大型数控插齿机液压主驱动系统分析
2021-09-24 08:44江薇
内燃机与配件 2021年18期
关键词:系统设计
江薇
摘要:为了满足产品生产的高质量和高品质,需要考虑产品对插齿机的要求,提升齿轮加工的精度和质量,从而带来更好的经济效益。液压系统是数控插齿机主运动驱动,能有效改进原有的曲柄连杆系统带来的急回特性问题。液压驱动能实现无极调速功能,输出的扭矩相对较大,从而扩大了插齿机刀具变速的范围。在工作过程中也不会因为刀具停止带来扭矩失衡等机械事故问题。大型插齿机切削力、长度和稳定性的要求不断提升,需要对数控插齿机液压驱动系统设计加以改进。文章简要分析了大型数控插齿机液压主驱动系统及设计。
Abstract: In order to meet the high quality and high quality of product production, it is necessary to consider the requirements of the product on the gear shaper, improve the precision and quality of gear processing, and thus bring better economic benefits. The hydraulic system is the main motion drive of the CNC gear shaper, which can effectively improve the quick return characteristics of the original crank connecting rod system. The hydraulic drive can realize the stepless speed regulation function, and the output torque is relatively large, which expands the range of the gear shaper tool speed change. In the working process, there will be no mechanical accidents such as torque imbalance caused by the tool stop. The requirements of cutting force, length and stability of large-scale gear shaper are constantly increasing, and it is necessary to improve the design of the hydraulic drive system of CNC gear shaper. The article briefly analyzes the hydraulic main drive system and design of a large-scale CNC gear shaper.
关键词:数控插齿机;液压主驱动;系统设计
Key words: CNC gear shaper;hydraulic main drive;system design
中图分类号:TG61+3 文献标识码:A 文章编号:1674-957X(2021)18-0096-02
0 引言
機械加工业的不断发展,机械零部件的精确度要求不断提升,高精密度加工设备也是现代工业生产的重要需求对象,借助数控技术,提升机械加工的自动化和智能化,减少加工误差。数控机械逐渐替代了传统的机械加工设备,中小数控插齿机的刀架结构主要包括刀轴、滑块蜗轮蜗杆等,大型数控插齿机中,当前结构存在入刀和出刀部位切削速度相对较慢、中间部位的力度相对较小,难以满足市场需求。借助液压主驱动系统,能有效解决大型数控插齿机难以切割大型齿轮等问题。
1 数控插齿机运动原理分析
