一种新型结构拉刀设计
2021-09-24 08:44刘亚军杨帆张军锋
内燃机与配件 2021年18期
关键词:工艺
刘亚军 杨帆 张军锋


摘要:本文介绍了一种新型结构拉刀的设计,此拉刀适用于直通内花键非薄壁零件, 由于传统拉削带圆切齿,内花键小径为后续加工定位基准。因为传统拉刀拉削小径,使用传统结构的拉刀会导致零件拉削后,端面跳动以及外圆径向跳动不稳定,拉削后还需要精车加工,增加了加工成本,为此,我们设计了一种新型结构拉刀,此结构拉刀不拉削小径,因此拉刀拉削后,零件端跳径跳不变,这样就无需在拉削之后再增加两道精车工序,降低拉削成本。
Abstract: This paper introduces the design of a new structure broach, which is suitable for all non-thin-walled parts with straight inner spline. Because of the traditional broaching with circular cutting, the inner spline path is the positioning benchmark for the subsequent processing. Because the traditional broach broaching path, the use of traditional structure broach will lead to the parts after broaching, end face runout and the radial runout of the outer circle is not stable, after broaching is completed also need to finish turning processing. Greatly increased the processing cost, For this reason, we have designed a new structure broaching broach, this structure broaching broaching does not broach the path, so after the broaching is completed, the end jump diameter jump almost unchanged, so that there is no need to broaching after the completion of the two finishing processes, reduce broaching costs.
关键词:拉削;工艺;拉刀
Key words: broaching;process;broach
中图分类号:TG715 文献标识码:A 文章编号:1674-957X(2021)18-0057-02
0 引言
下面以某种我司同步器齿毂零件工艺为示例,工艺流程如下:粗车一端——粗车另一端——拉花键——精车一端——精车另一端。
考虑成本问题,现将工艺流程更改如下:精车一端——粗精车另一端——拉花键。
如图1所示齿毂,粗车一端工序定位方式为三爪夹外圆,端面定位,加工内孔及另一端面,以内孔为基准,端面跳动0.02以内。粗车另一端工序定位方式为涨套涨内孔、端面前序车过的端面定位,所以以内孔为基准,外圆跳动也稳定小于0.02。
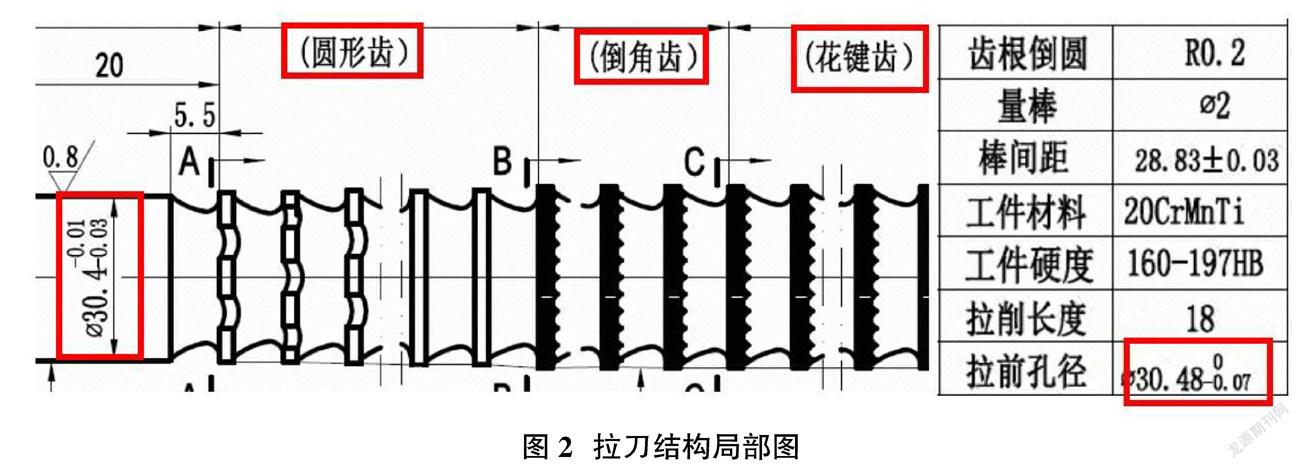
而拉花键时,由于现有拉刀导向定位间隙0.02-0.11(如图2),导致拉削时必须拉削小径,由于小径为后续加工基准,加上夹具与机床配合误差,导致零件拉削后端跳超差。同时,由于定位导向存在间隙,拉削的小径与拉前孔径不同心,导致零件拉削完成之后,以内花键小径为基准,零件径跳超差。故现有拉花键工序完成之后,以小径为基准,零件端跳与径跳超差,需再次精车加工。
1 问题的提出
技术难题:拉花键拉削完成之后,如何保证零件端跳及径跳稳定的达到工艺要求的0.02以内?
