支撑我国车用汽油质量持续升级的核心技术开发与技术路线创建
2021-10-11 08:40许友好张登前
石油炼制与化工 2021年10期
许友好,王 新,林 伟,徐 莉,张登前
(中国石化石油化工科学研究院,北京 100083)
自2000年以来,国内汽车保有量随着经济发展持续增长,预计到2030年、2040年将分别达到3.8~4.0亿辆和4.8~5.0亿辆。峰值在2040年前后,国内千人汽车保有量的峰值为350辆左右。即使电动车、燃料电池车等新能源汽车的保有量会逐步增长,但预计到2040年,90%的汽车动力仍将依靠汽油等液体燃料;到2050年,汽车动力对汽油等液体燃料的依赖程度还会在60%以上[1]。与此同时,汽油消费量也迅速增加,2019年已达125 Mt,预计在2025年前后达到170 Mt左右的峰值。因此,减少汽车尾气污染不仅是过去20年所面临的巨大难题,而且仍将是未来30年或更长时间所面临的需要花大力气来不断解决的问题。
我国车用汽油以烯烃和硫含量高的催化裂化汽油为主,降低其烯烃和硫含量是汽油质量升级的关键[2]。而未来汽油质量标准要求50%馏出温度降低,芳烃含量更低,意味着重整汽油和烷基化汽油在汽油池中的比例也会受限。中国石化石油化工科学研究院(简称石科院)基于多年在石油炼制技术开发与应用经验的积累,提出独有的汽油质量升级方案,并通过技术开发提供支撑,推动我国仅用10余年时间走完了国外发达国家需要二三十年时间才能达到的水平。2019年起全国汽油实施“国Ⅵ标准”,至此我国汽油质量跻身于国际先进水平之列,部分指标优于现行的欧盟、美国和日本标准。
1 定向调控汽油组成的催化裂化工艺开发
1.1 负氢离子转移对双分子反应选择性调控及反应深度优化的机制与方法
(1)
以负氢离子转移为基础的双分子反应,随其反应深度的递增构成愈加复杂的反应体系,反应深度的优化和反应方向的控制是实现定向调控汽油组成的根本。所包括的化学反应涉及双键饱和、芳构化、异构化、歧化等,进一步深度氢转移将形成焦炭前身物。反应深度是以转化率为指标,而反应方向是调控氢转移反应类型,进而定向调控汽油组成。氢转移反应分为两种类型:
类型Ⅰ

(2)
类型Ⅱ

(3)

(4)
当强化氢转移反应类型Ⅰ时,汽油烯烃转化为异构烷烃和芳烃,有利于汽油辛烷值提高;当强化氢转移反应类型Ⅱ时,汽油烯烃转化为不同碳数的异构烷烃,不像烷基化汽油中异构烷烃的相对分子质量单一,保证50%馏出温度可控制到100 ℃以下。催化裂化反应转化率(反应深度)与汽油组成(反应方向)之间的关系见图1。在调控双分子氢转移反应的基础上发展了选择性氢转移的观念和方法,即尽可能进行氢转移类型Ⅰ反应,降低焦炭生成。由此为相应的工艺和催化剂开发奠定了坚实的基础。

图1 汽油组成与转化率之间的关系
1.2 定向调控汽油组成的催化裂化工艺
