压塑工艺及模具设计
——下篇 塑料压制成型第十一讲 压注塑件质量及缺陷分析
2021-10-11 01:48洪慎章
橡塑技术与装备 2021年18期
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
(接上期)
11 压注塑件质量及缺陷分析
11.1 压注塑件质量
压注塑件质量分为内部质量和外部质量两方面的内容。内部质量也称为性质质量,它包括制件内部的组织吉构形态(如结晶及取向等)、制件的密度、制件的物理力学性能和熔接痕强度,以及与塑料收缩特性有关的制件尺寸和形状精度等;外部质量就是塑件的表面质量,它包括表面粗糙度和表面缺陷状况等。最常见的表面缺陷有气泡、皱纹、流痕、光泽度差、变色、裂纹、碎裂、气眼、流纹、暗纹、及溢料飞边等。
实际上,无论是压注成型制件的内部质量或是外部质量,均与压注成型时的温度、压力和时间三大工艺因素以及模具条件密切相关,因此,内外部质量之间并不是互相独立无关的问题,而是存在着一定的相互关系。仔细分析和研究制件内部质量与外部质量之间的关系,不仅对于确保成型质量,而且对于合理地制订压注成型工艺以及恰当地设计模具等工作,均具有重要意义。
如何在压注成型生产中提高或改善塑件的成型质量,是一个非常重要而且也十分复杂的问题。若要解决这一问题,几乎要涉及到压注成型技术所有的理论和实践知识。为了提高对此问题的认识,对热固性塑料的压注成型缺陷的起因以及预防措施介绍如下。
11.1.1 压注塑件质量与应力关系
11.1.1.1 应力的产生
压注成型时的应力是指塑料熔体内部单位面积上作用的内力,按其性质可分为主动应力和诱发应力两种类型。其中,诱发应力很容易保留在压注成型以后的塑料制件内部,从而转变成为制件中的残余应力。
主动应力是与外力(如压注压力、保压力等)相平衡的内力,故也称为成型应力。成型应力的大小,取决于塑料品种的大分子结构、链段的刚硬性、熔体的流变学性质,以及制件形状的复杂程度和壁厚大小等许多因素。除非工艺上有特殊要求,一般情况下都不希望成型应力数值过大,否则,便很容易使制件发生应力开裂和熔体破裂等成型缺陷。诱发应力的形成原因很多,例如,塑料熔体因变形滞后效应在制件中产生的时效内力;塑料熔体或塑料制件内部因温差或收缩不均匀引起的内力;塑料熔体在流动过程中因为端末效应引起的弹性内力;塑料制件因结晶体积收缩或结晶不均匀而引起的内力;塑料熔体因为流动取向引起的内力;以及制件脱模时因为模腔压力和外界压力的差值所引起的内力等。很明显,诱发应力一般都无法与外力平衡,并且也很容易保留到冷却后的制件内部成为残余应力,从而对塑件质量产生不可估计的影响。
11.1.1.2 防止应力影响塑件质量的措施
压注成型后,只要在制件中留有残余应力,都有可能使制件发生变形、翘曲、弯曲、扭曲及开裂等缺陷,导致制件无法满足预定的技术质量要求。为了尽量减小或避免制件中出现残余应力,可以采取下面措施。
(1)提高压注成型时的熔体温度,在压注成型过程中,如果能够提高塑料熔体的温度,便有可能减小压注压力,并使熔体中的分子热运动加剧。于是,变形就有能在较短的时间内与应力作用结果达到平稳(即获得松弛),从而也就能够减小或避免制件中出现时效残余应力。
