
光纤激光切割及其在精密加工中的应用展望
2021-11-01 01:23李超
机械与电子控制工程 2021年3期
关键词:精密加工
*通讯作者:李超,1983年9月,男,汉族,河北廊坊人,任职于中国航空制造技术研究院机械设计,高级工程师,硕士研究生。研究方向:激光加工装备。
摘 要:在经济迅速发展和科技迅速进步的背景下,激光技术得到了相应的发展和改进,现已应用于工业各个领域。目前,在科技力量的推动下,光纤激光切割技术已广泛应用于精加工生产技术,为制造业的迅速发展提供了新的机遇和动力。本文介绍了光纤激光切割相对于传统CO2激光切割的技术、经济、技术和资金优势,介绍了高质量光纤激光切割的研究现状,最后对其在精密加工中的应用进行了展望。
关键词:激光切割;光纤激光;CO2激光;切割质量;精密加工
一、引言
自1960年第一台激光诞生以来,一直在研究其在加工领域的应用。1967年,世界上第一台CO2激光切割机问世。激光切割是一种高精度、高质量、高效的非接触切割方法,使用高密度能量在微小空间中聚焦能量。近几十年来,激光切割系统的输出功率和光束质量有了显著提高,成为成熟可靠的技术,占激光加工市场的70%以上,在汽车、航空和工程机械等工业部门有广泛应用。对于某些激光切割应用,制造商在选择激光切割系统时更加重视经济指标,这使其生产线能够进行高效、高质量和可复制的加工,从而降低成本。目前,CO2激光器在切割行業占主导地位。随着光纤激光器的技术成熟和迅速发展,其具有切割速度、能量浓度和电光转化速度、高加工柔性等很多优点,传统的CO2激光器预计会被替代[1]。
二、光纤激光切割应用原理
(一)系统设计
光纤精密切割系统主要由激光器、运动机构、工作台、伺服控制系统等组成。控制系统控制激光器、伺服系统、运动机构,为了准确地移动零件,激光通过控制系统定期发送脉冲,以高速、非接触方式切断零件。
1. 控制系统
其主要是使激光设备、辅助气体、运动装置等部件运转,并协调断开设备的操作。用电脑输入命令,接受命令,达到控制命令的目的,操作电脑后产生两个控制信号。一个控制信号控制机构移动方向和速度的伺服系统;另一个传送到伺服控制卡,以控制激光器的运行状态,如激光器的启动和关闭、输出大小和频率、辅助气体的开启及气体量的大小等。为了提高切割质量,工作人员需要多次调整机构的运动速度、激光脉冲频率和激光输出功率。
2. 导光系统
激光到达材料表面后,不同材料产生不同程度的反射。反射光会返回到激光发射器。当返回的光线达到一定强度时,会影响和破坏激光的工作稳定性。将切割系统应用于金属材料加工时,反射率特别高。为保证系统正常运行和处理安全,反射光必须减弱。光学分离器可用于减弱反射光线。光学分离器是一种光学吸收元件,直接传输损耗低,反向传输衰减能力强,无联锁装置。因此,为了提高加工精度,必须注意压缩光源的尺寸和作用。同时,优化工件表面的光束,提高能量密度,有效利用工件的高能量、高密度激光加工[2]。
(二)原理和特点
