
纸机技改项目仪表工程实践
2021-10-13 10:41:26黄光明谢显国
中国造纸 2021年6期
黄光明 谢显国
(中国轻工业长沙工程有限公司,湖南长沙,410114)
某造纸厂PM10 纸机2001 年投产至今,设备老化,纸机缺少靴压、施胶机等核心设备,且自动化控制程度不高,生产的产品质量已不能满足市场的需求。因此,本项目对PM10 纸机进行改造,新增了施胶机,需要对后干燥以后的设备进行移位改造;新增设备与旧设备结合时,存在旧纸机图纸缺失及大部分资料不全等问题,给技改项目造成较大的难度。在改造前期制定详细的施工规划、施工方案和进度计划,选择合适的设备服务人员对项目实施有较大的帮助;在调试期间联合有经验的工程服务人员和原工厂技术人员参与仪表调试,对项目按时竣工起到较大的作用。
1 纸机技改项目自控仪表存在的难点
(1)该纸机为使用了20 年的旧纸机,经过多次改造升级,原施工图纸和技术资料缺失,核心设备的说明书不全或遗失;由于年代久远,原厂商已不生产原仪表配件,需找替代品,因此给仪表安装调试带来一定的难度。
(2)纸机需整体平移,设备布局需调整。布局调整后,设备的测量和控制会改变,涉及到的程序和画面也会发生变化,因此既要保证旧程序的正确控制,又要对新的程序和画面进行组态。
(3)该纸机的质量控制系统(Quality Control System,QCS)、纸机本体控制系统(Machine Control System,MCS)等年代久远,原程序无法拷贝复原,需重新组态编程和调试逻辑联锁,给仪表调试带来一定的难度。
(4)该纸机技改项目各专业接口较多,改造时间短、工作量和难度大、任务重。
2 纸机技改项目自控仪表改造内容和技术方案
2.1 控制系统改造内容和技术方案
由于现代纸机集成化程度高,对仪表、控制阀等控制要求高,在浆浓、水分和定量控制上通常采用QCS进行精确控制,在蒸汽冷凝水系统和气罩通风能耗上需要协同控制,在纸机传动上采用速度、转矩和张力三环自动调整控制从而可以自由调整纸机的加速时间和运行速度;针对纸机全过程生产线的集成化采用集散控制系统(Distributed Control System,DCS)对纸机流送系统、干燥部和传动各工段进行数据采集、监控和控制;操作员站实现人机交换和操作监控,工程师站实现对程序的修改和组态编程。
本项目控制系统的难点是控制系统种类较多且复杂,既有新系统又有旧系统,兼容性较差,同时存在旧系统程序无法读取等难题,既要对旧程序进行升级又要对新程序逻辑画面进行组态。因此在工程前期需要对控制系统程序、逻辑、网络进行规划设计,本项目控制系统技改方案如下。