(2)采用较高的模具温度 只要塑料材料的耐热性能允许,最好采用较高的模具温度。这样一来,便可在制件的冷却定型过程中减小制件中心部位和外部表层的温度差,于是就有可能解决制件内部因温差而引起的收缩不均问题,或因为过冷度太大而引起的结晶不均问题,从而减小或避免由收缩不均或结晶不均而在制件内部诱发的残余应力。
(3)尽量减小取向应力 压注成型制件中的取向结构,实际上是一种不稳定的大分子构型,只要一有可能,它们便要恢复原来的蜷曲状态。因此,只要有取向结构生成,便会有取向应力,当这种应力保留到制件中以后,也就转变成为残余应力。因此,除了特殊需要之外,为了保证制件的尺寸和形状精度,都应当尽量避免压注成型过程中出现较大的取向应力。为此,可采取以下措施。
a.提高塑料熔体和模具温度,增大熔体在压注充模阶段和冷却定型过程中解除取向能力。
b.降低压注压力和保压力并缩短保压时间,以便从应力和应力作用时间方面减小生成取向结构的可能性。
c.尽量不用直接浇口,以防止浇口附近出现过大的取向应力。这是因为模具在采用直接浇口的情况下,由于浇口比较长,塑料熔体在浇口内的流速以及所受到的切应力均比模腔中为大,故取向结构在浇口附近最多,取向程度也最高,由此便产生较大的取向应力。当其转变成残余应力后,制件便会在浇口附近产生很大的变形,这种变形将会导致整个制件的尺寸和形状发生变化。
(4)尽量不在制件中使用金属嵌件,这是因为塑料和金属的收缩率不等,而在嵌件周围的塑料中诱发产生残余应力,并因此导致制件在其使用过程中,在嵌件附近发生开裂。
(5)塑料制件壁厚应尽量设计得比较均匀,塑料制件会因壁厚收缩不等,而在壁厚过渡部位诱发产生残余应力,并由此导致制件在其贮存或使用过程中发生变形。
(6)尽量缩小制件脱模时的模腔压力和外界压力之间的差值,因为此差值在制件中诱发产生脱模残余应力,并导致制件脱模后发生变形。
11.1.2 成型收缩率及其控制方法
11.1.2.1 成型收缩的起因
压注成型时,主要有如下五种形式收缩。
(1)热收缩。高温塑料熔体在压注模内冷却定型为塑料制件时,塑料材料必须遵循的热胀冷缩之物理规律是引起制件收缩的主要原因之一,通常称为热收缩。热收缩量与塑料熔体和模具之间的温差成正比。
(2)结晶收缩。如果压注结晶型塑料制件,则在其成型时的冷却过程中,塑料内部一般都会发生结晶。结晶将使塑料大分子的构型由无规线团状态转变为规整的紧密排列,于是制件体积将会由此而收缩,制件的线尺寸也会因体积收缩而减小。因此,结晶变化也是引起制件成型收缩的原因之一。结晶体积收缩与制件中的结晶度有关,结晶度越高,结晶体积收缩量越大。对于结晶型塑料制件来说,结晶体积的收缩值一般都比热收缩的体积收缩值大。
(3)取向收缩。由压注成型工艺可知,从加料室中压注出的塑料熔体经过模具浇道及浇口时,其流速和切应力均比它们进入模腔以后的数值大得多。因此,熔体在浇注系统中流动时将会产生非常显著的取向结构。当熔体流入模腔之后,不仅其流速和所受的切应力大幅度减小,而且也不可能一瞬间完成冷却固化。因此,熔体在浇注系统中已经形成的取向结构将会在一定程度上被熔体中剩余的热量解取向,从而导致某些已经伸直且有序排列的大分子链结构将会恢复到原来蜷曲状的无规线团状态。于是塑料将会因此而收缩,与收缩方向一致的制件尺寸也将随着收缩而减小。这种收缩一般称为取向收缩。很显然,它也是成型收缩的起因之一。取向收缩量与取向方位和取向程度有关。通常,取向收缩沿着取向方位表现显著,而在与取向垂直的方位上收缩值较小。此外,取向收缩的数值,一般均和取向程度成正比。