随着近年来科学技术的发展,激光切割在加工业继续改进和完善,材料切割技术呈现出不断创新和多样化的趋势。生产工艺复杂、精度高,采用光纤激光切割技术可以大大提高生产的质量和效率。
1. 激光切割原理
根据激光切割原理,高强度激光到达材料表面,激光光源迅速转化为热,照射区温度迅速达到材料的熔点或沸点,同时利用辅助气体将残渣吹开以形成冷却后的小洞。当工件和激光相对于彼此移动时,熔化的残余物会不断地被吹出来,从而在切割的曲面上形成光滑的切口。
2. 激光切割特性
激光切割由于其高性能、高质量、无接触处理,具有较大的适用性和灵活性,因此应用范围很广。由于切割时切口小,材料使用量大得多的小部件也可以进行精确切割。高精度激光切割的工作时间短,对材料的热影响小、变形小,材料质量保证较高。激光切割速度很快,噪音低、振动低,对环境的影响小[3]。
三、光纤激光切割优势
(一)技术优势
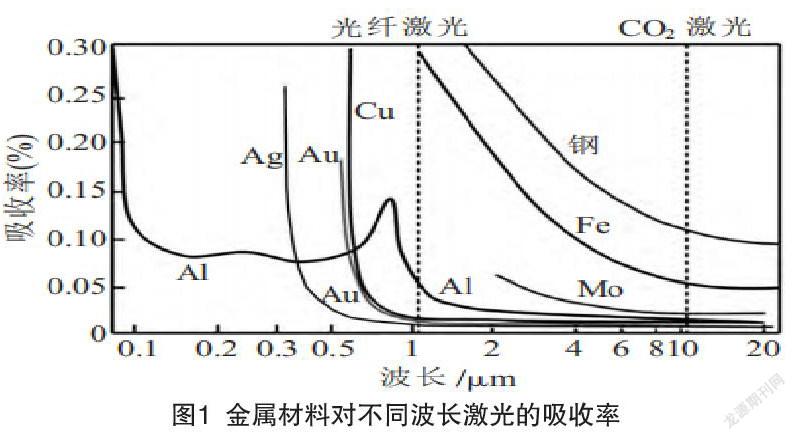
激光波长为1064纳米,是CO2激光器波长的十分之一。图1显示了金属材料被不同波长吸收的速率,可见短波光纤激光容易被金属吸收。例如,低碳钢激光的CO2吸收不到10%,但光纤的吸收为35%。因此,光纤反射材料(如铝和钛)可以切割。
光束参数积(BPP)与不同工业激光类型性能的功率表明,BPP值越低,光束质量越好。光纤的光束质量比其它激光好,其功率比CO2激光少5~10千瓦。BPP值较低的光学激光可实现亮度、焦斑、深度和焦距的远程工作,提高了材料加工的适用性和切削精度。此外,光纤可以传输高质量、高能效的光束,这也适用于CO2激光的厚金属切割[4]。
(二)效率优势
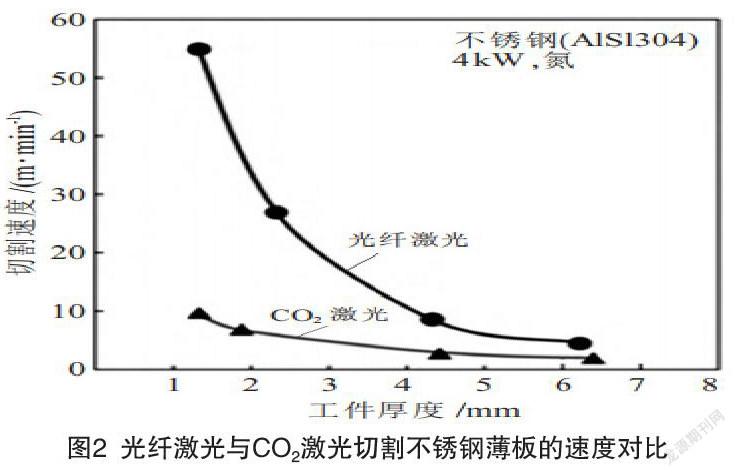
高光束质量和高能量密度提高了光纤激光的切割效率,并允许对较薄和中等厚度材料进行快速切割。图2比较了光纤激光器与CO2激光之间不锈钢材料的切割速度,可见光学激光接口的速度可达CO2激光切割速度的2至3倍。IPG 2 kW光纤激光切割0.5 mm碳素钢的速度高达40 m/min。切割厚度为6 mm的材料时,1.5 kw光纤激光的切割速度等于3 kw的CO2激光切割速度。光纤激光切割已在许多研究中得到验证[5]。
(三)设备的优点
传统的激光切割电路很难识别,因为它们取决于反射镜的传播、大小和尺寸以及机架和轨道的高要求。光纤激光通过光纤引导至激光头,无需调整激光路径,这简化了机械系统体系结构。光纤激光的主要优点之一是在处理各种激光时具有高度的灵活性,例如,切割可用来处理各种表面的管材,从而,多维激光切割技术可以广泛应用于车身制造中[6]。
(四)成本优势
1. 高效电光转换
CO2激光的光路完全取决于反射镜的传播,光路快速下降、能量损失大、光转换效率不到10%,从而大大降低了运行中的能耗,而光纤激光电光转换高效。
2. 结构简单
