
尖角磁场对TIG电弧及焊缝成形的影响*
2021-09-28 00:50常云龙张洪旭关子奇刘晓光
沈阳工业大学学报 2021年5期
常云龙,张洪旭,,关子奇,,刘晓光
(1.沈阳工业大学 材料科学与工程学院,沈阳 110870;2.广东省科学院 广东省智能制造研究所,广州 510070)
TIG焊属于非熔化极惰性气保护焊,一般采用氩气、氦气等作为保护气,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝的一种焊接方法.TIG焊的电弧能量密度小、熔敷速度小、熔深浅,只适合中薄板焊接且焊接效率较低[1-3].针对TIG焊的这些缺点,国内外学者们研究了多种不同TIG焊接方式,其中在TIG焊接过程中引入磁场的方式获得了很好的效果.通过外加磁场的方式可以控制电弧的形状、位置和等离子体的运动状态.国内外焊接工作者们提出了磁偏弧、磁摆弧、磁旋弧等磁控焊接技术[4-6].Senapati等[7]采用纵向磁场影响焊接电弧进而改善焊缝机械性能,当外加纵向磁场时,磁场对电弧内的电子和离子施加作用力,从而使电弧偏离正常的电弧路径.刘政军等[8]针对AZ31镁合金在外加纵向交变磁场作用下的钨极氩弧焊过程展开研究,结果显示外加纵向交流磁场通过改变电弧和溶池金属的运动状态,使得熔池的散热及结晶条件得到改变,并使焊缝成形系数变大且焊缝晶粒得到细化,因而提高了焊缝的力学性能.近年来国内外学者对磁控焊接的研究大多数集中在纵向磁场和横向磁场对焊接过程的影响方面[9-10],本文将在不同频率尖角磁场作用下对TIG焊接进行研究.
1 设备与方法
主要实验设备包括MCWE-40/2000型激磁电源、ITG-500AP型弧焊电源、Optironis CP80-3-M-540型高速摄像机和电弧压力传感器.实验材料为5083铝合金板,规格为200 mm×100 mm×5 mm.采用纯氩气作为保护气,钨极采用铈钨材料,钨极直径为2.4 mm.焊接参数如表1所示.

表1 焊接参数Tab.1 Welding parameters
采用探针法测量电弧压力,主要测量过程为:将测量设备置于TIG焊枪正下方,使焊枪在装置外通过引弧板起弧,然后通过操控焊接机器人移动焊枪,使得电弧经过测量装备表面的传感器,进而测得电弧压力.焊接过程中使用高速摄像采集系统拍摄记录自由状态下TIG电弧的形态和不同磁场频率作用下TIG电弧形态的变化过程,将采集到的TIG电弧形态进行对比分析,并对焊缝的熔深、熔宽进行测量.
2 结果及分析
2.1 磁场频率对电弧形态的影响
利用高速摄影机分别拍摄了外加不同频率尖角磁场作用下的电弧形态,结果如图1所示.施加的磁场频率分别为0、20、60、100、200、600和1 000 Hz.
由图1可见,在无外加磁场的情况下,TIG电弧大致为圆锥形状,电弧在焊接过程中形态稳定且无明显变化.当施加不同频率磁场时,TIG电弧形态发生明显改变.当施加的尖角磁场频率为20 Hz时,TIG电弧起弧困难,电弧发生剧烈的旋转摆动,电弧形态飘忽不定,电弧的燃烧断断续续,这是由于当施加磁场时,电弧中的等离子体受到磁场力的作用而发生运动轨迹改变,而当施加的磁场频率过低时,难以对电弧中的等离子体运动形成约束,因而电弧在焊接过程中产生剧烈波动.当外加尖角磁场的频率为60 Hz时,TIG电弧可以稳定起弧,但电弧依然发生较大幅度的旋转摆动,且相比于自由状态电弧底端发生了扩张现象.当继续增大外加尖角磁场频率时,电弧的旋转摆动幅度逐渐变小,电弧形态趋于稳定,且电弧在磁场力作用下被压缩,电弧发生收缩现象.当外加尖角磁场频率为100 Hz时,TIG电弧形态已经比较稳定;当外加尖角磁场频率为200 Hz时,TIG电弧形态基本与自由状态下的形态一致;当外加磁场频率增加到600~1 000 Hz时,外加磁场已经对电弧中的等离子运动实现了严格约束,与自由状态下的TIG电弧相比TIG电弧压缩现象非常明显.