通过对多套变径流化床催化裂化装置生产数据收集、整理和大数据分析,以转化率和氢转移反应类型作为目标函数,以反应温度、剂油比、反应时间、反应压力、原料预热温度、再生温度、雾化蒸汽量、预提升介质、催化剂单耗、平衡催化剂活性等为影响因子,借助于大数据的模式概念,将催化裂化装置运转过程按“模式”处理,将以上影响因子对转化率和氢转移反应类型影响程度进行数据清洗、降噪和关联运算,采用大数据降维技术将多个变量化为两个变量,发现反应温度和催化剂活性对转化率和氢转移反应类型影响最为显著,由此构建了反应温度和催化剂活性反应模式相图,如图2所示。

图2 由催化剂活性和反应温度构建的反应模式
基于图2所构建的反应模式,可调控转化率高低,同时调控氢转移反应类型,进而定向调控汽油组成,4种主要反应模式可根据市场需求灵活调控。在模式1(氢转移反应类型Ⅱ)操作时,反应温度较低、催化剂活性高,汽油烯烃质量分数可降低至30%以下,汽油烷烃含量大幅增加,但焦炭产率高;由模式1优化调整到模式2(氢转移反应类型Ⅰ),汽油烯烃质量分数同样可降低至20%~30%,汽油异构烷烃含量大幅增加,芳烃含量有所增加,产物分布优化,焦炭产率降低;进一步地,优化提高反应温度和催化剂活性,构建模式3(高苛刻度反应模式),可使转化率提高和汽油烯烃含量降低幅度增加,汽油烯烃质量分数可降低至15%以下,汽油异构烷烃含量进一步增加,尤其汽油馏程前端的异戊烷和异己烷含量大幅增加。由此开发出定向调控汽油组成的催化裂化工艺。
1.3 生产超低烯烃汽油的催化裂化工艺
基于前期研究工作[4-5],进一步探索发现负氢离子释放剂及其对小分子烯烃(碳五烯烃难以饱和)靶向饱和作用,并提出负氢离子释放剂合适的引入方式[6-7],同时开发出金属单分散于阳离子交换位活性中心的ZSM-5,有效降低了烯烃环化速控步,即烯烃脱氢反应的活化能,促进了烯烃环化和负氢离子释放,如图3所示。

图3 负氢离子释放剂促进烯烃饱和反应示意及效果■—原料; ■—未添加负氢离子释放剂反应后; ■—添加负氢离子释放剂反应后
在催化裂化反应过程中,如何利用催化材料酸中心耦合孔道限域作用调控催化反应路径是解决汽油降烯烃与生焦之间矛盾的关键。基于理论计算,揭示了在特征孔道环境中,多类型酸中心协同促进负氢离子释放剂生成的反应路径,设计合成出金属与磷改性的MFI结构分子筛,通过磷的介导作用,实现了金属在分子筛孔道中的高度分散,构建了L酸和弱B酸协同的催化中心对,使裂化与环化的活化能垒差从约10 kJ/mol提高至50~80 kJ/mol,显著降低了环化反应活化能,促进了更多负氢离子释放剂的生成。基于FAU分子筛的酸性特征对氢转移反应和生焦反应选择性的差异,通过对分子筛骨架硅铝比的调节、稀土离子在孔道中的靶向定位及特种元素的表面修饰,合理调控了分子筛孔道中的酸中心结构,有效促进了负氢离子释放剂与烯烃的氢转移反应,实现了在降低汽油烯烃含量的同时不增加生焦选择性的目标。
通过对氢氧化铝合成机理的研究,开发了一种晶粒宽度为3~5 nm、长度为10~20 nm的棒状拟薄水铝石,其表面Al—O—Al结构的氧原子比例比传统铝石提高30%。以此技术开发的分子筛为活性组元,利用不同粒子大小和形貌的硅铝物种表面羟基的性质差异,组装形成梯度孔,开发出高效降烯烃专用催化剂,与常规FCC催化剂相比,其介孔体积提高10%,重油裂化能力显著提高。通过催化剂的创新,构建了烯烃环化、环烷烃供氢的烃分子转化路径,实现了反应接力,使氢转移指数提高30%以上,汽油烯烃含量降低20%以上,有效解决了降烯烃和生焦之间的矛盾,与工艺匹配能实现超低烯烃汽油生产。