(4)负收缩。塑件负收缩实际上是一种弹性效应,它是指具有一定温度的制件从压注模中脱出后,因为模腔压力突然消失而产生的弹性体积膨胀现象。压注成型制件的弹性体积膨胀现象,起因于塑料本身固有的体积可压缩性。它虽然和收缩的基本概念刚好相反,但在考虑制件总的成型收缩时又不能将其忽略,故从方便起见,特将它视为一种负收缩进行处理。负收缩的大小与塑料品种、成型温度以及成型时的各种压力因素(如压注成型压力、保压力和模腔压力等)有关。
(5)后收缩。后收缩是由塑件脱模后的时效变形所引起的收缩现象,对其可采用退火方法进行消除或减小。
11.1.2.2 影响成型收缩率的主要因素
压注成型时,影响成型收缩率的主要因素如下。
(1)压力。压注成型时的压注压力、保压力和模腔压力等因素均对成型收缩率具有明显的影响。一般来讲,这些压力的数值越大,制件可能产生的负收缩也就越大,负收缩与其他收缩抵消。将有利于降低制件最终表现出的总成型收缩率。
(2)温度。压注时,温度包括物料温度和模具温度两种。
当料温升高以后,熔体粘度将会减小。若此时的压注压力和保压力保持不变,则浇口冻结速度将会减慢,于是延长保压时间,补缩作用增大,密度也随着提高,所以成型收缩率降低。由上述内容分析可知,料温对成型收缩率的影响是收缩、结晶收缩、取向收缩和保压补偿作用的综合结果,如果前面三种收缩的影响比较大,制件最终表现出的成型收缩率将随着熔体温升而增大;反之,保压补缩作用较大时,成型收缩率会随着熔体温升而减小。
模具温度是控制制件冷却定型的主要因素,它对成型收缩率的影响主要表现在浇口冻结以后至制件脱模之前这段过程。而在浇口冻结之前,模温升高虽有增大热收缩的趋势,但也正是较高的模温将使浇口冻结时间延缓,导致压注压力和保压力的影响增强,补缩作用和负收缩量均会增大。因此,总成型收缩率是两种反向收缩效应的结果,其数值并不一定随着模温升高而增大。如果浇口发生冻结,压注压力和保压力的影响将会消失,随着模温升高,冷却定型时间亦将延长,故脱模后的制件成型收缩率一般都会增大。
(3)充模速度。充模速度是由压注速度确定的,另外也受模具结构影响(如浇口截面高度与模腔深度的比值)。充模速度对成型收缩率的影响比较复杂。如果从分子结构方面看,提高充模速度会使结晶和取向作用加强,结晶收缩和取向收缩都会增大,成型收缩率具有增大趋势;但是,充模速度增大以后,有助于克服熔体进入模腔时的困难,如果压注时间不变,则模腔内的进料量必然会有所增加,这意味着补缩时间相对延长,于是成型收缩率将会下将。根据以上情况可以认为,充模速度对于成型收缩率的影响要视具体的工艺和模具结构而定。一般情况下,都应避免充模速度引起成型收缩率的增大。
(4)浇口。浇口的结构形式、尺寸和设置等,均对成型收缩率有影响,这是因为它们都对塑料熔体的充模流动具有强烈影响所致,其中影响最大的是浇口截面积。当压注工艺条件一定时,浇口的截面积越大,浇口冻结所需的时间越长,压注压力和保压力的补缩作用将会因此加强,制件的体积收缩和成型收缩将随之而减小。浇口截面积的变化通过浇口截面高度体现,因此可以认为,浇口截面高度对于成型收缩率也有一定的影响。