图1 不同磁场频率下的尖角磁场电弧形态Fig.1 Arc shapes under sharp angular magnetic field with different magnetic field frequencies
2.2 磁场频率对电弧压力的影响
采用压力传感装置分别测得外加不同尖角磁场频率下的TIG电弧压力值,为确保数据的准确性,多次采集并取其平均值作为最终测量结果.将测量结果整理后,通过线性拟合法可以得到电弧压力的分布曲线,结果如图2所示.
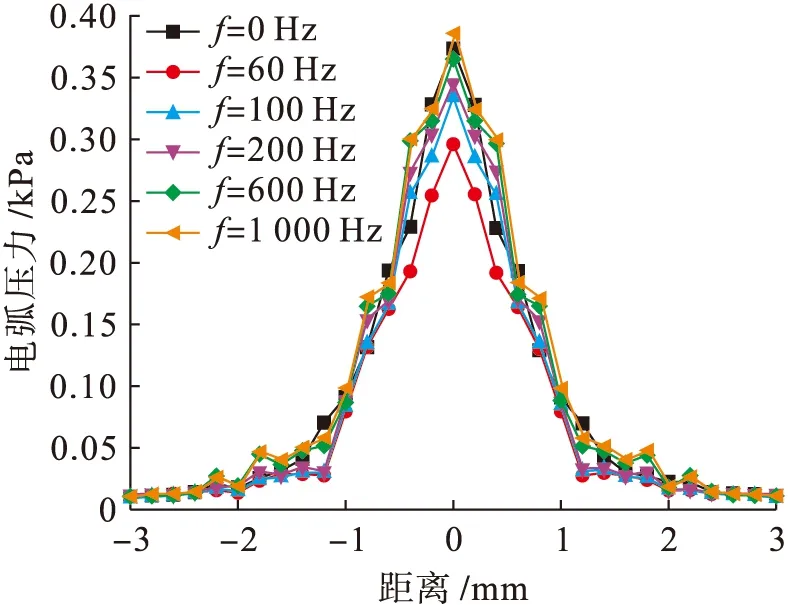
图2 不同磁场频率下的电弧压力对比Fig.2 Comparison of arc pressure under different magnetic field frequencies
由图2可见,电弧压力整体呈正态分布,电弧压力随频率的改变呈单峰对称分布.随着磁场频率的增加,电弧边缘电弧压力出现小幅度波动,这是由于当施加磁场后电弧中的等离子体受到磁场力作用而发生了运动轨迹和运动速度的改变,不同磁场频率作用下电弧中等离子体的运动状态不同,因而导致不同磁场频率下的电弧压力值变化幅值不同.当外加磁场的频率为60~600 Hz时,电弧中心压力降低且低于自由电弧状态下的电弧压力,磁场频率低于100 Hz时这种现象尤为明显.当磁场频率为1 000 Hz时,电弧中心压力大于自由电弧状态下的压力值.当磁场频率为0 Hz时,TIG电弧中心压力值最大,约为0.375 kPa,远离电弧中心位置的电弧压力呈下降趋势,电弧边缘位置的电弧压力变化较小,靠近电弧中心位置的电弧压力变化幅度较大.当外加磁场后,电弧压力值发生改变,电弧边缘位置的电弧压力值出现幅度较小的上下波动现象,靠近电弧中心位置的电弧压力变化幅度依然较大,且电弧中心位置的电弧压力值依然最大.当施加磁场频率为60 Hz时,电弧中心压力值约为0.296 kPa;当施加磁场频率为100 Hz时,电弧中心压力值约为0.336 Hz;当施加磁场频率为200 Hz时,电弧中心压力值约为0.346 kPa;当施加磁场频率为600 Hz时,电弧中心压力值约为0.366 kPa;当施加磁场频率为1 000 Hz时,电弧中心压力值约为0.386 kPa.