在外部负氢离子释放剂引入和内部负氢离子快速释放的双重作用下,汽油烯烃含量降低与焦炭产率迅速增加之间的矛盾得到根本性解决,如图4所示。由此开发出生产超低烯烃含量汽油的催化裂化技术[8](简称ULO)。与常规方案相比,ULO技术可以将汽油烯烃体积分数降至8.5%。
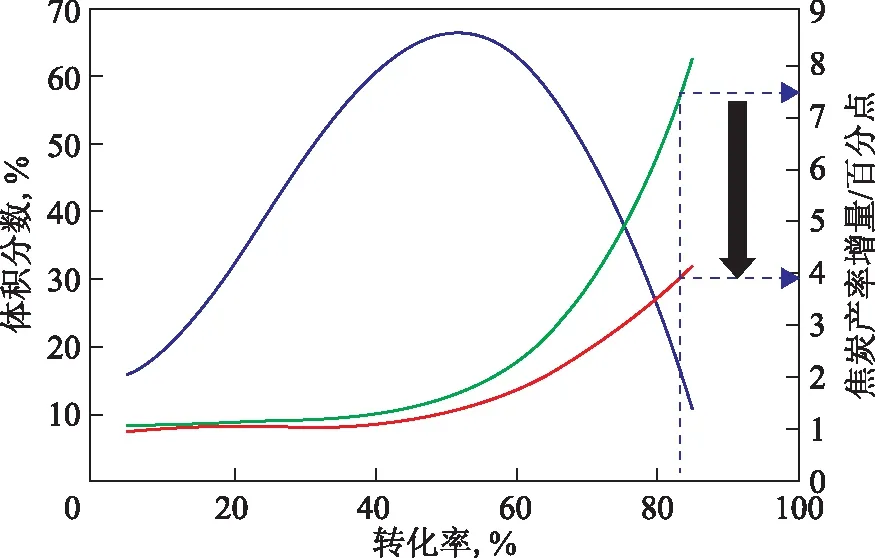
图4 负氢离子释放剂对汽油烯烃和焦炭产率的影响 —汽油烯烃体积分数; —焦炭产率增量; —加入负氢离子释放剂的焦炭产率增量

图5 ULO和FCC汽油中异构烷烃分布比较■—FCC汽油; ■—ULO汽油
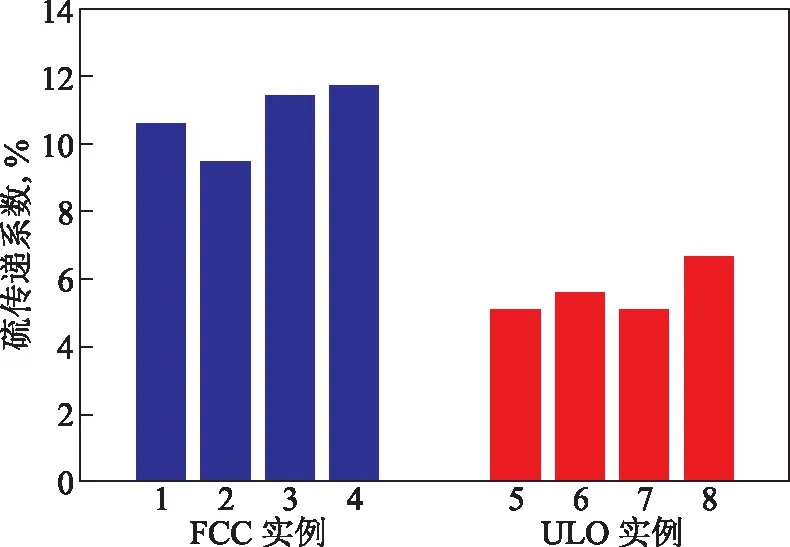
图6 ULO和FCC硫传递系数比较
ULO工艺得到的汽油组成不同于常规催化裂化(以下简称FCC)汽油组成,富含异构烷烃,且主要为异戊烷和异己烷,分布于汽油前端(图5),从而有利于汽油辛烷值提高和50%馏出温度降低。此外,由于强化了氢转移反应,降低了汽油中的烯烃含量,相应地减少了烯烃与硫化氢生成硫化物的反应,从而降低汽油硫含量。ULO相对于FCC的硫传递系数(汽油的硫含量与原料油的硫含量之比,用于评估反应趋势)均降低了30%~50%(图6)。这为后续脱硫装置提供更低硫含量的原料,从而减少辛烷值损失。同时强化了苯与小分子烯烃烷基化反应,降低汽油苯含量。ULO汽油中苯含量和苯芳比(汽油中的苯与芳烃质量分数之比,用于评估苯和烯烃烷基化反应趋势)均低于FCC汽油(图7)。因此,ULO汽油组成改变符合车用汽油质量升级标准的变化趋势,在降低汽油烯烃、苯和硫含量同时,有利于汽油辛烷值提高和50%馏出温度降低。

图7 ULO与FCC汽油苯含量和苯芳比■—FCC汽油; ■—ULO汽油
2 汽油脱硫工艺
2.1 汽油吸附脱硫工艺
2.1.1 NiO-ZnO耦合活性中心反应接力脱硫机理汽油吸附脱硫(S Zorb)技术基于化学吸附作用原理对汽油进行脱硫,通过吸附剂选择性地吸附含硫化合物中的硫原子而达到脱硫目的[9-11],适用于高效脱除催化裂化汽油及其他汽油调合物中的硫,使之符合中国乃至世界最严格的汽油硫含量标准,并可一步到位满足未来无硫汽油的要求。
催化裂化汽油吸附脱硫技术采用全馏分催化裂化汽油一次通过脱硫工艺,包括进料与脱硫反应、吸附剂再生、吸附剂循环和产品稳定4个部分。原料汽油中的硫经过反应和再生部分后,从再生烟气以二氧化硫方式排出;反应器内发生流化床吸附脱硫反应;再生器发生流化床氧化反应;反应部分为中压临氢环境,再生部分为低压含氧环境,由闭锁料斗步序控制实现氢氧环境的隔离和吸附剂的输送。