(5)塑件壁厚。塑件的壁厚对于成型收缩率也有一定的影响,但是影响性质和影响程度因塑料品种不同而有差异。在结晶型塑料中,成型收缩率均随制件厚度增大而提高。这是因为壁厚增大以后,内部冷却缓慢,有利于大分子结晶所致。在非结晶型塑料中,情况比较复杂,其中,醋酸纤维素等塑料的成型收缩率随壁厚增加而增大;聚酯等塑料的成型收缩率几乎不受壁厚影响。
除了上述因素之外,成型收缩率还受成型物料的状态、压注设备的技术状况以及制件的形状复杂程度等许多其他因素影响。这些因素的影响程度,有时甚至能超过压力和温度等工艺因素。因此,如何减小制件的成型收缩率,实际上是如何消除废品率及提高塑件精度或涉及到精密压注成型技术的问题。这一问题只能通过科学实验与生产实践相结合才能解决。
11.1.2.3 成型收缩率的控制方法
为了比较准确地控制压注成型塑件的成型收缩率,可从图290所示的几方面进行控制。

图290 控制压注成型塑件收缩率柜图
11.1.3.1 熔接痕的形成及其强度
只要模具采用多浇口结构,或者制件上带有孔、嵌件,塑料熔体就必然会在模腔内分流并形成两个以上的流动方向。当不同方向的熔体最终汇合时,在汇合处形成的接缝痕迹称为熔接痕,或称为熔接缝。很显然,熔接痕的外观好坏和内部强度均取决于熔体料流前端(即前锋料头)的物理状态和流动性。一般来讲,料流前端的温度较高、流动性较好时,熔接痕外观不太明显,甚至看不出来,内部强度也比较大;但在温度较低和流动性不好时,情况就完全相反。然而,无论怎么说,塑件在熔接处的力学性能一般都要比其他部位低,其原因如下:
(1)不同流向的熔体在模内经过一段流程后,其料流前端的温度必然都会有所下降。因此,当它们汇合时的料流界面的熔合情况决不会比初始高温下的熔合情况好,故熔接痕处的力学性能较差。
(2)因为不同方向料流汇合处的熔体温度较低,因此,使塑件熔接痕处的拉伸强度等力学性能变差。
(3)不同方向的料流前端,或多或少地裹挟有一定的空气和杂质,它们的存在将会使熔体之间的熔合接触面积减小,从而导致熔接痕处力学性能较差。
11.1.3.2 影响熔接痕强度的因素
(1)压注成型工艺
a.熔体温度与模具温度。通过对带有熔接痕的试样进行拉伸试验表明,除了用低切变速率成型的试样,熔接痕屈服点随模具温度升高而降低之外,其他试样的熔接痕屈服点随模具温度上升而提高。可以认为产生这种现象的原因是:熔体温度或模具温度上升以后,模腔由各方面料流前端的温度也会相应升高,于是,料流汇合时熔接痛处的应力松弛和解取向作用将被加强,故冷却后的熔接痕屈服点提高。
b.压注压力。试验表明,提高压注压力,有助于克服浇注系统对熔体的流动阻力,故能有效地将压力传递到料流前端,于是料流汇合处能在较高压力下熔合,所以熔接痕处密度增大,强度提高。
关于压注压力对熔接痕强度的影响,还可以从浇口位置与熔接痕强度关系的试验得到证实,熔接痕距浇口越近,意味着压注压力的作用越强,故熔接痕强度也就越大。
c.充模速度。提高塑料熔体的充模速度,可以缩短不同方向之料流汇合前的流动时间,使得料流前端的热耗散减小。另外,由于弃模速度提高以后,熔体内部的剪切摩擦热增大,因此,料流汇合处的温度将明显升高,熔接痕强度也就相应随着增大。