(1)在控制系统硬件方面:部分控制系统移位后离控制室的距离增加,超过网线最大传输距离,导致网络传输过程中信号衰减,需更改成光纤传输,确保通信信号不受干扰;扫描架和色度仪向后平移后,原屏蔽双绞线长度不够,导致无法与DCS 建立通信,需重新铺设通信电缆;部分控制系统机柜利旧,柜内接线端标牌不清,接线图缺失,需制作I/O 柜接线图和电缆表。
(2)在控制系统程序和画面方面:部分逻辑程序和画面发生改变,需要对原系统画面和程序进行组态或删除优化;DCS新增部分程序和逻辑画面需要进行编程组态和调试;对于部分无法读取的程序,需要重新安装系统后,再次下载程序或重新建立项目,加载备份程序。
(3)在控制系统逻辑连锁方面:压榨部所有DST刮刀在加载状态,输出压榨传动允许信号;刮刀加载、卸载为单按钮脉冲控制方式,即非自锁按钮,程序编写自锁控制;压下毛布装有2个报警跑偏检测开关,分别安装在毛布的操作侧和传动侧;烘干部和相关压区断纸信号与传动系统实现连锁控制;增加引纸割刀控制和引纸绳张紧器控制,采用顺序控制;液压站流量信号、压力信号与液压泵实现连锁控制。
2.2 现场仪表和控制阀改造内容和技术方案
2.2.1工艺系统的自控仪表
本次纸机技改项目中主要有通风系统、机下碎浆机系统、蒸汽冷凝水系统和胶料制备系统的仪表测点新增或移位,以及压光机和施胶机的油站和润滑油站的仪表测点新增或移位。各工艺系统年代久远且经过多次改造,部分工艺管道和设备的仪表测点与原设计图纸不一致,需提前核对不一致的地方并做好记录,以便采购相应的点位控制系统和现场仪表;部分仪表施工图纸和技术资料不全,在安装阶段无法按照原设计图纸施工,调试阶段无法查阅技术资料,均给技改项目带来一定的难度。因此在工程前期需做好规划设计,各工艺系统的自控仪表技改方案如下。(1)根据各工艺系统的情况,统计需要增加的现场仪表和控制阀的数量及控制系统的点位数量,及时采购现场仪表、控制阀和相应点位的控制系统。(2)旧纸机技改前期需要做好充分的规划,按照仪表工程量编制相应的安装方案,并制定相应的安装调试计划;旧纸机相对于新纸机技改难度增大,需组织能力较强的管理和技术人员参与纸机技改项目。
2.2.2成套设备的自控仪表
本项目成套设备主要有膜转移施胶机、压光机、靴压、流浆箱和包装输送线等,其中膜转移施胶机提供整个横幅均衡的施胶量,降低断纸发生率,同时提高产量和纸张强度;流浆箱是现代纸机的关键部位,其结构和性能对纸张的成形和质量具有决定性作用;靴压的作用是最大化移除纸张水分的同时保持纸机效率和产品质量的最大化;切纸机要求机器快速运转的同时,保证切纸的精度,从而提高单位时间内的切纸频率;传动控制方面目前更趋向于标准化、集成化、模块化及容易维护和替换方面发展,传动精度高、响应时间短,确保纸幅更加平稳的运行。