汽油吸附脱硫工艺采用专利吸附剂实现深度脱硫及保留辛烷值的目标[12],吸附剂中的主要活性组元为Ni和ZnO。通过理论计算和原位试验相结合,发现吸附剂的活性中心以零价镍(Ni0)存在时,具有脱硫率高、辛烷值损失低的特点。通过量子化学计算,获得了汽油中典型的烯烃、芳烃和噻吩3类化合物的电子结构信息,考察了这些分子在不同化学态Ni表面的吸附选择性(如图8所示)。结果表明,Ni0对汽油中最难脱除的含硫化合物——噻吩类化合物具有最优的吸附选择性,为优选吸附剂的活性组元、合理控制活性组元的化学态提供了理论依据。

图8 不同化学态的镍对1-庚烯、噻吩和甲苯的吸附能■—庚烯; ■—噻吩; ■—甲苯
通过原位表征技术揭示了汽油吸附脱硫工艺中Ni0-ZnO“反应接力”的脱硫机理[13](图9),以噻吩为例,噻吩分子在气相中自由运动,向吸附剂表面靠近,以π键络合吸附为主,通过化学作用力被化学吸附到吸附剂表面;在金属Ni的作用下,吸附在Ni表面的氢分子发生解离,生成活泼氢原子;噻吩在吸附剂表面活性位上发生脱硫反应,在活泼氢原子的作用下,Ni进一步弱化噻吩的C—S键,导致C—S键断裂,使Ni被S硫化成NixSy,同时噻吩中另一个S—C键在氢的作用下更容易发生断裂,从而生成C4物种。在氢气气氛中,生成的C4双烯在金属表面发生加氢反应,最终生成丁烯脱附出去。

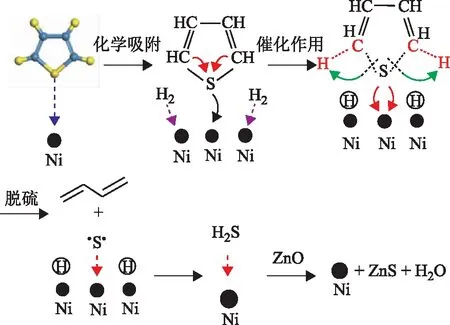
图9 Ni0-ZnO耦合活性中心“反应接力”脱硫机理
结合晶相转变过程及其元素微观分布规律研究,发现脱硫过程中吸附剂上S元素主要分布在Ni和ZnO交界处。当Ni0和ZnO处于最小可及距离时形成Ni0-ZnO耦合活性中心,可以有效地降低S从Ni3S2向ZnO的传质障碍,ZnO能够瞬时吸收NixSy加氢生成的H2S,避免了H2S与烯烃生成硫醇的副反应,提高了噻吩脱硫反应的平衡转化率。该耦合活性中心可通过“反应接力”在较低氢分压下实现超深度脱硫,使镍保持在对噻吩具有高吸附选择性的零价态,减少烯烃在吸附剂表面吸附、发生加氢反应的概率。提高了最难脱除的噻吩类化合物的脱除率,更好地解决了高效脱硫和保持辛烷值的矛盾。
2.1.2 高活性高稳定性吸附剂的开发基于Ni0-ZnO“反应接力”脱硫机理的深入揭示,为高活性吸附剂的开发提供了技术思路[8]。由此开发出微球瞬时均匀浸渍技术,解决了浸渍过程中氧化锌易与酸性浸渍液发生胶溶反应导致载体颗粒团聚以及微球容易发生机械磨损破碎这两个关键技术难题,在工业吸附剂上构建了Ni0-ZnO耦合活性中心,实现了超深度脱硫及保留辛烷值的目标。工业应用结果表明,该吸附剂在脱硫率为 99%的情况下,RON 损失可低至 0.28。
针对ZnO与硅铝基质中SiO2生成Zn2SiO4导致吸附剂永久失活的问题[14-16],通过原位表征技术结合动力学研究发现,ZnO和SiO2之间不等量的互扩散使ZnO-SiO2界面上产生缺陷位,进一步发生固相反应生成Zn2SiO4。因此再生时工艺条件采用酸性水热环境,该环境下硅铝基质表面产生大量活泼硅羟基,显著降低了ZnO-SiO2界面扩散阻力,加速Zn2SiO4的生成。