d.退火处理。一般来讲,若把带有熔接痕的塑料制件进行退火处理,那么,在熔接痕形成过程中残余下的应力将会得以消除,从而可以改善熔接痕处的力学性能,熔接痕强度也会随之增大。但是,塑料制件是否需要进行退火处理,应根据塑料品种的性质及其生产的经济性决定。退火处理将增加辅助生产工序及能耗,致使增加产品成本。
(2)塑件厚度。通常,增大制件厚度之后,熔接痕强度都有增大的趋势。这可解释为:随着制件厚度增大,料流汇合处的接触面积也随之增大,这样熔接痕在模内不仅可以较好地接受从外部传递过来的压注压力和保压力,而且大分子间的缠结几率也会增大,所以分子链的接合力增大,熔接痕的强度提高。
(3)浇口位置。为了提高塑料制件上的熔接痕强度,浇口位置一般都不应使塑料熔体在模腔内的流程过大,且有利于流动及排气。
11.1.3.3 避免熔接痕影响制件表面质量的措施
熔接痕除因强度问题影响制件内部质量外,对于制件的表面质量也有影响,主要预防措施如下所述。
(1)移动浇口位置或改变浇口尺寸。熔接痕产生的部位与制件形状和浇口位置等因素有关。当熔接痕影响制件表面美观而制件形状又不能改变时,可以考虑移动浇口位置或改变浇口尺寸,使熔接痕位置转移到制件上不容易被观察到的部位。但在移动浇口位置或改变浇口尺寸时,应当注意保证熔体的充模特性以及浇注系统的平衡等问题。
(2)提高塑料熔体的流动性。塑料熔体在充模过程中,如果其流动性不好,则在不同方向的料流汇合处理温度将会变得很低,而且压注压力也不能很好地传递到这些汇合部位,势必造成影响熔接痕外观且强度降低之缺陷。为解决此问题,必须在提高熔体流动性方面想办法。一是改善工艺条件,如提高压注压力、充模速度、料温和模温等,以便使料流在高温、高压下汇合在一起;再就是改用流动性较好的塑料原料。除此之外,还可在模具结构上想办法,如减小浇注系统和模腔表壁对熔体的流动阻力,减小成型时的流动比以及增大浇口截面积,或将浇口截面高度增加到与料流汇合路径上的制件壁厚相等的尺寸。如果有可能,还可将多浇口改成单浇口,以便减少熔接痕的数量。
(3)保证模具的排气功能。塑料熔体在模腔内分向流动时,各股料流的前端一般都裹挟有一定的空气或杂质,当这些料流汇合时,如不能将空气和杂质的挥发气体排除掉,熔接痕不仅影响外观,还会使强度下降,严重时还会出现缺料。为了解决这一问题,必须保证模具具有良好的排气功能,可利用在熔接痕附近镶件的拼缝或专门设置排气槽排气。
压注成型制件常见缺陷的产生原因与解决措施见表70所示。
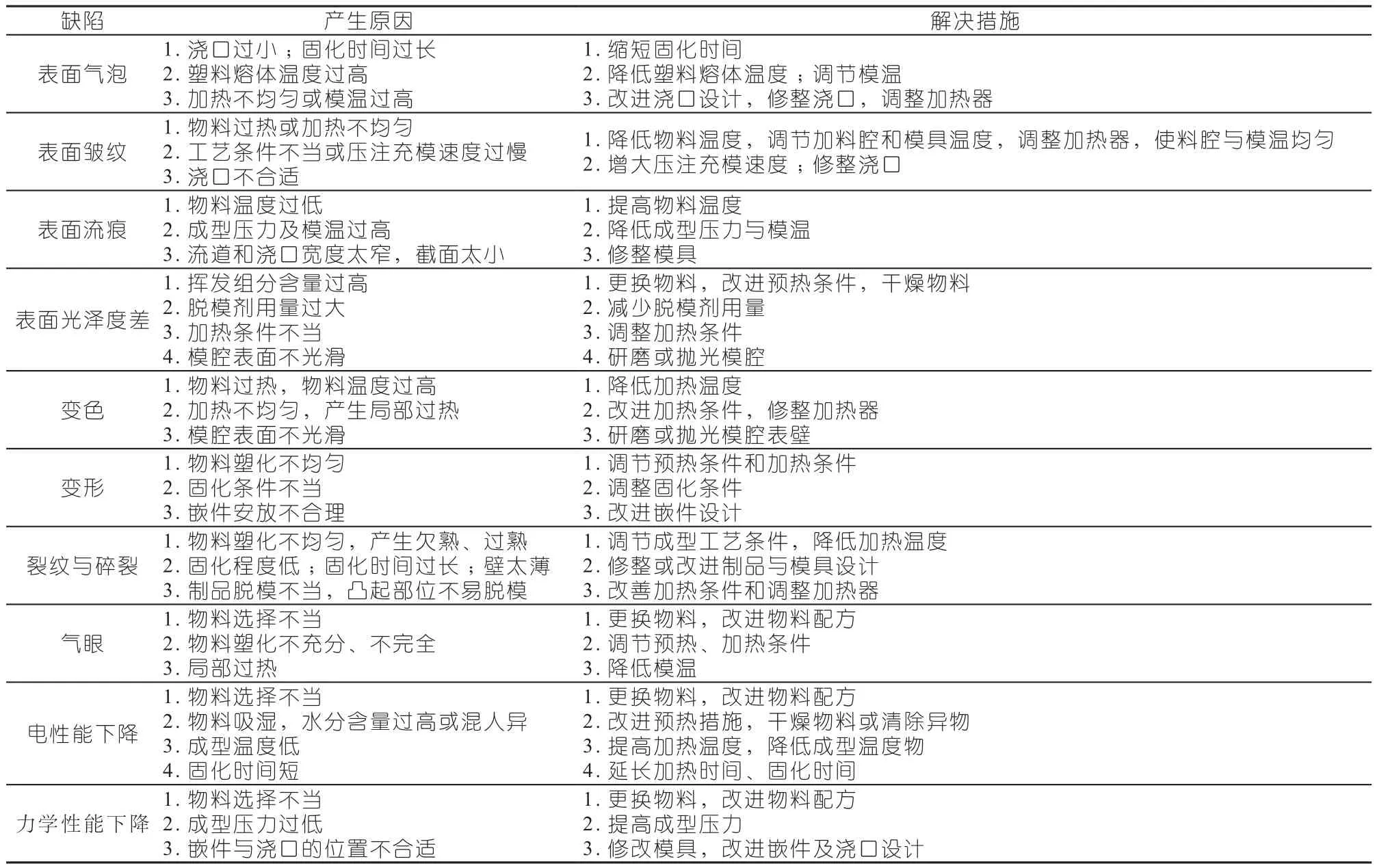
表70 压注成型制件常见缺陷的产生原因与解决措施
猜你喜欢
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
中国塑料(2019年5期)2019-06-03
制造技术与机床(2018年12期)2018-12-23
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
制造技术与机床(2017年12期)2017-02-02
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
中国塑料(2016年2期)2016-06-15
河南科技(2015年2期)2015-02-27