
基于 QC 方法提高大跨度焊接球网架拼装一次合格率
2021-10-16 09:56:12张庆厚
工程质量 2021年9期
张庆厚,杨 利
(山东泰山普惠建工有限公司,山东 泰安 271000)
0 引言
随着国家国民经济的腾飞发展,加快了建筑领域的发展步伐,钢结构网架结构跨度越来越大,保证施工质量成为工程建设关键的一环。山东第一医科大学大学生活动服务中心项目工期紧、任务重,每个环节都可能导致工期延误和质量达不到要求,屋面网架的安装质量更是保证建筑安全重要环节。本文以大跨度焊接球网架为例,主要运用 QC 方法[1]提高大跨度焊接球网架的拼装质量,为以后的类似工程提供经验。
1 工程概况
山东第一医科大学大学生活动服务中心项目位于泰安高新区凤天路以东、北天门大街以南,泰山医学院校区内,建筑面积为 15 351 m2,建筑场地东西长 240 m,南北长 140 m,建筑高度为 23.9 m。大学生活动服务中心是集办公、剧院、体育馆为一体的多重功能综合馆,剧场建筑面积 3 000 m2,体育馆建筑面积 2 900 m2,办公区建筑面积 6 500 m2,屋面为钢结构焊接球网架。
2 选题理由
公司要求大跨度焊接球网架拼装一次合格率 90 %以上,小组成员对 2017 年 1 月~2018 年 12 月 2 年间承接类似工程进行质量调查,发现拼装质量问题 33 点,占总质量问题 69 点中的 48 %(见图 1)。因此小组选定课题为:提高大跨度焊接球网架拼装一次合格率。
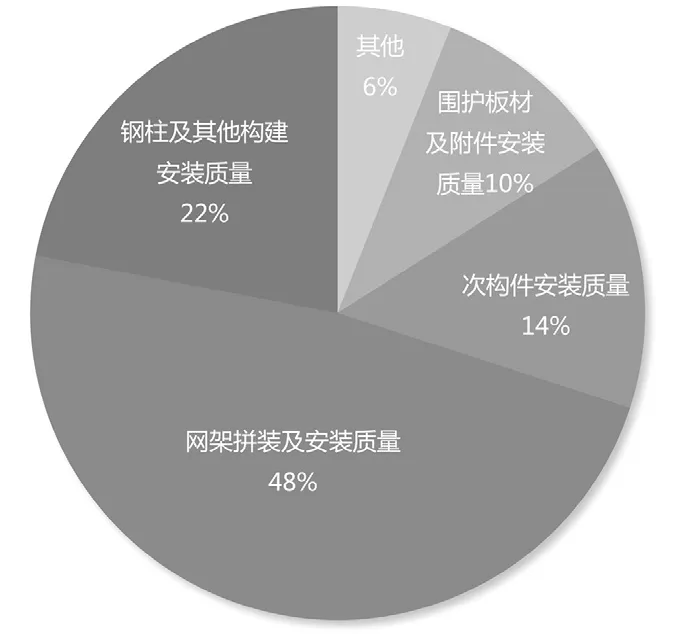