本项目成套设备的仪表和控制系统技改方案如下。(1)通过招标方式邀请原设备供应商投标,以便充分利用原厂商的技术优势指导设备安装调试。本项目中,将扫描架和压光机指导安装和调试过程发包给相关设备供应商,以保证安装调试顺利进行。(2)对于成套设备中的现场仪表和控制系统,拆装前在各成套厂商技术人员指导下做好相关记录,回装过程中在服务人员指导下进行,对于控制系统程序逻辑调试由厂商派程序工程师进场调试,通过这些措施保证了成套设备安装调试顺利进行。
3 根据仪表改造内容和技术方案,做好施工准备工作
由于纸机改造项目各专业接口较多,施工工艺较复杂,在施工期间需要做好充分的准备工作,才能保证施工顺利进行,根据仪表改造内容和技术方案,在施工前需编制施工流程图、收集并绘制好各类技术资料和图纸、制定详细的拆除方案、进度计划和人力需求等各项工作。
3.1 编制施工工艺流程图
编制的施工工艺流程图如图1所示。

图1 施工工艺流程图Fig.1 Construction process flow chart
3.2 技术资料和现场仪表收集、拍照、保存和记录工作
为了纸机技改项目顺利进行,在项目初期需要对纸机的技术资料和施工图纸进行收集整理,将所有资料制成电子档以便施工期间调出;对复杂的现场仪表、分析仪器和控制阀进行拍照、分类保存,便于仪表设备和材料的管理。
在项目前期阶段,做好技术资料整理收集工作,整理收集的技术资料包含各系统接线图、原理图、逻辑功能图、工艺描述和各类仪表说明书;对于缺失不全的施工图纸需要项目前期耗费大量的时间进行绘制,以保证施工顺利进行,本项目在施工前后收集整理和绘制的图纸清单见表1。
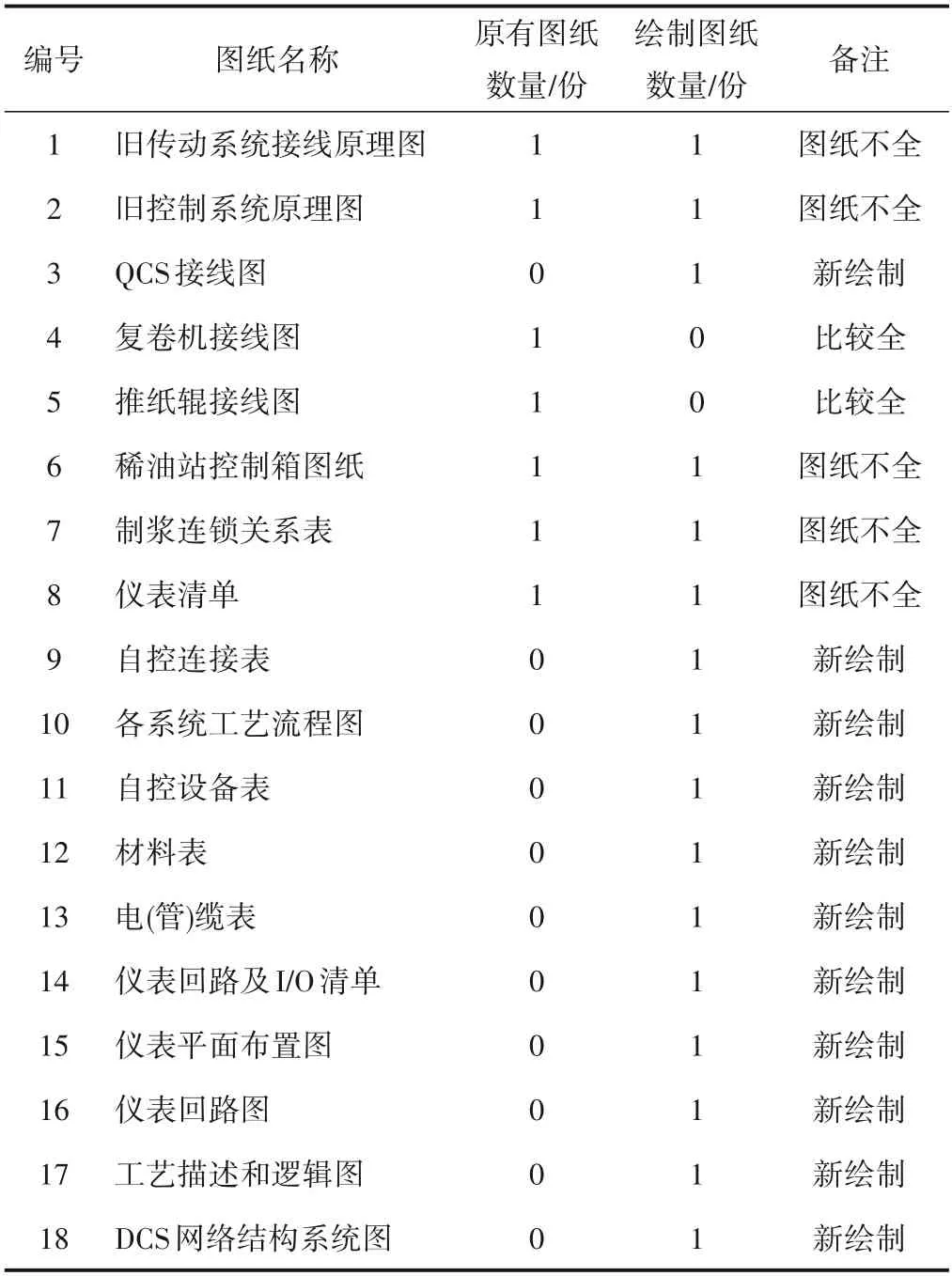
表1 改造前后收集和绘制的仪表图纸清单
现场仪表和控制阀拍照、比对和记录工作,具体方法如下:①将拆下的仪表、阀门、分析仪器及控制柜做好标记并编码;②对于体积较大的控制阀或分析仪器等仪表用油漆喷成红色,然后在喷漆处将仪表位号注明,以便回装时找出;体积较小的仪表采用集中放置在货架上并将仪表位号注明;③将所有标记好的仪表按一定的规律设计好编号制成电子档形成文档记录便于管理和查找;④在标记工作完成后,对所有标记的仪表、阀门、控制柜、接近开关等设备现场录像和拍照形成相应的影像资料和照片。
3.3 施工前期制定仪表拆除方案,确保施工期间顺利进行
(1)现场绘制电缆桥架、电缆保护管走向、标高并标注规格和长度。
(2)拆除时需切断电源,拆除盘柜上的重要部件单独打包保存。
(3)拆除时与图纸仔细对照确认是否相符,如不符作出标记,并做好记录,尤其需要注意电缆编号和接线位置。(4)拆除的仪表和控制阀需要进行包扎防护,特别是浓度计叶片等拆除后需要保管好以免损坏,变送器注意防雨和防潮,拆下的仪表进行分类存放保管。
