
造纸厂空压机余热回收利用的设计与应用
2021-10-13 10:41黄萌洁
中国造纸 2021年6期
黄萌洁
(广州造纸集团有限公司,广东广州,511462)
压缩空气是工业领域中应用最广泛的动力源之一,由于其具有安全、无公害、调节性能好、输送方便等诸多优点,使其在造纸、钢铁、采矿、纺织等现代工业领域中应用越来越广泛。产生压缩空气的空压机是通过自身的机械运转结构将电能转化为机械能,机械能又转化为空气势能,提供气源动力[1-3]。在这一过程中,仅有15%的能量转化为生产工作需要的空气势能,剩余85%的能量转化为热量[4],大部分被压缩后的油气混合物带走[5]。这些油气混合物经过分离,分别在各自的冷却器(油冷却器和气冷却器)中被冷却介质(水或空气)带走,导致热量浪费。空压机运行油温一般可达80~100℃[6],空压机出口排气温度也在80~100℃,利用好这些余热,是企业节能减排的重要工作,可为企业创造良好经济效益的同时创造良好的环境效益[7]。
空压机余热回收系统原理是在不改变空压机原有工作状态的情况下,将润滑油路及热空气接至机组外部,采用余热回收装置对高温润滑油和热空气进行热量交换,将油中及空气中的热能传递给水,用于生产热水,实现热能的利用[8-9],如图1 所示。简单地说,加入余热回收系统后,空压机从单纯的生产压缩空气变成既可以生产压缩空气又可以生产热水。
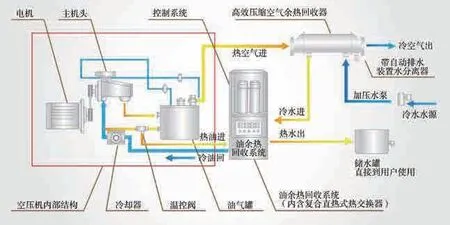
图1 空压机余热回收系统原理示意图Fig.1 Schematic diagram of air compressor waste heat recovery system
1 项目背景
本项目中的造纸厂位于珠江出海口附近,配置了7 台压缩空气排气量40 m3的250 kW 双螺杆式风冷压缩机。但每年有1/2 时间均是夏季的广州,选择风冷空压机对环境温度及空气流向的情况考虑不足,使得该车间在夏季时空压机排气温度常年超过100℃,很多时候甚至接近110℃,容易引起设备跳停。尝试了很多方法,但不论增加多少强排风装置作用均很小。另一方面,该车间生产工艺用水温度约为55℃,因此一年四季补充进入系统的常温清水均需要用蒸汽加热至接近该温度。一边是空压机的超高温,一边是温水系统不断对常温清水加热,这就使得空压机余热回收在该车间有实施的条件和必要。
2 余热回收系统的设计
2.1 回收热量及加热水量计算
按照该造纸生产线设备配置的需要,7 台空压机中的6台空压机联网使用,即通过压力设定自动启动停止;第7台空压机由生产工手动控制。在正常生产时,至少有3台空压机长时间加载运行;若纸幅断纸需重新引纸时,或其他大用气设备启动时,联网的6台空压机中其余的3台空压机检测到压力低于设定值自动启动;第7 台空压机作为备用机,在联网的6 台空压机有故障或者空气压力报警时手动启动。按照此使用情况,需要给联网的6台空压机均配置余热回收装置,并与空压机设置启动联锁,回收的热量按照3台24 h加载运行的空压机进行计算。
改造6台250 kW 空压机,至少每天3台24 h加载运行,加载率95%,余热回收效率70%[10];温水系统出水温度55℃。