图1 钢结构检查质量问题统计图
3 现状调查
为了充分了解现场焊接球网架工程质量实际情况,本 QC 小组对剧场网架焊接施工质量进行了检查,对已拼装完成的 4 榀网架每榀检查 100 个节点,共实测检查 400 处,不合格点数 70 个,合格率仅为 330/400=82.5 %,根据现场检查情况,通过小组统计,如表 1、表 2、图 2 所示。

表1 现状调查检查表
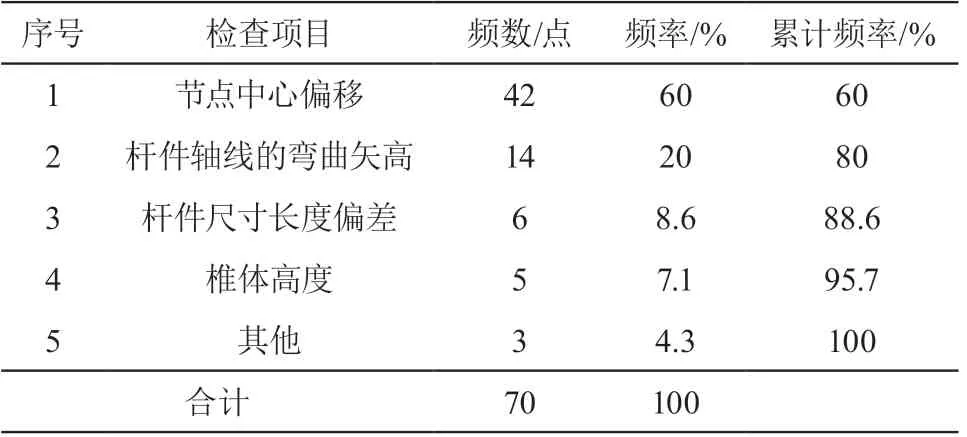
表2 焊接球网架拼装质量问题频数调查表
从表 1、表 2、图 2 可以比较直观地看出“节点中心偏移和杆件轴线的弯曲矢高偏差”是造成大跨度焊接球网架拼装一次合格率的主要因素。

图2 活动前焊接球网架质量问题排列图
4 设定目标
经过小组讨论,考虑到一些不可见因素,将大跨度焊接球网架拼装一次合格率达到 92 % 作为本次质量管理活动的目标,如图 3 所示。
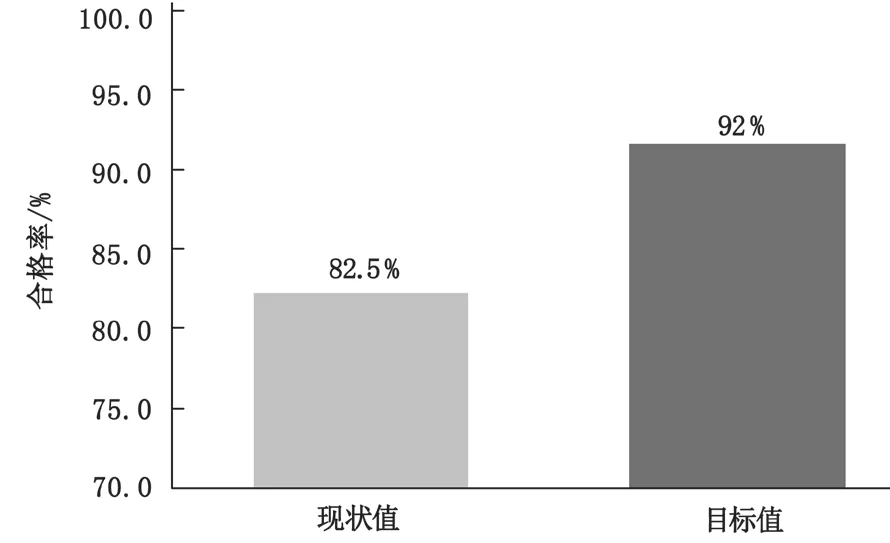
图3 目标设定柱状图
4.1 目标验算
如果将“节点中心偏移、杆件轴线的弯曲矢高偏差”两个关键问题全部解决。那么焊接球网架拼装一次合格率能够达到(400-14)/400=96.5 %,但由于受到施工技术及施工现场的限制,完全解决这两项问题是较困难的,如果解决 90 %,则预期合格率为:82.5 %+(1-82.5 %)×80 %×90 %=95.1 %。
4.2 设定目标依据