2.3 磁场频率对焊缝成形的影响
电弧形态和电弧压力的改变必然会对焊缝成形产生影响,本文对焊接过后的焊缝成形进行了检测.图3为不同频率磁场作用下的焊缝外观.
由图3可见,当施加磁场频率为20 Hz时,焊缝几乎不能成形,即不能完成焊接;当施加磁场频率为60 Hz时,焊缝表面鱼鳞纹比较稀疏,成形不美观,焊缝外观成形质量不如无磁场作用下的情况.当继续增加磁场频率时,焊缝表面鱼鳞纹开始变得致密均匀,且频率越高焊缝表面的鱼鳞纹形态越好.焊缝外观成形质量在磁场频率为1 000 Hz时最好.

图3 不同磁场频率下的焊缝外观Fig.3 Weld appearances under different magnetic field frequencies
图4为不同频率磁场作用下焊缝熔深和熔宽.
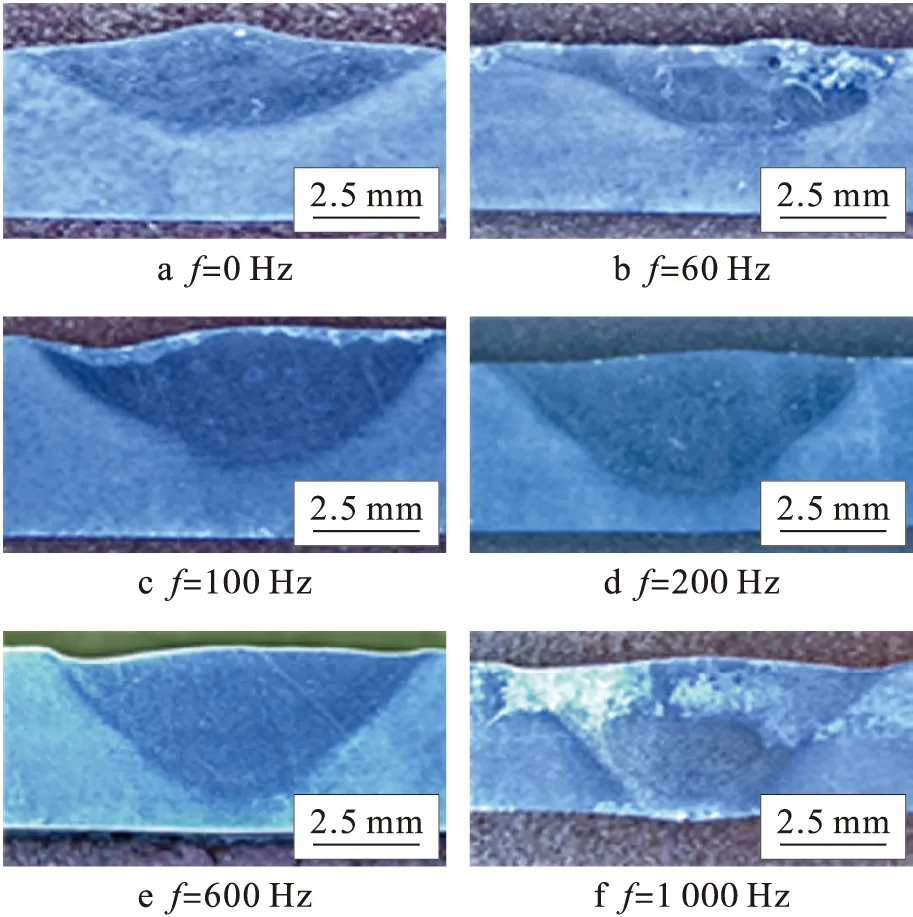
图4 不同磁场频率下的焊缝熔深和熔宽Fig.4 Weld penetration and width under different magnetic field frequencies
由图4可见,未加磁场作用下焊缝熔深较浅,熔宽较宽.当施加磁场频率为60 Hz时,熔深变浅,熔宽变大,而且有气孔出现.当继续增加磁场频率后,焊缝熔深明显变大,熔宽变小.施加磁场频率为1 000 Hz时熔深最深.