1 台空压机1 h 所提供热能:Q1=250 kW× 1 台×95% × 70% × 1 h=166.25 kWh;1 台空压机1 h 可利用热量Q'=166.25 kWh × 3.6 MJ=598.5 MJ(功率与热量转换1 kWh≈3600 kJ);3 台空压机1 h 可利用总热量Q=598.5 MJ×3台=1795.5 MJ,具体如表1所示。
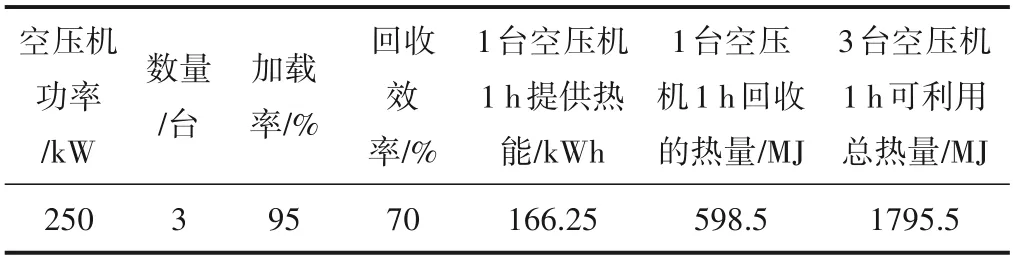
表1 3台空压机1 h可回收热量计算Table 1 Calculation of 1 h recoverable heat of 3 air compressors
以进水温度为20℃,出水温度为55℃,温差35℃,水比热容4.2 kJ/(kg·℃)计算,理论上3 台空压机每天利用热量可产热水量为O2=1795.5 MJ÷35℃÷4.2 kJ/(kg·℃)×24 h/d=293.143 t/d,如表2所示。

表2 3台空压机每天可加热水量计算Table 2 Calculation of daily heating water volume of 3 air compressors
2.2 余热回收系统流程设计
结合该造纸生产线的空压机实际配置使用情况,从水质、投资、补水量等方面考虑,具体余热回收系统流程为:6 台联网的空压机各配置1 套余热回收装置,用于回收空压机热油及热空气中的热,然后通过一次热交换将水加热,这些热水作为内循环水由循环水泵送至生产工艺温水系统,与温水系统的常温清水进行二次热交换,将内循环中的热水热能交换给清水,使得清水升温,内循环中的热水降温再送回至余热回收装置作为冷水使用。内循环水系统配置一用一备2 台热介质循环水泵及1 个用于补水和稳定内循环水系统水量、压力的水箱,余热回收装置与空压机联锁,空压机启动余热回收装置启动,整个系统配置一套闭式循环智能控制系统,便于控制。图2为余热回收系统流程图。

图2 余热回收系统流程图Fig.2 Flow chart of waste heat recovery system
此流程设计了2 个水系统,1 个为与温水系统相连的水系统,从温水系统的清水管接入,热交换加热后送入温水系统的热水池;1 个为内循环水系统,只在一次、二次热交换器中不断循环。该设计的优点是:所有的热交换主要均由内循环水系统来完成,内循环是一个闭式循环,水耗小、补水量少,补水由自来水经软化水设备(超滤过滤器)软化处理后送入水箱;内循环的水质好,那么6套余热回收装置中的一次热交换器、管道材料、循环泵均不需选用特殊的耐腐蚀材料;而用于二次热交换两侧水质不同,一侧是内循环水(软水),一侧是清水(普通水源水),需选用耐腐蚀的钛板板式热交换器。整个流程中只有一处设备配置需选用耐腐蚀材料,节约了项目的整体投入。缺点是:进行了2次热交换,热利用率会有所降低,热损耗会加大。
2.3 余热回收系统主要设备配置设计
2.3.1余热回收装置