1)根据目标验算,将问题症结“节点中心偏移、杆件轴线的弯曲矢高偏差”解决 90 % 可以实现,则焊接球网架拼装一次合格率可提升至 95.1 %。
2)笔者单位曾多次获得“泰山杯”奖,拥有多位安装方面的专家,以及经验丰富的专业施工团队,公司对本工程在人力、财力、物力、技术上都给予大力支持。
经过以上分析,考虑到一些不可见因素,决定将大跨度焊接球网架拼装一次合格率提高到 92 % 作为本次质量管理活动的目标。
5 原因分析
为了找到原因,QC[2]小组召开专题会议,运用“头脑风暴法”,从人、机、料、法、环、测等方面对“节点中心偏移、杆件轴线的弯曲矢高偏差”的原因进行分析,并绘制关联图,如图 4 所示。
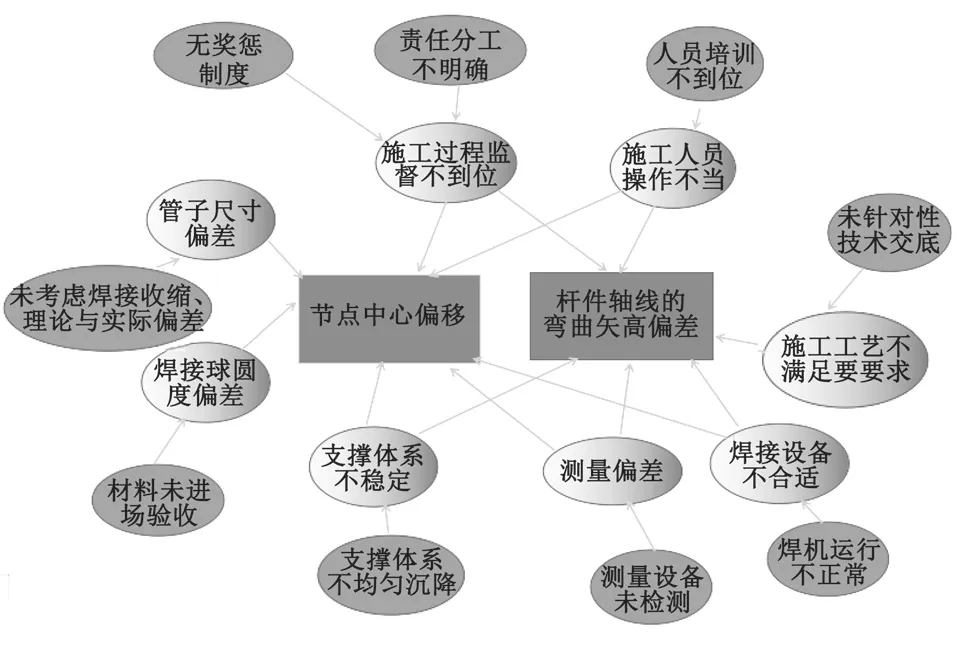
图4 节点中心偏移、杆件轴线的弯曲矢高偏差原因分析关联图
6 确定主要因素
小组成员针对关联图中末端因素进行了讨论研究,制定了要因确认计划表(见表 3)。
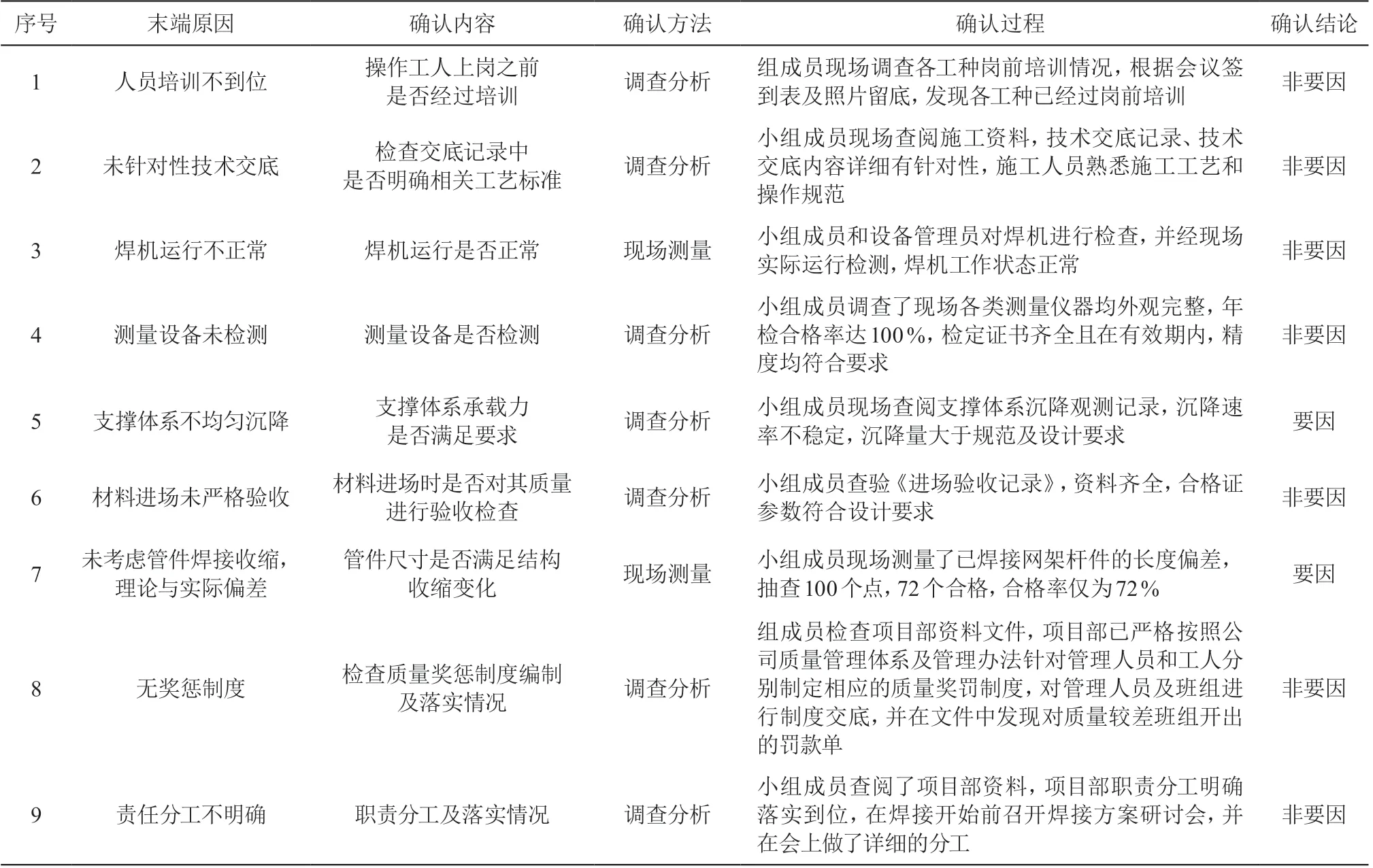
表3 要因确认计划表
7 制定对策
确定要因后,QC 小组成员再次采取头脑风暴法,针对两项要因,制定了相应的对策(见表 4),并为每条对策制定了对策目标,细化了措施,指定了负责人和完成时间,确定了对策实施地点。

表4 对策表
8 对策实施
8.1 对策实施一
考虑焊接收缩实际与理论偏差,确定杆件加工长度通过建立 BIM 模型优化设计(见图 5),技术人员对理论长度、实际加工长度及拼装后收缩量进行分析,最终确定管子实际加工长度比理论长度长 1 mm。