通过对系列硅铝基质材料进行羟基结构分析,发现具有片层结构的某天然矿物具有适宜的羟基结构;进一步针对该天然矿物中存在的ⅠA和ⅡA族元素影响稳定性的问题,开发了铝离子定向交换技术(图10),实现层状矿物片层间ⅠA和ⅡA族元素的高效交换,合成了低羟基活性的铝柱撑层状结构组元。基于此开发出高活性稳定性吸附剂FCAS-Ⅱ,与进口吸附剂相比,剂耗(单位原料)从0.06~0.1 kg/t降低到0.01~0.05 kg/t,实现了苛刻工况条件下长周期稳定运行。

图10 铝离子定向交换技术制备铝柱撑层状结构组元示意—Mn+(ⅠA,ⅡA); —Al3+; —H2O; —铝柱
针对国Ⅵ汽油质量升级过程中部分企业降烯烃的需求,提出了在超深度脱硫过程中促进临氢异构化的反应思路[17-20]。采用基于密度泛函理论的量子化学方法,对临氢异构化反应机理进行深入研究,揭示了异构化和裂化反应的本质差异,发现提高临氢异构化选择性的关键在于优化正碳离子中心碳原子的缺电子特性和其β位碳原子的电子偏离程度。通过对不同过渡金属的电子性质分析,结合沸石材料的结构特点,设计合成出封装金属M的沸石材料,精细调控弱酸中心/强酸中心比例,在促进异构化反应发生的同时抑制裂化反应的发生。与未改性沸石材料相比,在吸附脱硫反应条件下,异构化产物选择性提高80%,裂化产物选择性降低50%。基于该封装金属沸石材料的研究,成功开发出降烯烃吸附剂FCAS-MF。与进口吸附剂相比,在脱硫率相近的情况下,产品汽油的烯烃含量进一步降低2~3百分点,RON损失可减少0.3以上,有效解决了降烯烃和减少RON损失的矛盾。
2.2 汽油加氢脱硫工艺
催化裂化汽油的典型特征是烯烃、硫含量较高,要生产国Ⅵ清洁汽油必须脱除其中的硫,加氢脱硫(HDS)是应用最广泛的脱硫技术,但常规的加氢精制方法会造成催化裂化汽油中高辛烷值组分烯烃的加氢饱和(HYD)生成低辛烷值的烷烃而降低汽油辛烷值。汽油中烯烃含量每降低约3百分点,汽油辛烷值平均降低1。采用常规加氢脱硫技术生产硫含量满足国Ⅵ标准汽油,汽油辛烷值至少降低3以上。为解决这一难题,石科院开发了减少加氢过程烯烃饱和的选择加氢脱硫技术(RSDS技术),RSDS技术从工艺流程选择、高选择性催化剂开发等方面入手,大幅提高了脱硫选择性(即达到相同脱硫率时,烯烃饱和率更低)。
2.2.1 RSDS-Ⅲ技术(1)工艺流程选择。对某种典型高硫催化裂化汽油的烃类及硫含量的分布进行了分析[21],结果表明,催化裂化汽油中烯烃主要集中在轻馏分中,硫和芳烃则在重馏分中占比更多。进一步分析可知,轻汽油切割比例(质量分数)为20%时硫醇硫占比为94.7%,而轻汽油切割比例为50%时其硫醇硫和噻吩硫占比之和达到了99%。由烯烃分布特点来看,轻汽油切割比例为20%时其烯烃占总烯烃量的31.5%,而轻汽油切割比例为50%时其烯烃占总烯烃量的72.9%。
基于以上认识,开发了催化裂化轻汽油碱液抽提脱硫醇技术,该技术采用碱液和具有酸性的硫醇硫反应并抽提进入水相,然后经过氧化和反抽提进行碱液再生。该技术的主要特点是在非临氢条件下处理烯烃含量较高的轻汽油,不会导致烯烃饱和。将选择性加氢脱硫和碱液抽提组合形成了催化裂化汽油选择性加氢脱硫完整工艺(RSDS-Ⅲ)[22],RSDS-Ⅲ工艺流程示意如图11所示。