为了使上述实验结果得到更加直观准确的表达,本文对不同磁场频率作用下的焊缝熔深、熔宽分别进行多次测量取其平均值,并采用线性拟合法绘制了熔深、熔宽随磁场频率变化的关系曲线,结果如图5所示.
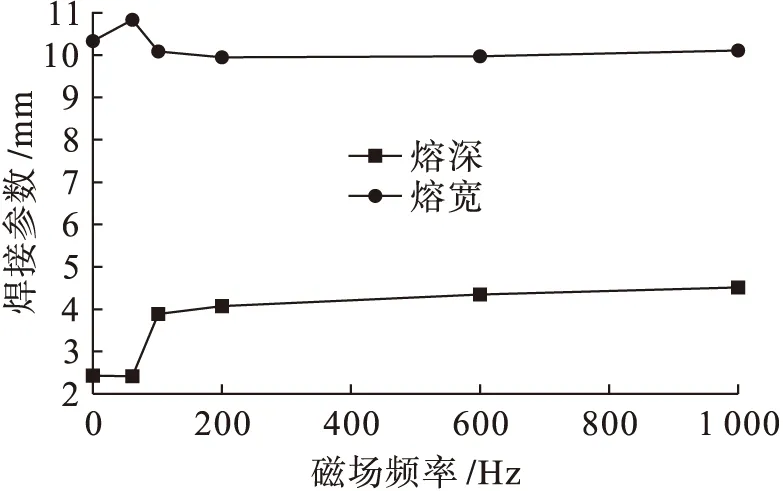
图5 熔深和熔宽随磁场频率的变化曲线Fig.5 Changing curves of weld depth and width in relation to magnetic field frequency
由图5可见,当磁场频率超过100 Hz后,其对熔宽的影响并不是很大,但相比于无磁场时熔宽变小.当磁场频率为60 Hz时,熔宽变大,熔深略微减小,此时焊缝深宽比最小,焊缝成形质量最差,这是由于在60 Hz磁场频率下磁场对电弧的约束力较小,电弧形态相对于自由状态时发生旋转扩张,电弧能量不集中,造成熔深变小,熔宽变大.之后焊缝熔深随着外加磁场频率的增大而逐渐增大,当施加磁场频率为1 000 Hz时,达到最大值,此时焊缝的深宽比最大,焊缝成形质量最好.
3 结 论
通过实验分析可得到如下结论:
1)在尖角磁场作用下TIG电弧发生旋转,随着磁场频率的增加电弧形态先扩张再收缩,电弧形态逐渐趋于稳定状态.
2)在尖角磁场作用下TIG电弧压力呈单峰对称分布,电弧中心压力在一定磁场频率范围内增大.
3)随着不同频率磁场作用下电弧形态和电弧压力的改变,焊缝的外观、熔深和熔宽也发生变化.在一定磁场频率范围内,焊缝表面鱼鳞纹变得更加均匀致密且美观,且熔深增大、熔宽减小.
4)适宜的尖角磁场可以提高TIG焊的焊接质量和焊接效率,从而实现利用TIG焊外加尖角磁场对厚板的焊接.
猜你喜欢
航空制造技术(2022年10期)2022-07-16
陶瓷学报(2021年4期)2021-10-14
奥秘(创新大赛)(2020年9期)2020-10-10
奥秘(创新大赛)(2020年8期)2020-08-27
上海交通大学学报(2020年7期)2020-08-03
模具制造(2019年4期)2019-12-29
奥秘(2019年9期)2019-12-10
滇池(2017年5期)2017-05-19
电子制作(2017年22期)2017-02-02
航天制造技术(2016年6期)2016-05-09