图5 BIM 模型图
对策实施后,小组人员对已焊接的体育场杆件尺寸进行测量,看其是否在允许偏差范围内,通过抽查 150 处,发现共合格 145 处,不合格 5 处,合格率 96.6 %。从表 5 可以看出,对策有效地解决了焊接收缩实际与理论偏差的问题,实施对策有效。

表5 质量检查表
8.2 对策实施二
对支撑体系基础改进,运用 BIM 模型,通过模型数据确定杆件的间距与步距以及搭设方案,保证架体的安全性、稳定性,同时支架下铺设厚钢板来保证支撑体系的不均匀沉降,如图 6 所示。

图6 BIM 模型图
对策实施后小组成员对沉降观测 6 个点进行了沉降观测,沉降值均在允许范围内,对策有效地解决了支撑体系不均匀沉降的问题,实施对策有效。
9 效果检查
1)小组成员对采取对策实施的体育馆区网架拼装质量共检查 400 个点,合格点 375 个,合格率达到 93.8 %,数据归类,统计结果如表 6、图 7 所示。
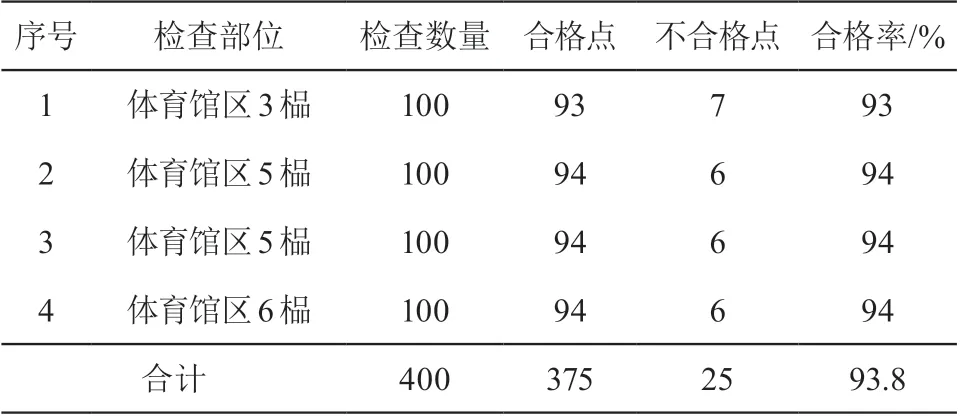
表6 焊接球网架拼装质量合格率统计表(活动后)

图7 小组活动前后合格率对比柱状图
2)与对策实施前的现状对比,改善程度,通过质量问题频数调查表 2、表 7 和排列图 2、图 8 可看出,“节点中心偏移、杆件轴线的弯曲矢高偏差”所发生的频率已大幅下降,影响大跨度焊接球网架拼装一次合格率的问题已经大幅度减少,各问题趋于平均,无突出问题项目,较对策实施前取得较大改善。

表7 活动后焊接球网架拼装质量问题频数调查表