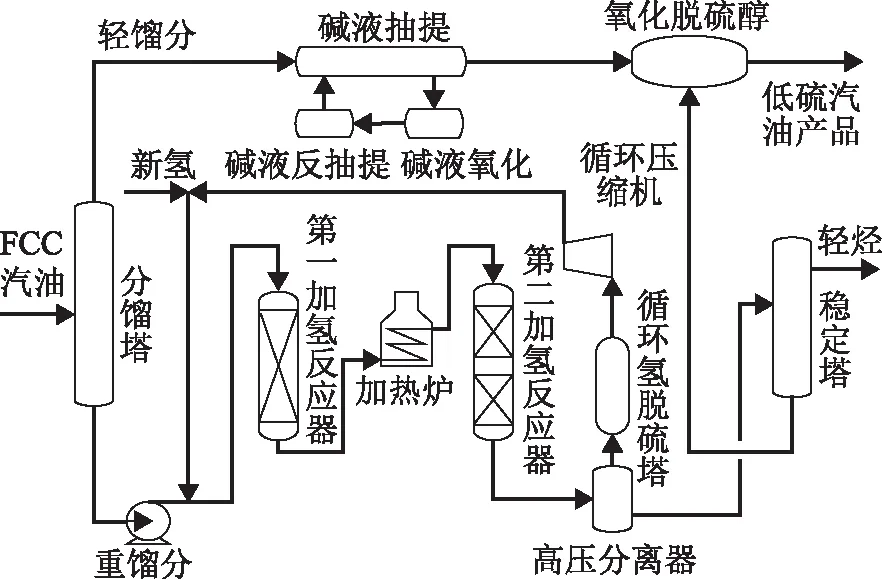
图11 RSDS-Ⅲ技术工艺流程示意
RSDS-Ⅲ技术将催化裂化汽油切割为轻、重汽油馏分,通过沸点控制轻汽油中噻吩硫含量,低噻吩含量的轻汽油进入轻馏分抽提脱硫醇单元脱除硫醇,该单元配套使用活性相啮合于载体内孔的离子对型单分子分散金属酞菁固定型催化剂ARC-01及具有喷射与静态混流特征的反抽提管道混合器RSM-01,实现废碱液近零排放。低烯烃含量的重汽油进入选择性加氢脱硫单元,在高选择性催化剂作用下进行加氢脱硫,脱硫后的重汽油和轻汽油混合得到低硫汽油调合组分。采用RSDS-Ⅲ技术流程比采用全馏分汽油加氢脱硫技术的RON损失减少1.0~2.0。
(2)高选择性加氢脱硫催化剂开发。在催化裂化汽油深度加氢脱硫的过程中,为了尽可能减少烯烃加氢饱和而导致辛烷值损失,需要设计研发高选择性加氢脱硫催化剂。国内外研究者们一直努力探索各种不同的技术路线(例如,采用新型载体、调变金属体系、在催化剂制备过程中引入有机物、改变催化剂的硫化方法等)来提高催化剂的加氢脱硫选择性[23-29]。但是寻根究底,加氢催化剂的活性和选择性与硫化态金属活性相的形貌结构特点密切相关[18-21,23-26]。Li Mingfeng等[24]研究发现,具有较大尺寸的(Co)MoS2片晶因具有较高的棱角比,更有利于提高加氢脱硫/烯烃加氢饱和的选择性,见图12。之后,国内外相关的课题组也报道了类似的研究结果[27-29]。
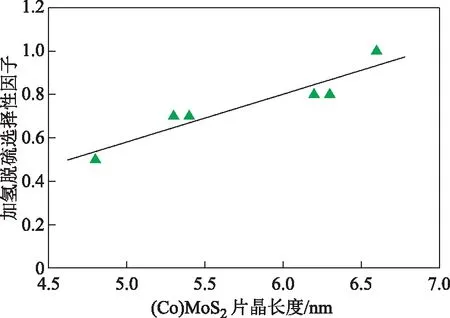
图12 (Co)MoS2晶片长度和催化剂选择性的关系
为了进一步深入探究活性相结构特点与催化剂加氢脱硫选择性的关系,石科院研发团队借助TEM、XPS和原位CO-IR等仪器分析技术对一系列负载型钴钼催化剂进行了系统的表征。研究结果发现[24],原位CO-IR谱图中CO与CoMoS作用的红外吸收峰面积与CO与MoS2作用的红外吸收峰面积比值A(CO-CoMoS)/A(CO-MoS2)与相应催化剂的加氢脱硫选择性因子具有较好关联性,即随着A(CO-CoMoS)/A(CO-MoS2)的增大,催化剂的加氢脱硫活性和加氢脱硫选择性提高。结合XPS和TEM等表征结果也进一步证实,具有更多的、尺寸较大的Co-Mo-S活性相片晶的钴钼催化剂表现出更高的加氢脱硫选择性[26]。
基于以上活性相形貌结构特点与催化剂加氢脱硫选择性之间构效关系的研究,以“活性相结构设计”为目标导向,通过耦合载体材料表面结构性质设计以及金属前身物分子结构优化,调变并获得适宜的金属与载体相互作用,创新开发了具有大尺寸Co-Mo-S活性相结构特征的高脱硫活性催化剂RSDS-21、高选择性催化剂RSDS-22和兼具高脱硫活性和高选择性的催化剂RSDS-31。根据原料特性及流程特点,可灵活选用催化剂组合级配装填。与常规加氢脱硫催化剂相比,相同脱硫率时,烯烃饱和率降低12%~18%。