3.4 纸机技改项目仪表进度计划和人力需求
通过项目前期的充分准备和施工期的密切配合下,在63天内完成了项目的竣工验收和投产试运行,较原计划提前了20天,仪表计划与实际工期如表2所示;同时,仪表施工人员较原计划也有相应的减少,在高峰期计划每天35 人,减少到每天23 人,仪表人力需求如表3所示。

表2 仪表计划与实际工期对比表
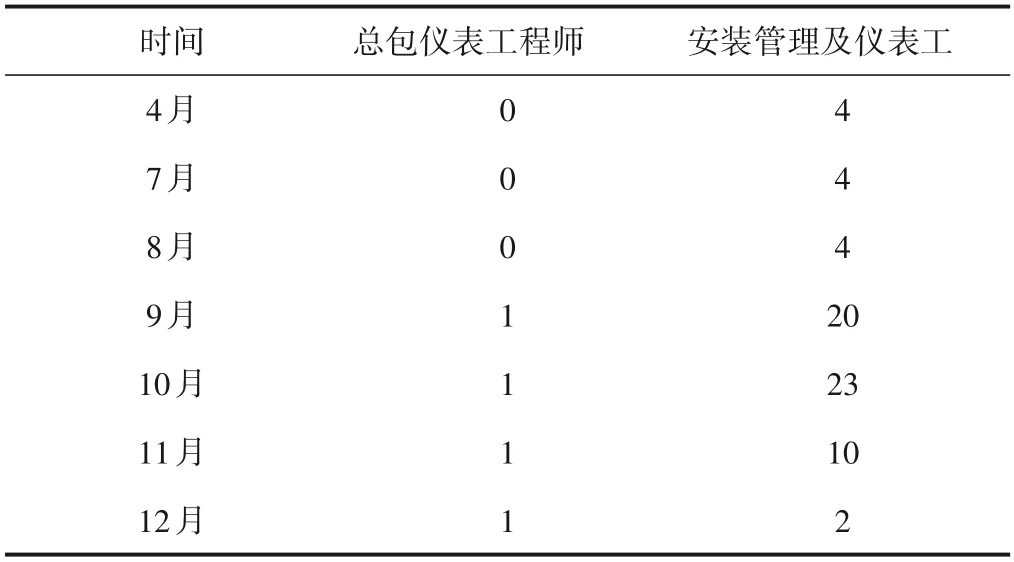
表3 仪表人力需求表 人
3.5 纸机技改项目效果总结
(1)投运后的纸机自动化程度更高,设备故障率更低;纸机蒸汽冷凝水系统使用了先进的热泵技术,在降低吨纸蒸汽消耗的同时,也使断纸发生后蒸汽冷凝水系统得到了可靠的控制,提高了纸机的效率,显著降低了汽耗、电耗和水耗,纸机的车速、产能较之前有较大的提高,产品质量较改造前有很大的提升,如表4所示。通过这次改造提升了压榨干度,提高了纸张物理强度和匀度,突破了产品的质量瓶颈。
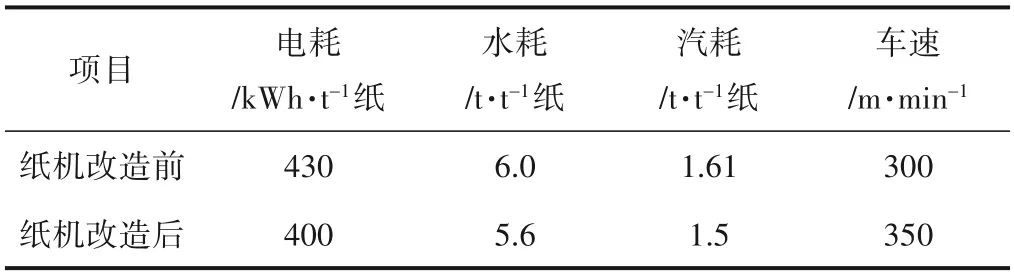
表4 纸机改造前后能耗和车速对比表
(2)在控制投资和节能减排方面,本项目也取得了显著的效果。本项目是设备利旧和技改工艺升级,通过前期多次勘测、设备保养和局部加工复原,尽可能利用旧设备,大大节省了投资。
4 纸机技改项目仪表实施经验总结
4.1 重视工程师的经验技术
与具有供应商提供完整的方案以及技术担保的新机项目不同,纸机技改项目需要工程技术人员结合企业的要求,对设备利旧、设备维护以及原供应商参与程度和提供的服务进行科学的判断。因此,在设备的拆卸、转运、维护和安装的过程中,工程师的技术改造经验、对设备和工艺的熟悉程度非常重要。参与项目管理的技术团队,要尽可能提前识别出施工方案的风险,提供应对措施,避免造成返工、延误甚至是事故。
4.2 总包单位与企业及设备供应商之间需良好配合
纸机技改项目大多需要通过升级改造以满足企业新的生产要求,其安装过程中新旧设备的搭配一定程度上加大了项目实施难度。旧设备年代久远,往往参考资料缺失,或原供应商服务费用较高,甚至退出市场,往往企业不能给设计和工程服务单位提供完整和系统性的技术资料。这就需要企业与各总包单位、设备供应商之间更多的理解和合作,凭借各自的工作经验和资源,寻求解决方案,弥补资料的不足。纸机项目技改极具挑战性,企业与总包单位、设备供应商之间良好配合才能保证项目顺利实施。
4.3 工程阶段重视备品备件采购和管理
