准精冲与精冲工艺的优劣分析
2021-11-02 01:15:08杨世旭嘉兴和新精冲科技有限公司
锻造与冲压 2021年20期
文/杨世旭.嘉兴和新精冲科技有限公司
何为精冲
精冲技术是在原有冲压工艺基础上增加第三力源,精冲较普冲在平整性、垂直度方面的精度有很大提升,另外最大特色是冲压断面没有撕裂,具有光亮切断面的优势,工件具备模具几何形状的提升,所以精冲具有减少后续加工工序的优点,工艺示意图见图1。
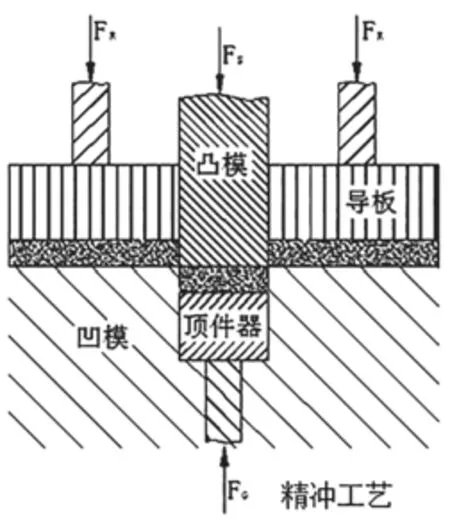
图1 精冲工艺示意图
准精冲工艺
目前精冲工艺主要运用领域包含在汽车发动机、底盘、座椅调角器、医疗工具等各类几何精度要求较高的零件,图2 为汽车传感盘精冲零件。精冲设备目前全球两大厂商:瑞士Feintool 和日本Mori,但因价格昂贵,无形中提高了进入精冲行业的门槛,因此目前衍生出三类准精冲工艺思维:⑴以重复的修整方式达到精冲效果;⑵搭配普冲机外挂油压系统达到普冲转精冲效果;⑶模具设计时,在模座上添加第三力源的油压系统。

图2 汽车传感盘精冲零件
综合上述准精冲工艺思维来看,模具形式增加第三力源达到精冲的效果,此方式令模具费用大幅提高,设计加工成本增加,从成本的角度来看,此方式的模具设计成本居高不下,并不是最佳方案;以冲压重复修整方式,其精冲效果在精度上无法稳定,尤其在产品较厚的情况下会更加明显;而以普冲设备加装油压系统,虽然会增加设备整体的费用,但能有效地提高精冲的生产能力和效果。准精冲产品能达到的精度极限如表1 所示。

表1 准精冲产品精度极限表
以图3 某门锁件为例,零件要求:平面度、塌角、冲裁面光亮带、毛刺高度、孔倒角;使用精冲机成本高,效率低,工位不够;而使用准精冲机能达到产品要求,成本低,效率高。

图3 门锁件
精冲与准精冲的区别
准精冲属于无屑加工技术,是在普冲技术上发展起来的一种精密冲裁方法,能在一次冲压行程中获得比普冲零件尺寸精度高、冲裁面光洁、翘曲小且互换性好的优质精冲零件,并以较低的成本达到产品质量的改善。从表2 的对比数据中可以看到,以准精冲的工艺所制造出的产品在精度上可以呈现翻倍的提升,提供相对优越的工艺品质精度。

表2 三种冲压模式的对比
图4 为某典型零件,图例技术难点:⑴十字脚折弯,折弯区域需打薄;⑵孔打薄50%以上,孔径公差0.03mm;⑶孔位置度0.1mm(以沉头孔为基准);⑷平面度0.06mm;⑸折弯脚脚高公差0.1mm。使用精冲工艺加工该零件,打薄比提升60%,断面放大图光亮带提升80%,见图5。采用准精冲工艺加工时,孔内光亮带提升100%,断面光亮带提升80%,见图6。

图4 典型零件图

图5 使用精冲工艺生产的零件

图6 使用准精冲工艺生产的零件
准精冲技术是在普冲机台的基础上进行改进,外附力源和精冲相同,具有三向力源。同时模具设计向精冲模靠拢(间隙、倒角),可以进行大部分精冲零件的设计生产。准精冲机台由普冲机台向精冲改良,兼具双方的部分优势(平面度、位置度、剪断面、塌角等)。精冲机台受力源限制,模具工位受限,无法进行多工位的零件生产,而准精冲机台在普冲机台改良时考虑到了此问题,外附力源可以进行多工位模具的设计,但因其由普冲改良,又受其原先设备参数的限制,如床台尺寸的大小。图7 所示为准精冲冲床;图8 为液压泵加入冲床的设备;图9 为采用多工位方式生产的准精冲零件的料带信息,模具工步为26 步,模具长为1 米,模具机台为GLD260T。

京剧京剧曾称平剧,中国五大戏曲剧种之一,场景布置注重写意,腔调以西皮、二黄为主,用胡琴和锣鼓等伴奏,被视为中国国粹,中国戏曲三鼎甲“榜首”。京剧走遍世界各地,分布地以北京为中心,遍及中国,成为介绍、传播中国传统艺术文化的重要媒介。在2010 年11 月16 日,京剧被列入“世界非物质文化遗产代表作名录”。代表剧目:《贵妃醉酒》、《霸王别姬》等。

图7 准精冲冲床

图8 液压泵加入冲床

图9 采用多工位方式生产的准精冲零件料带信息
准精冲技术在20 年前开始运用在硬盘音圈马达中的零件产品上,硬盘音圈马达(VCM-Voice Coil Motor)精冲件为硬盘重要机构零件,其技术及尺寸精度要求相当的严谨,见图10。因为生产成本及客户季降等原因,原为精冲设备生产改进为准精冲机台生产,为精密生产制造能力带来相当大的提升。嘉兴和新精冲科技有限公司目前为世界三大硬盘制造商(希捷,迈拓,西数)的主要零件供应商。

图10 硬盘音圈马达
结束语
准精冲技术开发投入成本降低,其他技术特性上较精冲差异不大,冲压效率比精冲更高,尤其薄件部分,可运用范围产品形状复杂,工作站多,如图11、图12 所示,平板件、折弯件,汽车零件少许折弯部分都可达到理想效果,但不适合厚度超过4mm 的产品,若超过4mm,随着厚度的增加,精冲效果也会相应下降,因为普冲设备的结构设计及刚性不如精冲设备,还是有相当大的水平差异。

图11 0.75 ~3.5mm 的相关硬盘零件

图12 各种类型硬盘驱动支架
猜你喜欢
锻造与冲压(2023年20期)2023-11-07 09:47:50
未来教育家(2021年9期)2021-12-24 08:24:22
Chinese Physics B(2021年12期)2021-12-22 06:49:04
软件(2020年3期)2020-04-20 01:45:48
商品与质量(2019年45期)2019-06-16 09:56:40
美与时代·城市版(2017年12期)2018-01-25 22:41:57
锻造与冲压(2015年8期)2015-06-22 14:38:09
精密成形工程(2014年3期)2014-08-15 00:52:53
湖南文理学院学报(自然科学版)(2014年4期)2014-05-13 11:00:58
锻造与冲压(2012年12期)2012-10-20 11:57:34