电解铝厂残极破碎系统及其过程控制
2021-10-11 01:53黄立兴
科海故事博览 2021年21期
高 峰 黄立兴
(沈阳鑫博工业技术股份有限公司,辽宁 沈阳 110000)
1 系统工艺设备构成
本系统电解铝厂残极破碎系统工艺设备主要有残极料仓、残极料仓料位计、除尘系统、电磁铁、残极输送斗式提升机(一用一备)、电液动三通、圆锤破碎机、大倾角胶带输送机、颚式破碎机、胶带输送机等组成。
1.残极料仓:用于存储经过破碎后的残极。
2.残极料仓料位计:用于测量残极料仓的连续料位,用于系统报警及联锁。
3.料仓袋式除尘器:用于料仓收尘的作用。
4.主用或备用残极输送斗式提升机:用于输送已经破碎到规定力度的残极到残极料仓。
5.电液动三通:用于转向到主用或残极输送斗式提升机的工位通道。
6.圆锤破碎机:用于已经破碎到一定力度的残极深度破碎到规定力度。
7.大倾角胶带输送机:用于输送已经破碎到一定力度的残极到圆锤破碎机。
8.颚式破碎机:用于破碎原料残极到一定力度。
9.胶带输送机:用于输送原料残极到颚式破碎机。
10.输送及破碎袋式除尘器:用于输送及破碎收尘的作用。
11.电磁铁:用于收集原料中的铁质杂物。
2 控制系统构成以及功能
控制系统由二层网络构成,即设备控制层和设备层。设备控制层:Siemens300 系列PLC 系统1 套(含SiemensM370触摸屏)。包括一台主控柜和一台现场远程I/O 站机柜,SiemensM370 触摸屏用于监控以及参数设定等,一台现场远程I/O 站机柜与主控柜通过现场总线RPOFIBUS 通讯。设备层:所有现场仪表、设备。[1]
2.1 设备控制层即PLC 配置
主控柜包括:主控单元CPU315-2DP1 台、触摸屏Siem ensM3701 台、电源模块1 台、数字量输入模块4 台、数字量输出模块2 台、模拟量输入模块1 台。主控柜主要接入其区域内的设备输入输出信号。
远程I/O 站机柜包括:电源模块1 台、RPOFIBUS 通讯模块1 台、数字量输入模块2 台、数字量输出模块1 台、模拟量输入模块1 台。
主控单元CPU315-2DP 一路接口DP 与触摸屏Siemens M370 通过RPOFIBUS 通讯相连,另一路DP 接口与远程I/O 站机柜RPOFIBUS 通讯模块相连,西门子S7-300 系列PLC 通过RPOFIBUS 总线连接,对设备和现场仪表进行采集和控制,由CPU 处理器完成处理后,通过触摸屏组态软件把数据显示在触摸屏上,并在触摸屏上可以对现场设备进行远程控制。触摸屏组态软件WinCCflexible 作为开发及监控软件,作为一款面向机器的自动化概念的HMI 软件,WinCCflexible用于组态用户界面以操作和监视机器与设备,提供了对面向解决方案概念的组态任务的支持。[2]
2.2 设备控制层实现的功能
1.数据采集并传送,过程可视化。
2.归档过程值和报警,查询历史过程值。
3.操作员对过程的控制,实时显示工艺流程状态。
4.显示报警信息,使操作人员分析故障原因并处理。
5.过程和设备的参数管理,实时设定顺序控制设备的启动时间间隔,停止时间间隔。
2.3 设备层
由雷达料位计(残极料仓)、差压变送器(袋式除尘器)、声光报警器、电铃(电笛)等组成。
3 控制过程的实现
残极破碎控制系统设计采用顺序控制,所谓顺序控制就是针对顺序控制系统,按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作,那么系统的这种控制称为顺序控制。
3.1 本系统自动启动控制
本系统基本启动方式为倒序启动,即先逐级启动下游设备最后到最上级设备,启动间隔时间长度可调。以下为自动控制启动过程控制描述:
1.需破碎的残极上料设备已经有运行状态(与本系统通讯传递信号),即具备上料至输送到胶带输送机条件、料仓袋式除尘器已启动以及残极料仓料位没达到满仓时,本系统具备自动启动条件。