每台空压机各配置1套余热回收装置安装于空压机油路上回收热油热量,1 套余热回收装置安装于空压机排气口回收热空气热量,余热回收装置是主要的热回收装置。一般内部热交换器为钎焊式板式热交换器或者管式热交换器,各有优缺点。板式热交换器交换效率高、空间小,但板片间距离窄、容易结垢。钎焊式的板式热交换器无法拆开清洗,如热交换器堵塞效率降低,最终只能整台更换。管式热交换器管径大,不容易结垢,如果结垢也可拆开清洗,但交换效率偏低,占地较大。该项目选择配置了列管式热交换器的余热回收装置,表3、表4分别为油、气部分余热回收装置技术参数表。从表3、表4中可以看到,换热能力、产水量已经满足需求,设备尺寸不大,从投用后的维护方面考虑选择了此种余热回收装置。
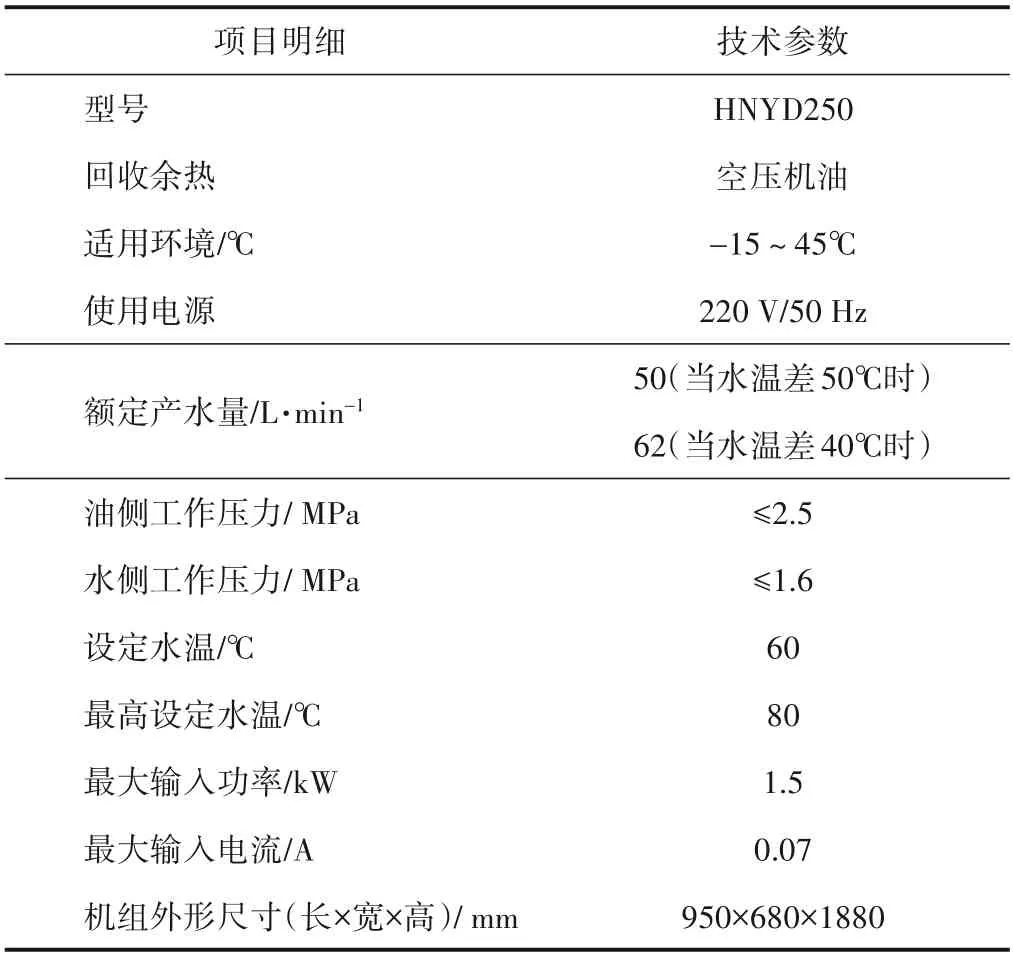
表3 余热回收装置(油部分)技术参数表Table 3 Technical parameters of waste heat recovery unit(oil part)

表4 余热回收装置(气部分)技术参数表Table 4 Technical parameters of waste heat recovery unit(air part)
2.3.2板式热交换器
按照流程配置1 台板式热交换器用于内循环水系统与温水系统的热交换,为水-水热交换。介质均是水,但水质不同,热侧为软水水质,冷侧为清水(经过滤的河水)水质,清水可能偶有氯离子含量高时,因此,材质选择钛板。由于6 台空压机可能同时启动,那么回收的热量最大值将达到3591 MJ,是1795.5 MJ 的2 倍,热交换器需按照最大回收热量及附加系数选择。选择的板式热交换器技术参数如表5所示。

表5 板式热交换器参数Table 5 Technical parameters of waste heat recovery unit
2.3.3循环动力设备
系统中高温润滑油循环利用原设备内高压分的压力作为动力源,外循环水系统利用原温水系统水压,内循环水系统配置一用一备2 台7.5 kW 内循环热水泵。内循环热水泵技术参数如表6所示。

表6 内循环热水泵技术参数Table 6 Technical parameters of internal circulation hot water pump
2.3.4管路系统
系统中内外循环水输送采用不锈钢管道,外套PVC 保护管,中间填充聚氨酯发泡保温材料。外套PVC保护管解决了传统的管道外加保温棉容易老化的缺点,可在最低程度上减少介质在输送过程中的热量损失。
2.3.5膨胀水箱
为了补水及稳定内循环水系统水量、压力,设计1 t 水箱,材料为内304 外201 不锈钢,保温层用聚氨酯发泡保温材料。
2.3.6控制系统
余热回收系统配备控制界面,在线显示板式热交换器冷、热侧进、出口水温,显示6台余热回收装置实时运行状态,并控制水泵顺序启动,水泵缺水时停泵报警,系统能自动定期试运行水泵,防止水泵长时间停止造成粘住,防止电机超电流、超温、异常高压等。
3 实施效果及经济性分析
3.1 实施效果
完成改造后,冬季空压机加载运行时排气温度从原来超过100℃降低至88~90℃,夏季空压机加载运行时排气温度从原来超过105℃降低至92℃,空压机故障跳停明显减少;板式热交换器冷水侧出口温度超过50℃,如图3 所示,基本符合造纸工艺用温水温度。
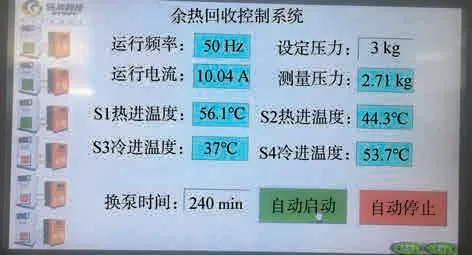
