
智能加药系统在涡北选煤厂的应用
2021-09-17 09:57赵玉龙
电子乐园·上旬刊 2021年2期
赵玉龙

摘要:长期以来,处理尾煤煤泥水所用的药剂均由人工添加,这种加药方式易造成药剂浪费,且职工劳动强度也较大,不利于智能化选煤厂的发展,为此提出智能加药系统研究。本文介绍了浊度计的结构组成、工作原理和使用方法,重点分析了该浊度计通过实时监测循环水的质量智能控制药剂的添加过程,介绍了该系统在涡北选煤厂的使用效果,为选煤厂智能控制浓缩池循环水提供一定的借鉴。
关键词:智能加药;浊度计;循环水;絮凝剂
1、概述
洗水闭路循环及煤泥厂内回收一直是选煤厂正常生产和环保的基本要求,由于煤泥自然沉降速度较慢,因此通过加药加快沉降速度是满足这一要求的有效途径[1-2]。多年来,各研究单位和选煤厂在处理煤泥水的药剂和设备方面进行了有益的探索和实践,取得了一定的成效,但目前针对煤泥水智能加药的研究尚少[3-4]。
我国大多数选煤厂还是以传统的人工加药方式调节药剂用量,岗位司机利用探杆测量清水层厚度和质量,根据生产经验调节药剂量,此种加药方式无法对循环水质量实时监测进而不能精确控制药剂添加量,同时职工劳动强度也较大[5]。本研究以淮北矿业集团涡北选煤厂煤泥水系统为研究对象,通过现代监测仪器为手段开展。
2、涡北选煤厂煤泥水加药现状分析
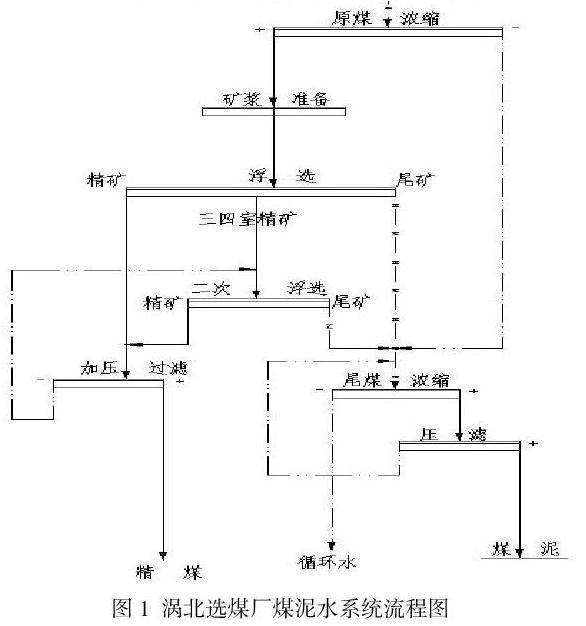
淮北矿业集团涡北选煤厂一期于 2012 年底建成投产,现年生产能力 6. 00 Mt。主要入洗焦煤和肥煤,其煤泥水系统流程如下图1。
涡北选煤厂煤泥水系统存在以下特点:
1)煤泥水的主要成分是浮选尾矿和原生煤泥浓缩机的溢流。由于入洗原煤性质多变,且煤泥水中含有残存的化学药剂,因此其流量、浓度、粒度、粘度、硬度等性质变化也较大,这就使煤泥水的处理具有相当的复杂性;
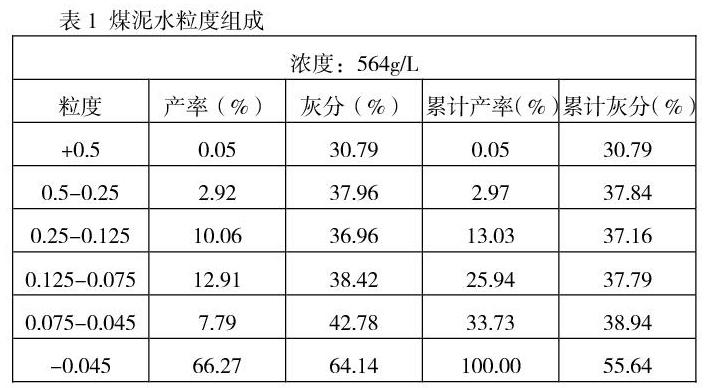
2)尾煤浓缩机是实现煤泥水沉降的设备。表1所示为尾煤浓缩机底流粒度组成,从表中可以看出,煤泥的主要组成是0.25mm以下的高灰细泥,极难自然沉降澄清。实际生产过程中,为了加速煤泥的沉降,涡北选煤厂选用分子量大于1000万的阴离子型聚丙烯酰胺和纯度大于85%的氯化钙。
3)岗位司机不定时到现场手动测量循环水,不能对水质进行实时监测。人员在絮凝剂自动加药机操作面板上手动调节药剂浓度、搅拌时间、给料泵起停,效率较低。岗位司机根据经验调整药剂添加量,由于个人操作习惯、技能水平不同,易造成药剂浪费且自身劳动量较大。
4)药剂添加无计量设施。如果添加的药剂量不够,循环水浓度较大,不能满足主洗用水需求,易造成产品带介等问题;如果药剂量过大,则会造成压滤机成料时间过长、滤饼粘度大难以从滤板上脱落、浓缩机压耙子等问题。
5)每日加药量由人工上传到信息管理平台上,对加药情况进行统计分析时,需人员分煤种、分系统、分时间段摘录数据后分析。
3、煤泥水智能加药系统研究
3.1 澄清水层监测研究