在工程施工阶段详细统计和记录备品备件,尤其是利旧关键设备的备品备件。对于厂家已经退市或采购周期较长的产品,需制订特殊的备品计划;对于进口的备品备件,要对在国内是否可加工同样精度和质量要求的替代品进行准确判断。比如压光机属于利旧产品,在安装和调试过程中有1 台流量计损坏和1 台接近开关因年代久远老化损坏,通过及时采购国产替代品解决。
4.4 安装调试阶段需充分利用原生产线技术经验
原企业的技术人员对利旧设备及生产线的情况更为了解,因此在拆机、设备维护和调试阶段,应该邀请原企业的技术人员参与并提供意见。本项目在安装和调试阶段邀请相关技术人员参与开机调试,可以节省调试时间,使项目提前具备开机条件。
4.5 项目施工前重视技术资料收集和整理
在项目开始前需充分收集旧纸机各种技术资料,如收集控制系统接线图、控制逻辑图、工艺说明、仪表说明书和仪表回路图等,将所有收集的资料进行电子化管理,在后期工程施工过程中使用。
4.6 重视仪表调试规划,提前制定调试方案
在纸机技改项目安装接线完成后及时制定调试方案和回路调试表格,仪表回路调试前需逐条进行校线,在DCS 上电后进行仪表回路测试,阀门动作调试,然后进行画面组态调试,程序组态调试,逻辑连锁调试工作。务必对每个回路、每个程序及每个连锁均要逐一进行调试,才能保证联动调试不出问题,少出问题,以保证投料试车顺利进行。
5 结语
纸机技改项目相对于新纸机来说具有复杂性和不确定性,因此改造前期需要做好仪表规划设计、制定仪表施工方案和进度计划及选择合适的设备服务人员对项目的实施有较大帮助;另外在调试期间,联合有经验的工程服务人员和原工厂技术人员参与仪表调试,对项目按时竣工起到很大的作用;通过改造前期充分的准备工作,使原计划工期83 天减少到63 天,大大节省了工期和人力成本,为提前投产提供充分的条件。实践证明,改造后纸机自动化程度更高,故障率更低,产品质量和产量较改造前有很大的提升,通过这次改造提升了压榨干度,提高了纸张物理强度和匀度,突破了产品的质量瓶颈。
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
生活用纸(2022年12期)2022-12-11 09:10:58
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
电子制作(2018年12期)2018-08-01 00:47:44
制造技术与机床(2017年6期)2018-01-19 02:41:21
生活用纸(2017年3期)2017-03-24 07:55:00
电子制作(2017年19期)2017-02-02 07:08:38
当代化工研究(2016年6期)2016-03-20 16:21:46
单片机与嵌入式系统应用(2014年9期)2014-03-11 15:35:13