图3 余热回收控制系统运行参数Fig.3 Schematic diagram of air compressor waste heat recovery system
从图3 可以看出,内循环管道压力为0.27 MPa,循环热水泵正常运行,循环水泵基本达到额定流量50 m3/h,可以认为热侧水量为50 m3/h,S1热侧进出口温差为:S1-S2=56.1℃-44.3℃=11.8℃,按照系统实际热回收效率70%计算,回收热量:Q=4.2×103kJ/(kg·℃) ×50 m3/h×11.8℃×70%=1734.6 MJ/h。
板式热交换器吸热与散热量基本相等,S3冷侧进出口温差为:S4-S3=53.7℃-37.0℃=16.7℃,每台空压机可产工艺温水量=1734.6 MJ/h÷16.7℃÷4.2×103kJ/(t·℃)=24.73 t/h,3 台空压机实际可生产工艺温水量=24.73 t/h×24 h/d=593.52 t/d。
实际每天产工艺温水比理论计算多,达到设计能力。
3.2 经济性分析
目前正常生产空压机开机数3台,实际回收热量为1734.6 MJ/h,转换为功率值为:P1=1734.6 MJ/h÷3.6 MJ/kWh=481.83 kW;正常运行时有1 台内循环水泵7.5 kW,3 台1.5 kW 热回收装置完成热回收工作,每小时回收的热量功率与余热回收系统设备运行电功率差为:481.83 kW-7.5 kW-3×1.5 kW=469.83 kW;每小时节约电能耗:469.83 kW×1 h=469.83 kWh;每天24 h 生产,按照电价0.6 元/kWh,每日节约电费:469.83 kWh×24 h/d×0.6 元/kWh=6765.55 元/d;扣 除纸机生产停机检修时间,每月生产28 天,每月节约电费:6765.55 元/d×28 d ÷ 10000=18.94 万元,如表7所示。
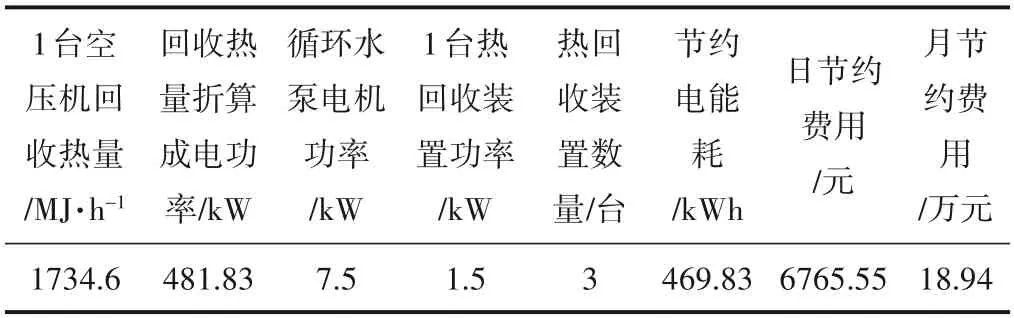
表7 每月节约电费计算Table 7 Monthly electricity saving calculation
本项目总投资费用为93 万元(包含设备费、安装费、税费等),每月可节约电费18.94万元。项目投资静态回收期为0.41年。
4 结语
通过对造纸厂螺杆式空压机余热回收项目实际案例分析可见,工业余热回收不仅降低了空压机运行时的温度,而且节约了加热常温水所需的热能,为企业带来了经济效益。空压机余热回收无疑在造纸厂中有很好的应用前景,值得广泛推广。
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
装备制造技术(2020年12期)2020-05-22
石油化工设备(2019年4期)2019-08-07
石油化工建设(2018年4期)2018-11-30
西南交通大学学报(2018年5期)2018-11-08
江西建材(2018年4期)2018-04-10
文理导航·科普童话(2017年4期)2018-02-10
中国船检(2017年3期)2017-05-18
中国化肥信息(2017年12期)2017-02-10
中学生(2016年13期)2016-12-01