图8 活动后焊接球网架质量问题排列图
3)此次 QC 小组活动,使大跨度焊接球网架拼装合格率提高了 11.3 %,节省成本数万元。
4)为了巩固在“提高焊接球网架拼装一次合格率”QC 活动中取得的成果,将活动中的有效对策进行整理、归档,汇总编制形成《大跨度焊接球网架拼装施工指导手册》,针对焊接球网架拼装提供技术指导,普及各项要点,加强施工过程中的质量控制和监督检查,提高焊接球网架拼装一次合格率,并在公司内部推广使用。
10 结语
QC 小组在此次活动中取得了令人满意的成绩,大跨度焊接球网架拼装一次合格率的提高,降低了返工率,提高了质量,保证了工期,受到了监理和业主的一致好评,该工程被评为“山东省优质结构工程”“山东省安全文明工地”荣誉称号。Q
猜你喜欢
科技创新与应用(2023年4期)2023-02-24 09:02:36
建材发展导向(2022年14期)2022-08-19 02:10:52
四川建筑(2021年1期)2021-03-31 01:01:46
西部交通科技(2021年9期)2021-01-11 18:28:15
建筑机械化(2020年7期)2020-08-15 06:41:32
上海建材(2018年4期)2018-11-13 01:08:54
中国经济信息(2017年10期)2017-06-05 13:08:57
科技创新与品牌(2016年8期)2016-09-29 22:25:52
工程建设与设计(2016年1期)2016-02-27 10:50:15
物理通报(2016年1期)2016-01-20 10:22:00