硫化态金属活性相结构具有棱边(硫边和钼边)、角位等多种活性中心,其对加氢脱硫(HDS)和烯烃加氢饱和(HYD)反应具有不同的催化活性。研究发现,如图13所示,当向反应体系中引入CO时,其对催化剂的HDS活性和HYD活性影响不同:HDS活性显著降低,而HYD活性变化不大。而当停止向反应体系中引入CO时,催化剂的HDS活性可以恢复。利用CO在硫化态加氢催化剂表面的这种吸附特性,研发了催化剂选择性调控技术,结果表明,经过调控处理后催化剂的加氢脱硫选择性明显提高,当脱硫率相同时,烯烃饱和率降低13%~17%[22]。
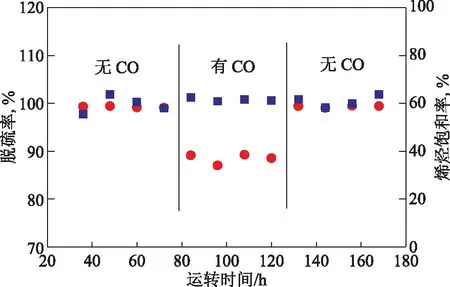
图13 介质CO对HDS和HYD反应的影响●—脱硫率; ■—烯烃饱和率
2.2.2 RCDS技术对于硫含量和烯烃含量都较高的催化裂化汽油,在使用RSDS-Ⅲ技术生产硫含量满足国Ⅵ标准汽油时,由于产品硫含量限制,轻汽油切割比例不宜过高,否则将会有部分噻吩硫因共沸进入轻汽油中导致轻汽油碱抽提后硫含量仍然超标。为了避免过多的烯烃随重汽油进入加氢单元导致产品辛烷值损失增加,开发了溶剂抽提脱硫技术。溶剂抽提脱硫技术利用轻汽油中噻吩和烯烃的极性差异,采用极性溶剂将噻吩萃取富集,得到高硫(噻吩)的抽出油和低硫的抽余油,总硫抽出率达到97%(即97%硫富集在抽出油中),烯烃抽余率达到96%(即96%的烯烃富集在抽余油中)。在RSDS-Ⅲ技术工艺流程基础上集成溶剂抽提脱硫单元,形成新组合脱硫工艺(RCDS技术),RCDS工艺流程如图14所示[30]。采用RCDS工艺,轻汽油切割比例可大幅提高,由质量分数20%提高至50%,进入选择性加氢单元的烯烃大幅降低(仅有27.1%)。工业应用结果显示,生产硫含量满足国Ⅵ标准的汽油时,RON损失减少1.0~1.5。
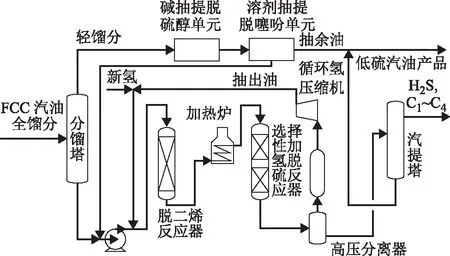
图14 RCDS技术工艺流程示意
3 降烯烃与脱硫分步集成的组合工艺路线
催化裂化汽油脱硫过程会伴随着烯烃饱和为烷烃而导致辛烷值损失,其中,直链烯烃相比支链烯烃更容易被加氢转化为直链烷烃,且加氢后生成的直链烷烃相比支链烷烃辛烷值更低,辛烷值损失更大。这给本就缺乏高辛烷值调合组分的国内炼油体系带来巨大挑战。
国外发达国家通过增加烷基化汽油和重整汽油比例来降低车用汽油池中的催化裂化汽油比例以实现汽油质量升级,这种方式投资和操作费用较大。国内部分企业采用催化裂化汽油后处理技术,同时降低汽油烯烃和硫含量,在汽油脱硫的同时,汽油烯烃过多地饱和,尤其是直链烯烃饱和,开发了辛烷值恢复技术,但该技术会造成汽油产率明显降低,且辛烷值增加有限。中国石化首创的降烯烃与脱硫先后分步集成的组合工艺路线见图15。

图15 降烯烃与脱硫先后分步集成的组合工艺路线