2.系统具备自动启动条件后,自动启动电磁铁设备,同时自动启动输送及破碎袋式除尘器。
3.电磁铁和输送及破碎袋式除尘器在运行状态后,根据在触摸屏上设定启动时间间隔T11,主用残极输送斗式提升机自动启动(当主用残极输送斗式提升机出现故障则备用残极输送斗式提升机自动启动;在系统全部正常运转时,主用或备用残极输送斗式提升机运转时出现故障,二者进行自动切换启停)。
4.根据主用或备用残极输送斗式提升机运行状态信号,阀电液动三通自动转到主用或备用设备通道工位状态。
5.在主用或备用残极输送斗式提升机运行状态信号正常及电液动三通自动转到主用或备用设备通道工位状态后,根据在触摸屏上设定启动时间间隔T12,圆锤破碎机自动启动。
6.在圆锤破碎机运行状态信号正常后,根据在触摸屏上设定启动时间间隔T13,启动电笛进行大倾角胶带输送机启动预告,大倾角胶带输送机自动启动。
7.在大倾角胶带输送机运行状态信号正常后,根据在触摸屏上设定启动时间间隔T14,颚式破碎机自动启动。
8.在颚式破碎机运行状态信号正常后,根据在触摸屏上设定启动时间间隔T15,启动电铃进行胶带输送机启动预告,胶带输送机自动启动。
9.本系统通过RPOFIBUS 通讯传递需要上料信号至破碎的残极上料设备,破碎的残极上料设备接收到此信号后开始供料。
3.2 系统自动停止控制
如果流程中的某台设备故障,则其上游设备立即停止;其下游设备继续运行一段时间(时间长度可调),以便物流能够走完下游各流程,这段时间过后,整个系统停止。当任一台设备故障、残极料仓雷达料位达到满仓的90%、除尘器差压大于1500Pa 系统都发出声光报警信号(具体见图1)。
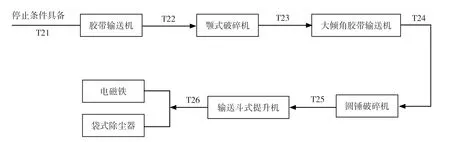
图1
以下为自动控制停止过程控制描述:
1.当残极料仓雷达料位达到仓位上限即认为满仓时,本系统RPOFIBUS 通讯传递需要停料信号至破碎的残极上料设备,破碎的残极上料设备接收到此信号后停止供料。
2.根据在触摸屏上设定停止时间间隔T21,胶带输送机自动停止运行。
3.当胶带输送机停止正常即无运行状态信号后,根据在触摸屏上设定停止时间间隔T22,颚式破碎机自动停止运行。
4.当颚式破碎机停止正常即无运行状态信号后,根据在触摸屏上设定停止时间间隔T23,大倾角胶带输送机自动停止。当颚式破碎机故障停机,胶带输送机立即自动停止运行。
5.当大倾角胶带输送机停止正常即无运行状态信号后,根据在触摸屏上设定停止时间间隔T24,圆锤破碎机自动停止运行。当圆锤破碎机故障停机,颚式破碎机和胶带输送机立即自动停止运行。
6.当圆锤破碎机停止正常即无运行状态信号后,根据在触摸屏上设定停止时间间隔T25,主用或备用残极输送斗式提升机自动停止运行。当主用或备用残极输送斗式提升机都是故障停机,圆锤破碎机、颚式破碎机和胶带输送机立即自动停止运行。
7.当主用或备用残极输送斗式提升机停止正常即无运行状态信号后,根据在触摸屏上设定停止时间间隔T26,电磁铁和输送及破碎袋式除尘器自动停止运行。
4 结语
本系统已经在哈萨克斯坦电解铝厂阳极组装车间投入运行多年,实现了生产设备操作的自动控制、安全联锁保护、数据显示等功能。从实际运行的效果来看,该系统安全可靠,运行稳定,环保显著,极大提高了生产效率。
猜你喜欢
煤炭工程(2022年8期)2022-08-24
矿山机械(2022年5期)2022-05-19
电子乐园·上旬刊(2022年5期)2022-04-09
建材发展导向(2022年1期)2022-03-08
建材发展导向(2019年11期)2019-08-24
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
山东工业技术(2016年15期)2016-12-01
中国高新技术企业(2015年13期)2015-04-30
科技传播(2014年4期)2014-08-15