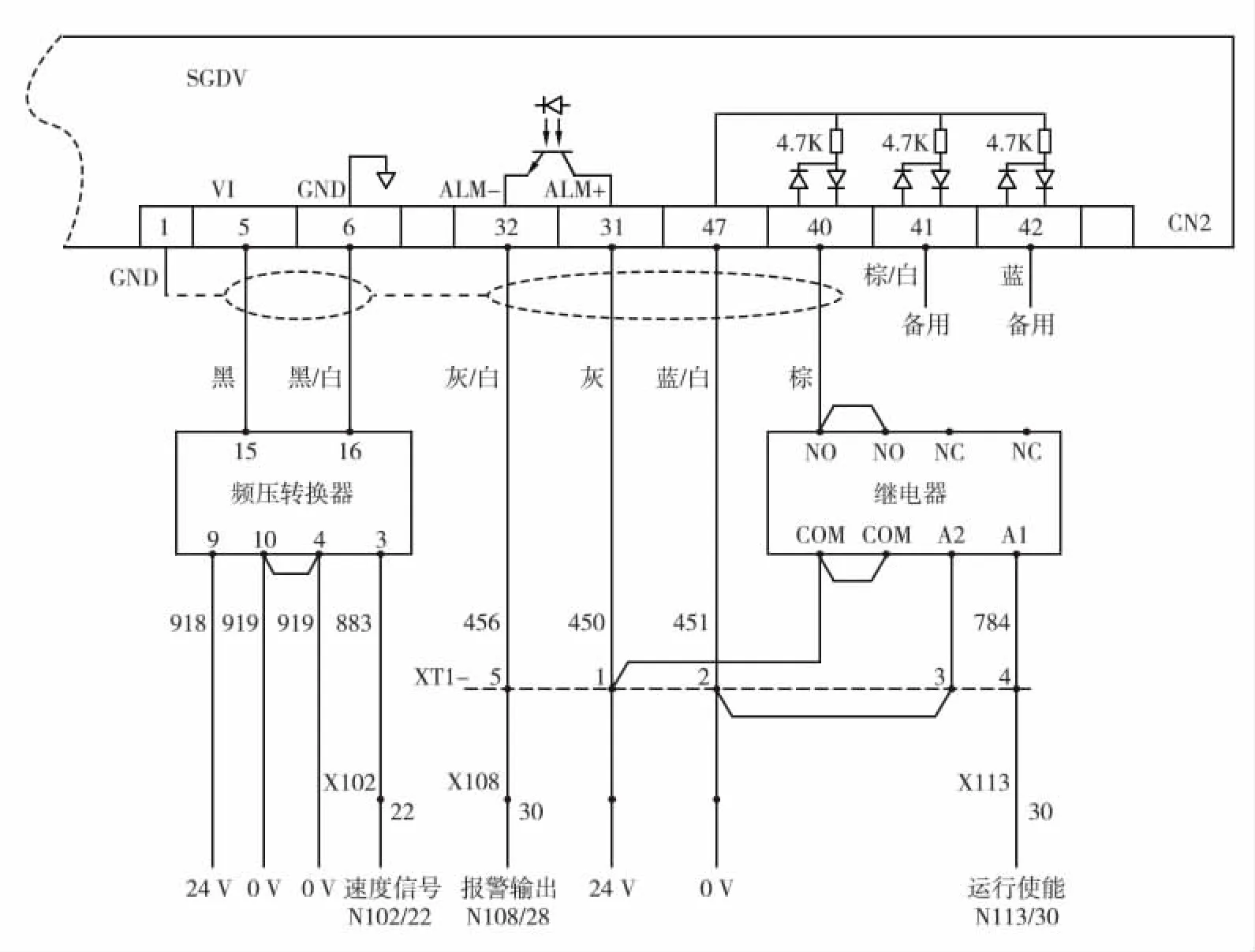
图2 伺服器控制原理
(5)伺服器调试参数。①Pn50A 设为8800,Pn50B 设为8888,它们无需修改;②修改Pn300 参数可以调整金拉线电机的速度,Pn300 设定值越大,电机速度值将越小,Pn300 设定值越小,电机速度值将越大,设定参考值为800,设定范围为800~3000。
(6)运行参数设置(表1)。
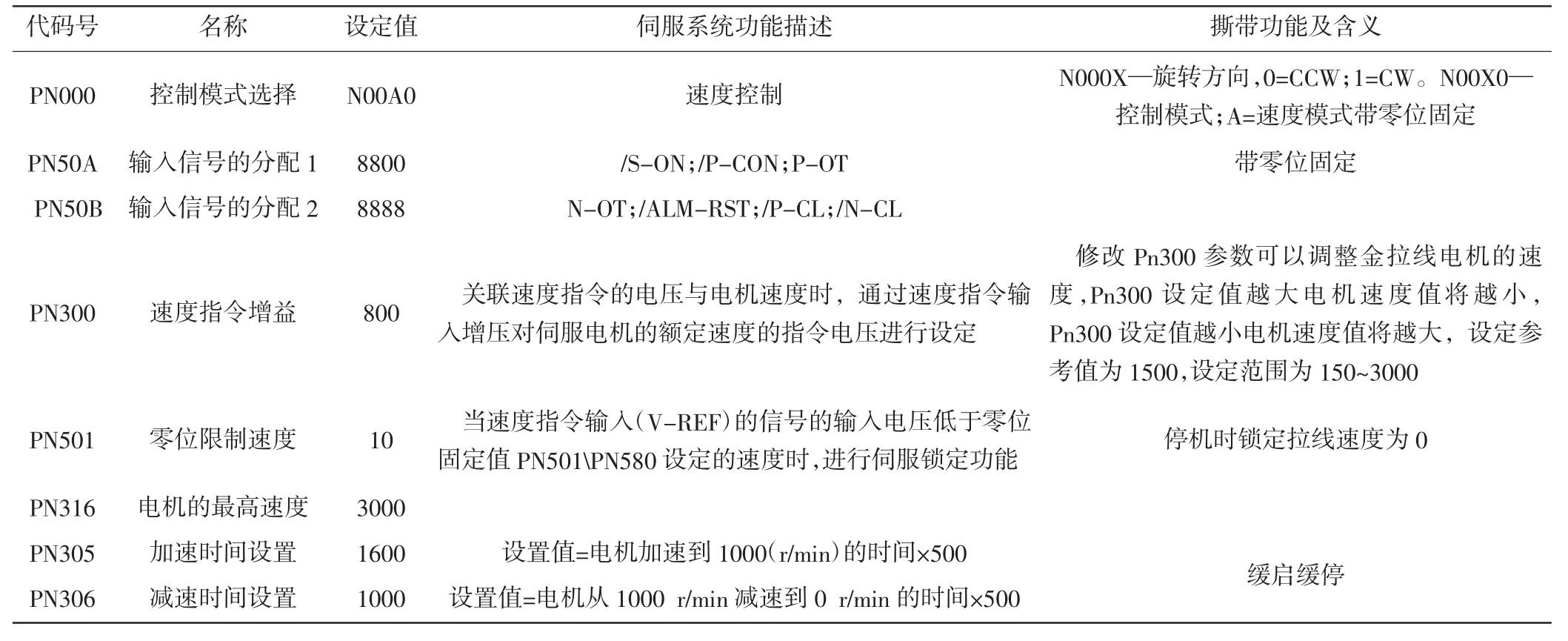
表1 运行参数设置
(7)在改造项目中原控制信号频压转换后对伺服控制器进行控制,参数调试过程分析考虑与速度的匹配,伺服控制器故障信号如何反馈到主控制系统中去;考虑主控板卡安全和稳定,采用继电器进行使能控制信号的转换隔离,避免伺服控制器电磁谐波干扰主控板卡的运行。
3 结语
CH 小包透明机拉线直流供给控制系统改造后,伺服控制器和伺服控制电机运行稳定,控制精确、故障少,延长零备件的使用寿命,减少因拉线不稳定造成的设备停机次数,降低操作工和维修工劳动强度,提高GDX2 包装机整机的有效作业率,保证小包金拉线的包装质量,取得良好的经济效益。
猜你喜欢
作文小学中年级(2022年11期)2022-12-25
大电机技术(2022年5期)2022-11-17
科学技术与工程(2022年23期)2022-09-30
汽车实用技术(2022年12期)2022-07-05
农村电气化(2021年4期)2021-05-12
智族GQ(2020年8期)2020-09-06
学苑创造·A版(2019年8期)2019-08-15
意林·全彩Color(2018年7期)2018-08-13
电子制作(2017年1期)2017-05-17
电子制作(2016年1期)2016-11-07