该组合工艺从汽油分子结构出发,基于催化裂化工艺过程,选择性地将烯烃转化为异构烷烃;其次通过异构化反应将直链烯烃转化为支链烯烃,这些反应在酸催化反应环境下容易进行。而后在脱硫过程中,尽量减少烯烃饱和,烯烃饱和减少,辛烷值损失就会降低,从而化解脱硫伴随着辛烷值损失的问题。该技术中,汽油烯烃含量降低由催化裂化技术自身来解决,同时为后续汽油脱硫单元提供烯烃和硫含量低且直链烯烃少的汽油原料,从而实现“1+1>2”的效果。
采用此工艺路线生产的汽油中直链烯烃含量明显低于FCC汽油,且支链烯烃与直链烯烃含量的比值高于FCC汽油(见图16)。支链烯烃加氢转化为支链烷烃的辛烷值损失低于直链烯烃加氢转化为直链烷烃的辛烷值损失。试验证明:在相近的脱硫率,且硫质量分数低于10 μg/g下,该技术的汽油烯烃饱和率低,主要是直链烯烃饱和率减少,因而汽油辛烷值损失大幅降低,RON损失仅为0.9,而FCC汽油加氢后RON损失3.2。
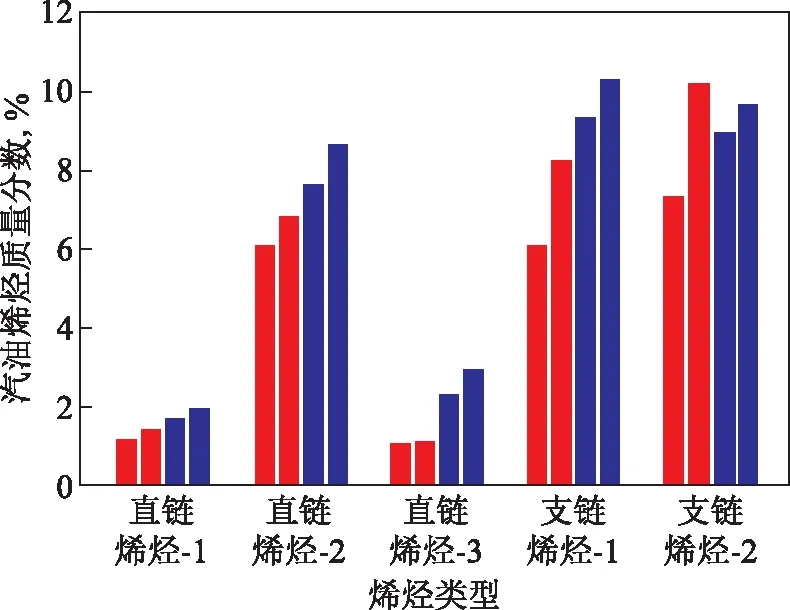
图16 组合工艺和FCC汽油不同类型的烯烃分布比较■—组合工艺汽油; ■—FCC汽油
针对脱硫并减少辛烷值损失需求,开发出从硫化物分子水平上汽油灵活吸附脱硫工艺[31-32]:在催化裂化分馏系统上,开发出低能耗分离轻重汽油流程,再与汽油吸附脱硫技术集成(见图17)。在相同的脱硫率下,该技术可使汽油辛烷值损失大幅度降低,甚至反而有所增加。

图17 催化裂化与吸附脱硫工艺流程
4 结论与展望
我国车用汽油是以烯烃和硫含量高的催化裂化汽油为主,降低其烯烃和硫含量是汽油质量升级的关键。对催化裂化技术持续创新,开发出定向调控汽油组成的催化裂化工艺及系列催化剂,可灵活调节汽油烯烃含量及组成分布,满足我国不同阶段车用汽油质量升级对催化裂化汽油烯烃和组成要求。
对汽油吸附脱硫技术再创新,实现了汽油吸附脱硫装置长周期运转,并更有效地解决了汽油降烯烃和减少RON损失的矛盾,在汽油标准从国Ⅳ升级到国Ⅵ过程中发挥了重要作用。选择性加氢脱硫技术从工艺流程选择、高选择性催化剂开发等方面入手,大幅提高了技术的脱硫选择性,在实现相同脱硫率时,汽油烯烃饱和率更低。
首创了催化裂化汽油降烯烃与脱硫先后分步实施再集成的组合技术路线,为我国车用汽油质量持续升级提供最经济的解决方案。
依靠中国自身的炼油技术力量,建立自己的汽油标准,开发不同排放阶段的汽油生产技术及相应的技术路线,提供汽油质量升级的中国独有的技术解决方案,自主创新历程必将成为科技自立自强的中国经典。我国炼油技术界经过车用汽油质量升级过程锤炼,在未来炼油技术开发过程会走得更远、更高、更强。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
中国农业科学(2022年12期)2022-06-28
电子乐园·下旬刊(2022年5期)2022-05-13
电工材料(2022年2期)2022-04-26
化工技术与开发(2021年10期)2021-10-27
软件(2020年3期)2020-04-20
化工机械(2020年1期)2020-03-30
石油化工应用(2020年9期)2020-01-07
石油炼制与化工(2020年9期)2020-01-05
商品与质量(2019年44期)2019-11-28