
硬态1Cr18Ni9垫圈厚度改薄工艺试验
2021-09-28 14:23:58高建罡王越梁肖
金属加工(冷加工) 2021年9期
高建罡,王越,梁肖
邯郸市永年区海翔机械厂 河北邯郸 057150
1 序言
某离心飞重转速调节器(见图1)在高速状态(转速5000r/min左右)工作中深沟球轴承磨损严重,深沟球轴承使用寿命仅为300h,检修时必须更换或调整轴承间隙。轴承间隙调整后,图1 中的H值也需要随之调整。在调整离心飞重转速调节器时,需要使用厚度为0.2mm的薄垫圈(见图2)。库存只有厚度为1mm的调整垫圈,厚度0.2mm的硬化状态1Cr18Ni9带材暂时供货紧缺,为满足临时修理需要,特进行厚垫圈改薄的试验。
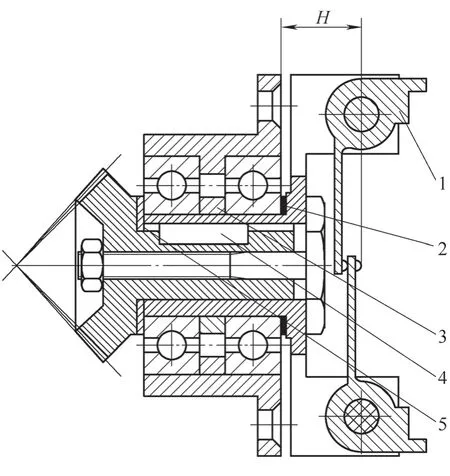
图1 离心飞重转速调节器
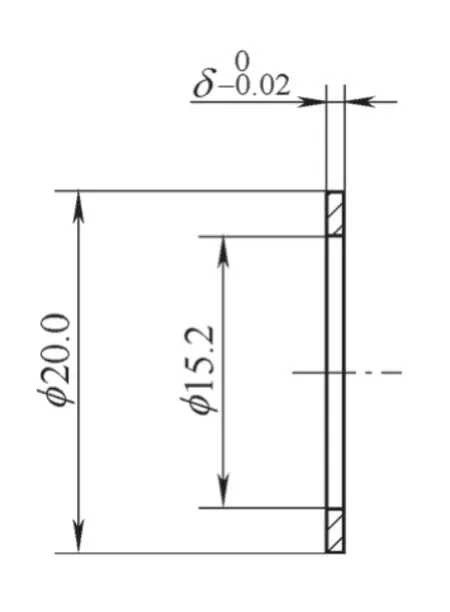
图2 调整垫圈A(薄垫圈)
2 厚度尺寸验算
厚度切割方案如图3所示。线切割割开缝隙的宽度假设为0.22mm,每件平面磨削假设需要0.18mm余量,每件平面校平假设需要0.01mm余量,这样就满足了每个厚1mm的垫圈改制成两个厚度0.2mm垫圈的要求,即0.2×2+0.22+(0.18+0.01)×2=1(mm)。

图3 厚度切割方案
3 改薄实施过程
(1)线切割加工 将夹具找正固定在线切割工作台上,调整垫圈A的装夹方法如图4所示,用压板螺钉压紧,用502胶水沿待割垫圈外周点固,沿厚度中心割开。割开后用丙酮溶剂将粘接在夹具上的垫圈分解,下转平面磨削。

图4 调整垫圈A的装夹方法
线切割装夹方法分析:用502胶水辅助固定垫圈,既可以防止切割中垫圈松动,又可以防止线切割过程中垫圈发生翘曲变形。
(2)平面磨削加工 线切割后,垫圈平面留有电火花烧蚀痕迹,烧蚀表面硬度降低(烧蚀变质层厚度为0.05mm),且厚度不符合要求,必须用平面磨削方法加工,垫圈平面磨削的装夹方法如图5所示。因1Cr18Ni9材料无磁性,采用装夹一半、磨削一半,然后二次装夹磨削另一半的方式,勤翻面,两面均匀去量,厚度控制在0.18~0.21mm。

图5 垫圈磨削平面装夹示意
平面磨削需注意如下事项:因1Cr18Ni9材料导热性差,所以需使用砂轮外圆周进行磨削。使用薄砂轮或者工作面修窄后的厚砂轮,并选用较软硬度的砂轮,及时修正砂轮使其保持锋利。采用较小的磨削深度(吃刀量一般不要超过0.01mm),切削液供应充分,防止磨削烧伤,保证材料不被退火,保持材料硬化状态。
(3)压力校平 经平面磨削后,存在二次磨削接痕,并且存在翘曲变形,为此,需用冲床校平垫圈,上下模具工作面均为平板,连续冲击5次,即可校平。且厚度尺寸能够控制在0.18~0.20mm。
关于冲床选用的相关计算如下。经查冷轧不锈钢带的相关材料标准,硬化状态1Cr18Ni9带材的强度为δb=981MPa。经洛氏硬度机实测,垫圈所用的1mm带材硬度为33~36HRC,换算为布氏硬度为306~331HBW。假设垫圈端面均匀受压,则需要压力F为

式中,F是压力(N);P是压强(Pa);S是垫圈受压面积(m2)。
垫圈受压面积S计算如下

式中,D是垫圈外圆直径(mm);d是垫圈内孔直径(mm)。
将D=20m m和d=15.2m m代入式(2),可得S=132.7mm2=0.0001327m2。假设P=(3060~3310)MPa,将S=0.0001327m2代入式(1),可得F=406065~439239N≈406~439kN。因此,选用400kN冲压机床进行校平。
因垫圈平面不可能为绝对平整,校平时高点凸峰被压平,翘曲变形被矫正。且选用冲压机床的压力400kN未达到计算值406~439kN(理论计算变薄压力),故校平过程中不会过多变薄。
4 结束语
按照上述方法已成功改制了20件薄垫片,经实际使用证明效果良好,达到了预期目的。这种方法可推广应用于同类场合,特别适用于小型修理厂应急使用。
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
失效分析与预防(2020年1期)2020-06-17 04:17:14
制造技术与机床(2019年3期)2019-02-27 07:14:22
设备管理与维修(2019年12期)2019-02-18 00:51:40
制造技术与机床(2018年12期)2018-12-23 02:40:56
化肥设计(2018年2期)2018-05-18 12:23:17
制造技术与机床(2017年7期)2018-01-19 02:29:59
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
防爆电机(2016年5期)2016-11-19 05:10:22
