某车型后挡风玻璃银浆焊接开裂分析及工艺优化
2021-09-25 10:05刘雨阳黄中华
湖南工程学院学报(自然科学版) 2021年3期
刘雨阳,黄中华
(1.上汽大众汽车有限公司,上海201805;2.湖南工程学院 新能源汽车轻量化湖南省工程研究中心,湘潭411104)
0 前言
后挡风玻璃是汽车的重要组成部分,主要由玻璃原片、油墨、加热银浆丝、天线、接头、垫块、嵌条等附件构成,后挡基础结构如图1所示.

图1 后挡玻璃结构图
玻璃油墨陶瓷通过排版印刷覆盖在原片玻璃边缘四周,加热烧结后覆在玻璃表面,该油墨层具有很强的耐酸性能,及光线遮盖功能,可以遮盖内饰达到美观作用.
加热银浆丝通电后具有除雾功能,加热银浆主要构成为银粉,玻璃粉,树脂,溶剂等.通过高温烧结的方式按照排版一部分成线性直接覆盖在玻璃原片中部,其他覆盖在油墨层表面,银浆丝相互连接后,形成必要的电路回路.再使用焊料,将通电接头焊接在玻璃表面的银层上面,连接车身电路.
1 问题现象分析
在前期项目的数据中发现某车型后挡风玻璃存在个别车辆的开裂现象.集中部位在接头与玻璃银浆焊接处,其局部剖面如图2所示,装车的后挡风玻璃共有四个焊接接头,分布在玻璃四角区域,数据显示四个接头部位均出现过玻璃本体开裂现象.
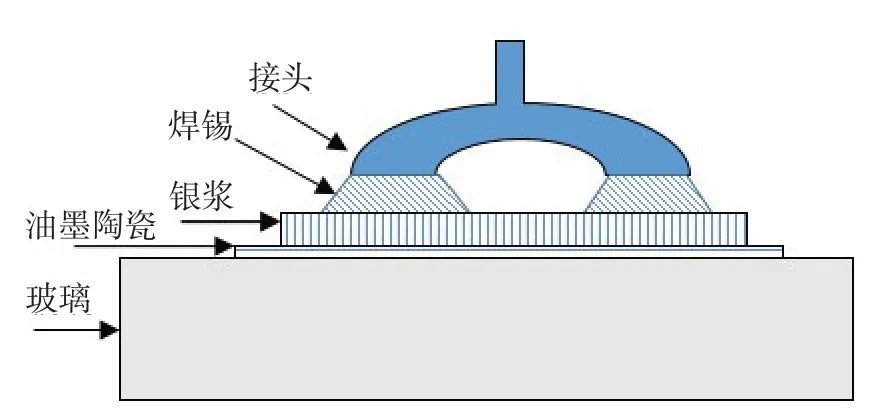
图2 玻璃焊接区域剖面图
通过对开裂具体实物观察,其开裂现象沿着接头焊接区域向原片玻璃外展开,如图3所示,针对此问题,以鱼骨图方法进行全面质量管理展开分析.

图3 玻璃焊接区域开裂图
人的因素包括工人在焊接过程中操作不规范、做事流程不到位、工程师的专业知识不足.
机器设备的因素包括焊接设备的输出温度公差大,导致无法满足焊接所需温度区间,焊接时间不可控,导致加热时间过载等.测量的因素包括,焊接接头法向的拉力或者剪切向的力不能实时识别检测,当下出厂标准不能反映长期使用状态.
材料的因素主要包括,不同焊锡的种类,其Sn、Ag等成分的配比对于焊锡的熔点的影响,及其对于焊接后强度的影响[1];热线银浆的种类及其物质配比,热线银浆的耐久性能、抗硫化性能对于其力学性能的影响[2];原片玻璃本体的材料性质[3].
环境因素包括温度湿度的影响[4].法的影响因素更为复杂,玻璃表面周边的压应力与内部张应力的平衡性,玻璃表面焊接部位对应尺寸的平面度,主机厂装配过程中是否有不利干涉,焊锡的溢出对于周边物质的影响,银浆块的焊接厚度,焊接结构[5]等.开裂分析鱼骨图如图4所示.
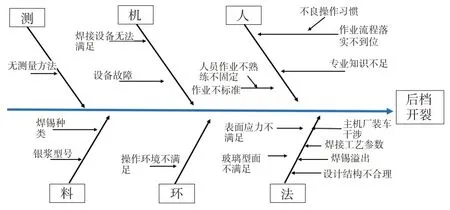
图4 开裂分析鱼骨图
以上作为一个完整的系统分析模型,对众多影响因素进行了初步试验.以焊锡和玻璃银浆的种类为例,进行了不同型号主流品种的验证与组合,其实验结果表明对开裂影响较小.诸如此类的众多前期验证,找出要因与非要因.
最终选取了影响程度最大的因素在文中作为重点阐述.
2 焊接位置优化
观察实际开裂的缺陷件,实物焊接区域发生了越界现象,由于焊接工艺不合格,焊锡会溢出银浆层,从而发生焊锡与玻璃直接焊接接触的状态,如图5、图6所示.
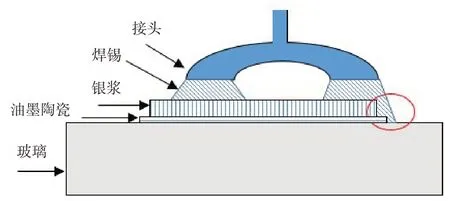
图5 焊锡越界直接接触玻璃示意图

图6 实物缺陷,焊锡接触玻璃示意图
整个焊接过程如图7所示,接头端通过焊接机器加热,其焊锡融化将接头固定在银浆层上,若工艺不得当,少部分焊锡越界与玻璃本体直接接触,银浆、焊锡、接头端子、原片玻璃之间完成浸润,自然冷却降温,导致银浆、玻璃焊锡膨胀系数不一致,从而产生应力易开裂.