插齿机主要是采取展成法实现其成型原理,采用专用的插齿刀对齿轮进行加工,这种道具和齿轮具有相同的外形,道具齿牙能形成刀口对机械部件进行切割,在此过程中,刀具沿工件轴线方向做直线往复运动,最终实现切削功能。在刀具和工件多次无间隙运动后,工件表面能形成齿轮外轮廓线[1]。数控插齿机切削运动的特征与普通插齿机一样,主要组成部分包括主运动、展成运动及切入运动。主运动是插齿刀根据轴线方向做直线往复运动,根据插齿刀往复形成的次数表示;展成运动则是在插齿的过程中,插齿刀需要与齿坯保持和圆柱齿轮的啮合运动关系,刀具转过一个齿时,工件也需要转过一个齿。切入运动,主要是插齿时,插齿刀一次进给到全齿深,但会因吃刀太大对刀具和工件进行损坏,因此,在实际运作中插齿刀是逐渐切入的过程。插齿刀对于工件来讲是径向切入运动,数控装置控制刀具对刀点到切入点整个移动过程逐渐切入,等全齿深后停止径向进给,工件转过一圈后,所有的轮齿切削完成,这称之为一次切入[2]。实际工作中,因轮齿全齿深相对较大或者是工件硬度较强,也可以采取二次或者三次切入,切入的比例大小需要结合刀具材料、全齿深尺寸、角度及工件材料等加以综合判断。
2 数控插齿机系统功能需求分析
其一是冲程长度。根据市场发展需求,当前插齿切削的最大切削长度是600mm,有效往复冲程是650mm,且最小的切削长度是60mm,最小往复冲程长度是100mm。其二是最大切削力。根据文献资料研究分析,刀具模数为20,进给深度是15mm时,单冲程的最大切削面积是11.61mm2。这个切削面积也可以作为机床的切削参数,工件的最大剪切应力预设可以为:Deta=3137MPa。其切削力为36.42kN。其三是切削的速度设计。在具体工作中,液压缸活塞杆会影响到油缸上下油腔的面积,根据这一特点,可以采用改变刀轴下行切削运动与上行空程运动的时间比例的大小,减小其影响。根据油腔截面积的比例,将截面积与时间比例逐渐靠近1:2,同时还要确保数控插齿机满足下行和上行时间比例2:1的冲程运动[3]。结合油缸活塞摩擦特点,其最大连续往复运动的速度最大值设置为28m/min,在分析机械加工特性的基础上,确保插齿切削的速度保持在10m/min。上行最大速度为25m/min,下行最大速度为12.5m/min。其四是其它功能需求。要考虑平衡活塞杆连接的刀轴和滑块自重800kg,油缸活塞在最高点和最低点中任意两点之间做往复运动,因此,可以在任意设定的位置,确保活塞停止运动。油缸内置位置传感器的分辨率可以为0.005mm,此外,油缸的有杆腔和无杆腔都有压力传感器,液压系统能确保下滑截止阀下滑的功能。
3 基于液压驱动的数控插齿机运动方案设计
运动方案设计过程中,需要考虑插齿机运动是否能确保产品的要求,还要考虑数控插齿机与原有的插齿机的占地面积、经济性等方面的问题。对于插齿刀和齿坯运动主要由哪些工件和刀具完成,涉及到插齿机运动功能的分配问题,这与插齿机本身的控制方式无关,但是与插齿机的布局有很大关联。
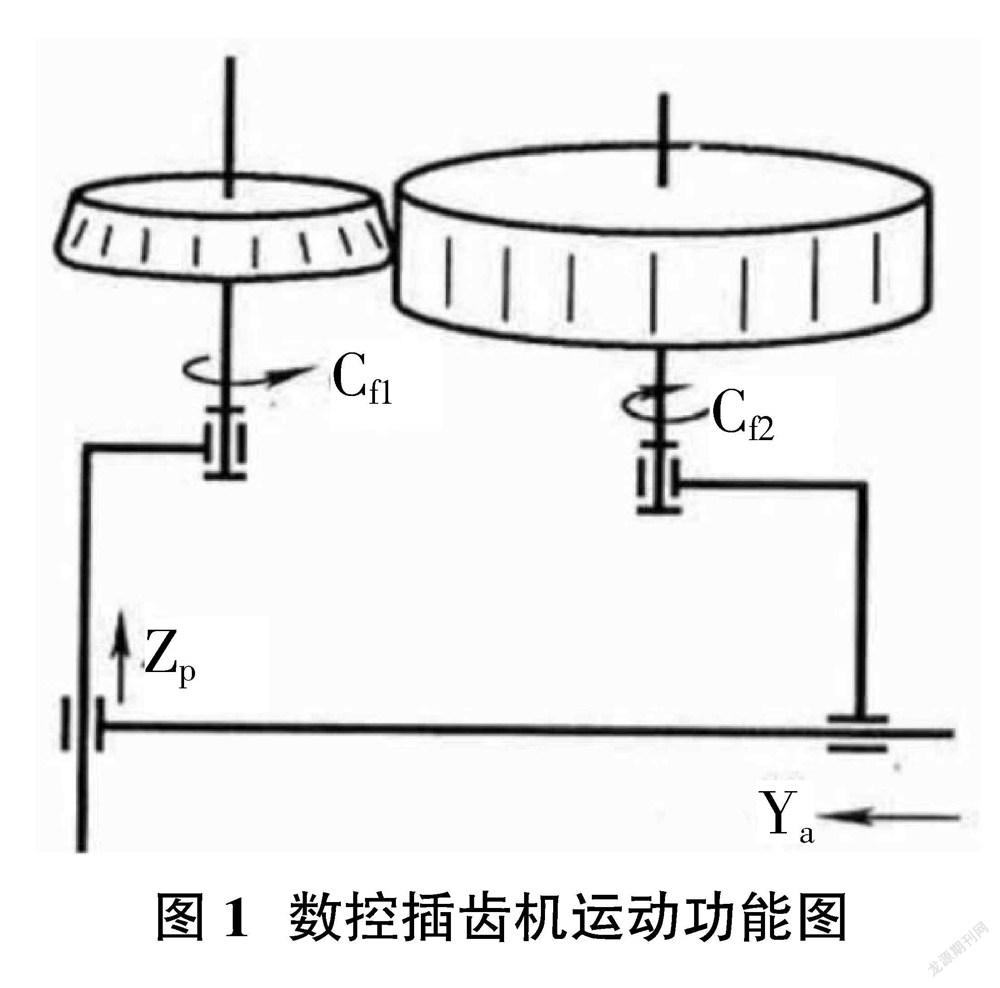
3.1 运动方案的选择与设计 数控插齿机主要采用曲柄滑块机构,其中的伺服电动机通过齿轮传动带动曲柄连续转动,当连杆传递到滑块上,插齿刀上下往复运动,最终形成插齿的主运动。曲柄滑块机构中,其长度会影响到滑块行程的长度,连杆的长度则对滑块的位置设定产生影响,在实际工作中可以借助ADAMS软件仿真后测量滑块移动的速度[4]。滑块移动的速度在一定周期内具有变化性,要确保插齿速度均匀,在速度测量中可以选择速度曲线谷点或者是中峰点附近的速度,将其作为插齿时切削速度曲线。要提升插齿的质量,我国有研究采用双曲柄滑块六杆机构,更好地实现插齿机主运动,对杆长进行仿真优化设计。数控插齿机运动功能设计图如图1所示,其中,Cf1为进给运动、Cf2为展成运动、Zp为主运动、Ya为切入运动。
3.2 液压驱动方案分析 分析数控插齿机主轴的功能,其一是插齿运动液压驱动,二是插齿运动速度无级可调,此外,冲程能实现慢速移动,能在任何位置停止[5]。根据数控插齿机的主轴功能,对液压驱动方案进行优化设计,在插齿刀做切削运动过程中,对阀门、蓄能器、组合调速阀、插装阀等进行调节。