CO2激光系统运行结构复杂,维护成本高,反射镜和谐振腔的定期维护费用高,涡轮轴承更换费用高。光学激光采用光學传输机制,没有复杂反射镜,具有路径简单、结构稳定、外光路不维修、平均故障时间超过10万小时、几乎没有耗材等优点[7]。
四、光纤激光精密切割及其应用展望
切割面条纹是影响激光切割质量、外观和工件尺寸精度的最重要因素之一。重要的是消除切割面,特别是在条纹切割领域。经过几十年的不懈努力,科学家确定了条纹形成机制,优化了工艺参数。对光纤和CO2激光进行了基于最小表面粗糙度的激光切割试验,评价了获得最小表面无条纹的处理条件,并给出了相应的参数值。采用单模光纤激光切割1~2 mm厚的低碳钢,在一定技术条件下获得高质量无条纹裂纹,为实现无条纹切割面提供工艺窗口,建立无条纹切割速度阈值预测的理论模型。研究了在医疗领域使用精密切割光纤激光,如不锈钢血管支架,使用0.2 mm和0.3 mm光纤激光将不锈钢薄板微细切割。在不锈钢板上使用光纤激光切割精密齿轮其精度应达到0.02 mm。使用光纤激光切割厚度为1 mm的Ti6Al4V板,将端对端激光焊接到切割边,并找到由激光切割边组成的边对边激光焊接接头及其加工参数,大量的机械特性表明光纤激光切割边的质量可直接用于后续激光焊接[8]。
光纤激光切割具有高光束质量、高能量密度和高处理灵活性等特点,与传统的CO2激光切割相比,具有技术、效率、设备和资金方面的优势。它为工业切割提供了全面、经济高效的解决方案。研究人员深入研究了机理和工艺。高质量的光纤激光切割在精密制造领域提供了广泛的应用,特别是在医学、电子、机械、航空和空间领域的薄壁切割。
参考文献:
[1] 秦玉.CO2激光切割[M].第2版, 2019.
[2]马江.CO2与光纤激光:切割零件的成本.激光切割/75-co2与光纤激光切割成本对比[M]. 2019.
[3]万瑞.制造用激光切割指南[M].制造工程师学会, 2019.
[4]李泽.高功率掺镱光纤激光器基础与应用[J].国际现代工程学报物理B, 2019,28(12):493-499.
[5]张小伟. 光纤激光切割低碳钢板切口质量研究[D]. 华中科技大学, 2009.
[6]吴娜.《高功率高功率》高亮度工业光纤激光器技术[C]激光和电光应用大会, 2019:301-307.
[7]郝小小.切削应用高亮度激光器的研究[J].激光加工技术学报可塑性, 2019,33(1/2):63-70.
[8]李瑞.用纤维切割厚型钢激光[J].工业激光解决方案, 2019,25(5):25-27.
猜你喜欢
山东工业技术(2017年14期)2017-07-18
科技创新与应用(2017年17期)2017-06-16
科学与财富(2017年15期)2017-06-03
祖国(2017年3期)2017-03-16
科教导刊·电子版(2016年8期)2016-06-27
企业导报(2016年9期)2016-05-26
中小企业管理与科技·中旬刊(2016年2期)2016-03-18
现代经济信息(2016年1期)2016-01-25