图7 接头焊接过程图
常温下玻璃膨胀系数[6]为3.3×10-6/℃;银浆膨胀系数为20×10-6/℃;焊锡膨胀系数为25×10-6/℃.在焊接过程中,焊锡、玻璃与银浆同时受热膨胀,后冷却收缩;(1)正常情况下,焊锡只与银浆直接接触,膨胀系数相当,且银浆下部有油墨陶瓷层,也在一定程度上起到了防止温度聚集的作用,焊接工艺在正常状态下不会产生问题;(2)当工艺出现偏差,焊锡外溢时,焊锡与玻璃直接接触,玻璃直接受热,同时少了油墨陶瓷的隔热,玻璃会迅速受热再冷却降温,银浆、焊锡、玻璃几种物质膨胀系数相差大而产生应力.
为了快速验证该焊接效果,进行了严于国标和既有厂家标准的加强型的落箭冲击检验[7]如图8所示.实验设备主要由带有格挡槽的空心钢管,实芯钢箭简易组合构成.其实验过程如下:

图8 落箭实验图
(1)空心钢管一头垂直贴住玻璃的焊接点;(2)金属钢管距离底部端头每隔400 mm、600 mm、800 mm会有一个开口槽,金属隔挡片插入开口槽中控制钢箭的下落高度;(3)待钢箭穿过空心钢管到达指定高度作为降落基准高度,拔出金属隔挡片,让钢箭从基准点自由落体到玻璃表面.
经过多组试验,所用玻璃均为同一员工在标准作业下焊接完成.接头焊正组:其焊锡不会越界与玻璃接触.接头焊歪组:每片玻璃的焊锡均越界3 mm,会接触到玻璃.
以肉眼可见开裂作为判定标准,结果的比例统计如图9所示,锡焊越界,会使得合格率低.
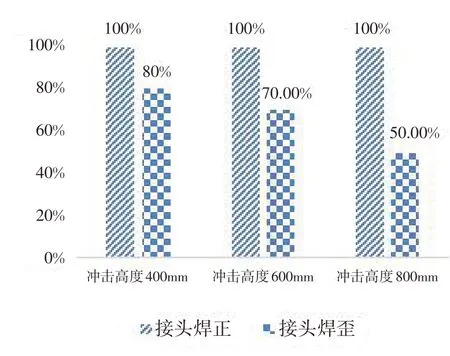
图9 接头焊接正歪与落箭冲击检验合格率图
综上所述,焊接时焊锡必须完全在玻璃银浆区域内,而不得越界直接与玻璃原片接触.针对该缺陷,厂家将焊锡位置往银浆中部移动,且远离玻璃本体,同时制定详细的管控要求与闭环管理.
3 焊接结构设计优化
对缺陷件进一步观察,发现其多数开裂始发处为银浆焊接矩形的四个尖角,再发散至原片玻璃.
天线接头焊接后,矩形银浆块的热传导、焊接时各方向的热传导向四周散发,最终尖角端汇集的热量多,银浆尖角端受到应力集中.
若将银浆块优化为圆形,热传导会均匀传导至端子边缘,减少应力集中.对此进行了Abaqus软件的有限元仿真,如图10、图11所示.

图10 模型建立

图11 135℃时abaqus软件应力仿真结果图
选用主流的银浆、玻璃、焊锡材料参数,模拟焊锡升温至135℃,输出对应的应力值.
矩形与圆形其面积相等.在矩形与圆形银浆块的边缘均布取点,进行应力结果的对比分析.
通过仿真银浆加热后,与矩形的银浆块相比,圆形银浆块轮廓边缘的应力均布且小,如图12所示.

图12 轮廓边缘-仿真应力分布(Mpa)图
于是对设计结构进行了改良,做银浆块形状的对比试验,方案A为矩形块,方案B为圆形块,如图13所示.
进行落箭试验:其落箭高度设置了三种高度:分别为400 mm、600 mm、800 mm,合计进行了60组试验.数据统计,在800 mm高度矩形开始出现开裂,圆形始终完整.其结果显示圆形银浆块比矩形银浆块有更高的合格率,如图14所示.

图14 圆形矩形银浆块的落箭合格率图
后续在批量的车型上依据实际情况,将方形的银浆块优化为圆形.
4 结论
本文通过对某车型汽车后挡风玻璃开裂现象的分析,从鱼骨图开始展开,选取了对其影响较大的因素进行了分析、实验、优化;分析了焊接工艺过程中焊锡越界的薄弱点,从而进行了工艺优化与银浆块结构的改良,从整体上对后挡风玻璃的焊接开裂现象进行了一定的优化与改善.
猜你喜欢
绿色包装(2022年9期)2022-10-12
公民与法治(2022年10期)2022-10-12
中国制笔(2019年2期)2019-11-18
妇女(2019年5期)2019-07-02
现代企业(2019年2期)2019-03-27
作文·初中版(2017年10期)2017-10-25
故事会(2017年9期)2017-05-08
优雅(2016年9期)2016-09-06
现代防御技术(2016年1期)2016-06-01
诗歌月刊(2015年11期)2015-12-23