2 问题的解决方案
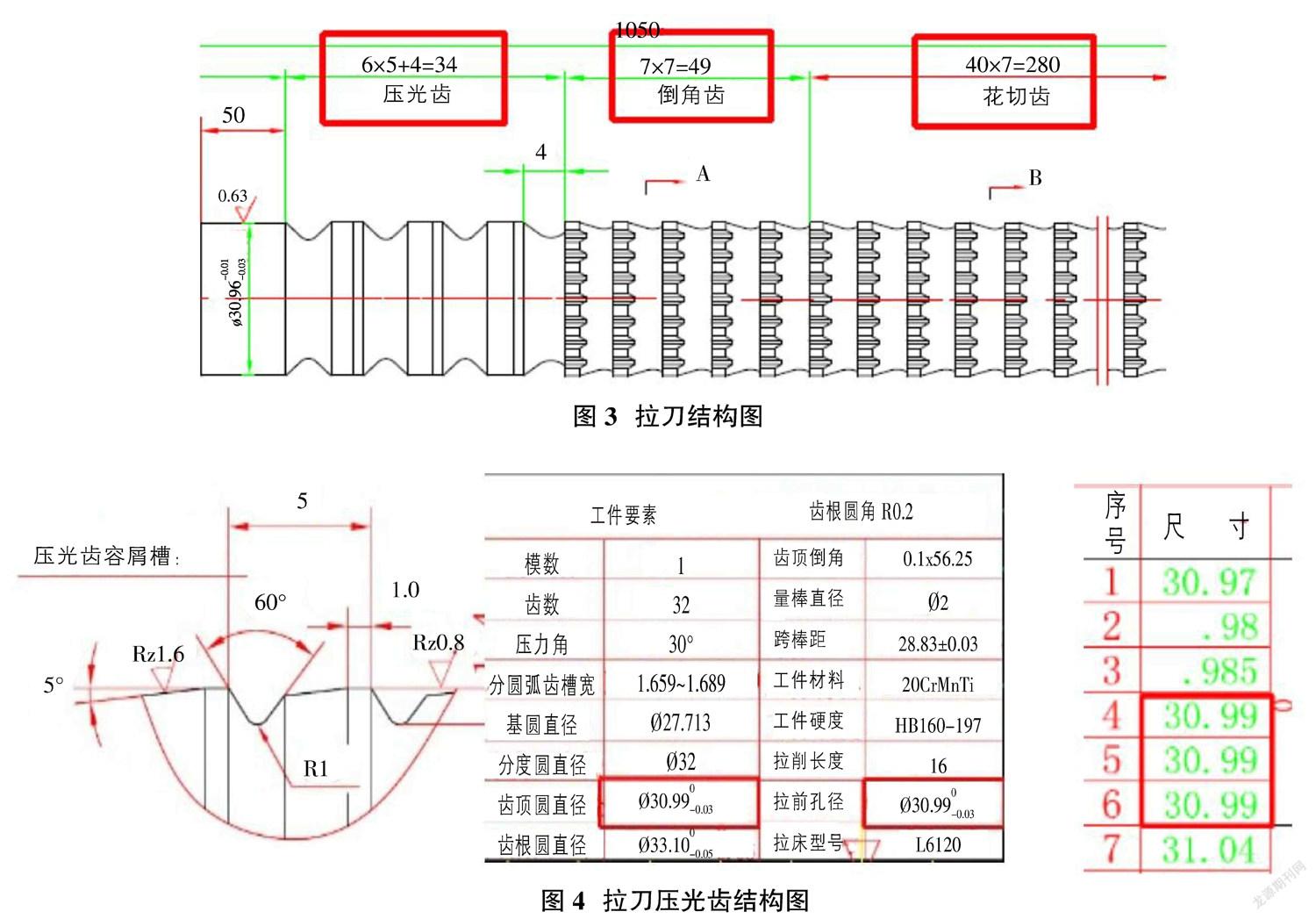
若拉削过程中不拉削小径,则可保证拉削完成之后测量基准不发生变化,则拉削完成之后零件的端跳与径跳即在粗精车工序保证。若直接去掉,由于拉刀导向存在 0.02-0.11 的间隙,可能会导致零件拉削过程中,小径与节圆产生不同心的问题,针对于此问题设计新结构压光齿结构,如图3所示。
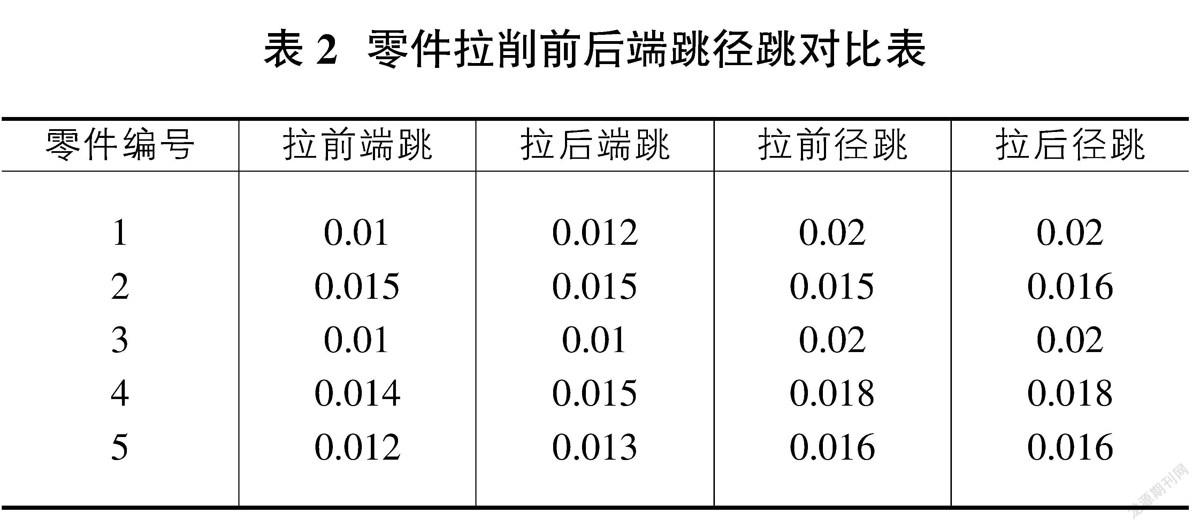
如图3所示为新结构拉刀,新结构拉刀与图2比较,增加压光齿结构。去除圆切齿结构(不拉小径)。压光齿结构为多个同心布置的压光导向齿环。压光齿结构如图4所示,由于拉刀无导向前端面,前角为负值,故压光齿不具备切削作用,压光齿用于拉削过程中导正工件。其中压光齿具体尺寸如图4所示,外径由?准30.97 逐渐增大,最后固定在?准30.99,由于零件的拉前孔徑为?准30.99(0/-0.03)。故零件在经过压光齿结构时,零件属于过盈配合。过盈量为 0/0.03,故不存在拉削间隙,倒角齿及花切齿拉削时,不会存在由于导向间隙而拉偏的现象。由于拉削时,压光齿不存在切削作用,所有拉削完成之后,拉削后小径尺寸不产生变化。所以以小径为基准时,零件的端跳及径跳保持不变。
在拉削完成之后,为了验证零件分度圆与小径是否同心,使用格里森齿测中心,以小径为基准,测量零件周节累积。连续拉削 4 件,测量结果如表1所示。
通过连续四件测量结果可以发现,压光齿过盈导向定位之后,以小径找正,测量周节累积,累积均在 0.02以内,满足使用要求,在对零件拉前拉后的端跳径跳进行测量,测量结果如表2。