3.3 展成运动方案和切入运动方案 将主运动方案、数控插齿机展成运动和切入运动结合,根据布局绘制最终形成运动方案。插齿机主轴转动过程中,主要涉及到联轴器、蜗轮蜗杆减速器等,工件转动主要是通过减速器、联轴器等机构,工作台由涡轮的带动下,带动工件旋转。工件转动需要符合展成运动的要求,这主要是由控制系统控制实现。要切出全齿,需要工件径向进给,工件由伺服电动机减速器、滚珠丝杆带动下,确保工作台实现径向进给。
3.4 关键技术指标 数控插齿机主要技术指标可以根据Y51160插齿机的技术指标,需要对参数、用途、性能指标等加以说明。具体参数主要是按照Y51160为主要参数,需要注意的是,数控插齿机最大加工直径比机械插齿机小,这主要是大直径内齿轮使用数控铣齿机。最大加工齿宽可增加到380mm。数控插齿机的最大模数为16mm,最大加工齿宽为380mm,刀具往复行程数设置为10-60str/min,径向进给量0-500/分,工作台快速移动速度为1r/min[6]。
3.5 主轴机械系统结构的设计 数控插齿机机械系统,主要涉及到与主轴运动相关的机械零部件构成的整个系统,其中涉及到主运动系统、展成运动系统、让刀运动系统。这三个系统的载荷不同,性质和系统结构设计也存在差异。一是主运动系统结构设计。液压缸的设计主要尺寸包括液压缸的内径、缸长度等设计。内径的设计主要是结合液压缸的荷载量和工作压力计算进行确定,如果压力小于5MPa,活塞杆直径需要设计为缸内径的0.5倍,内部长度的确定,需要根據加工齿轮的齿宽和切入的长度关系进行确定。数控插齿机的连接轴和主轴与普通插齿机相同,可以直接参考普通插齿机的零件尺寸。其二是展成运动系统设计。这个系统主要是二级涡轮蜗杆减速器,减速器中传动零件的尺寸设计,需要结合功率和速度基本参数进行设计,如模数、齿数等,计算涡轮的尺寸并设计其结构。其三是主轴让刀运动系统结构设计。让刀运动过程中,插齿承受的力相对较小,这需要结合装配要求进行确定,结合其工作原理,对让刀机构的构件长度和尺寸进行确定。让刀系统中,一个构件会有多个零件,零件的数量尺寸都需要考虑装配关系。
3.6 主轴强度校核 在了解现有的主轴材料、结构、尺寸和承载力等基础上,对其进行校核。首先是对材料及力学特性、结构尺寸、形状等进行分析。主轴材料需要根据其耐磨性和变形情况分析,考虑主轴插齿中受到的负荷及往复滑动等,对其刚度、强度和耐磨性进行分析[7]。一般来讲,其抗拉强度为1080MPa,硬度为230,弯曲疲劳极限为525MPa。校核方法可以根据轴的扭转强度进行校核,也可以根据轴的弯扭合成强度,对轴结构进行设计。
4 结语
综上所述,对数控插齿机液压主驱动系统设计的研究,需要计算和分析原件的功能和参数,实现对刀轴进行驱动提供复插齿运动,更好地解决大型和精密性齿轮的切削问题,更好地实现系统性能的优化。
参考文献:
[1]王艳君,邓三鹏.利勃海尔LFS1000数控万能插齿机液压系统故障详解[J].世界制造技术与装备市场,2020(02):63-65.
[2]陈湘辉,龙文智,余沛琛.数控插齿机在插削内型面方面上的应用研究[J].机床与液压,2019,47(20):95-97.
[3]李欣.大型数控插齿机液压主驱动系统设计及分析[J].液压气动与密封,2019,39(06):38-43.
[4]李梅,余竹玛.基于正交试验的数控插齿机驱动箱轻量化设计[J].科技创新与应用,2018(20):91-93.
[5]田正阳.高精小模数插齿机传动链误差的检测与分析[D].湖北工业大学,2018.
[6]耿远程,数控插齿机机械传动系统状态监测与早期故障诊断研究[J].湖北省,湖北三峡职业技术学院,2017-11-24.
[7]刘家兰.数控插齿机切齿精度不合格的原因分析及诊断[A].北京理工大学、中国机械工程学会机械设计分会.2017机械设计国际会议暨第19届机械设计学术年会论文集[C].北京理工大学、中国机械工程学会机械设计分会:《机械设计》编辑部,2017:5.
猜你喜欢
电脑知识与技术(2016年26期)2016-11-25
电脑知识与技术(2016年26期)2016-11-24
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年22期)2016-10-18
企业导报(2016年6期)2016-04-21
科技视界(2015年25期)2015-09-01