由表2可以看出,拉削过程中,压光齿不产生拉削作用,拉前跳动与拉后跳动基本保持一致,满足生产需要。
3 结论
本文通过对同步器齿榖零件现有工艺的分析及研究,设计了一种新结构压光齿过盈定心及不拉小径结构拉刀。解决了拉床拉削后,以小径定心,零件的端跳及径跳超差的问题。既而优化了齿毂零件工艺, 去除了拉削后的精车工序。降低了加工成本,同时生产线上无精车工序,提高生产节拍同时降低了操作工的劳动强度,目前该技术我司已批量应用。
参考文献:
[1]伍宏鹏,林绿胜,张顺琦,等. 基于有限元法的榫槽卧式侧拉床拉刀盒结构设计分析[J]. 现代机械,2020(1):9-11.
[2]陈秀梅.铣头式加工中心自动松拉刀实验装置的结构设计[J].机床与液压,2015(16):5-6.
[3]陈秀梅,杨庆东,杨亢亢. 多轴机床铣头新型自动松拉刀结构设计研究[J]. 机械工程师,2009(10):31-32.
[4]裴宇飞,王腾峤.基于ANSYS的Ω型榫槽精拉刀结构优化[J].中国新技术新产品,2020(6):9-10.
猜你喜欢
锦绣·上旬刊(2022年2期)2022-05-16
锦绣·上旬刊(2022年2期)2022-05-16
电子乐园·上旬刊(2022年5期)2022-04-09
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
科学家(2021年24期)2021-04-25
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
轻兵器(2015年14期)2015-09-10