本系统所用浊度计是ASK-3000型,其基本原理为红外散射光技术。光源在被测物中传输时会发生散射,其散射光强度与被测物浓度成正比。在煤泥水中使用时,分析被测物浓度并经过一定的转化即为煤泥水的浊度。
濁度计正确安装方式如图2所示,图中A为传感器,B为传感器与池壁间的最小间距:45cm,C为池深,D为安装深度。浊度计精度较高(小于测量值的10%),测量范围广(0-50000mg/L),安装方便,维护简单,自带清洗装置,不受天气等因素影响,能持续稳定地监测循环水质。
3.2 改造方案研究
依据浊度计所测澄清水层浊度开展絮凝剂加药控制系统研发与改造,现对具体方案进行描述。
首先,絮凝剂自动加药机出料管增加电子流量计一台,尾煤浓缩机增加浊度计一台,流量计和浊度计读数后台可见。每台加药机的S7-200PLC增加1台对应的以太网模块(Cp243-1),并新增1台工业以太网交换机,将S7-200PLC连接到网络中。实现浓度调节、流量调节、药剂泵开停等操作在后台控制电脑上进行。
然后,设定程序,絮凝剂自动加药机流量根据循环水浊度可智能调节。为保证系统的灵活性与可靠性,药剂添加系统设置智能、普通控制两种操作方式。
智能控制模式程序设置如下:
(1)当浊度计读数小于等于1.2时,智能调节系统可将给料泵流量调节至100L/min;
(2)当浊度计读数在1.2至1.8之间时,智能调节系统将给料泵流量调节至120L/min;
(3)当浊度计读数在1.9至2.4时,智能调节系统将给料泵流量调节至130L/min;
(4)由于单台给料泵最大流量130L/min,因此当浊度计读数大于2.4时,系统自动开启第二台加药泵,新开启的泵以120L/min的流量运转;
(5)当浊度计读数大于3.0时,系统自动再开启第三台加药泵,新开启的泵仍以120L/min的流量运转;
(6)当浊度逐渐下降,系统根据设定的浊度值也逐渐关停加药泵或减少药剂量。
最后,生产过程中出现异常情况时,可切换到普通模式完成当班生产。普通模式下,岗位司机在控制电脑上进行药剂泵的开停、流量的调节。
4、现场应用效果分析
4.1 现场应用效果
根据多次试验摸索,正常生产时,浊度计实时监测循环水质量,工作状态稳定。浊度计读数在2.4以下,水质较好,能满足主洗生产要求,需用小剂量的药剂,防止药剂浪费。当浊度计读数在2.4以上时,水质恶化速度较快,有出黑水的可能性,此时应及时加大药量。智能调节模式下,加药系统能根据浊度计反馈读数及时调整药剂量,实现精准加药。
系统可分系统、时段、煤种统计药剂用量,便于管理人员分析,为寻求煤质变化及不同煤种配洗时更高精度的药剂用量提供基础数据。图三为5月21日夜班智能调节模式下,浊度计读数变化图。
4.2经济效益分析
改造后的系统自2021年初投入使用,对比改造前后入洗吨原煤聚丙烯酰胺使用量如表2所示。从中可以看出,改造前后吨原煤药耗下降了约31.6%,按照年入洗量300万吨、聚丙烯酰胺16000元/吨计,年节省成本超25万元,1年可回收改造投资成本。
由于自动加药系统的运行,可减少巡岗职工1名,降低人力成本约7万/年。同时稳定的煤泥水系统更有利于保障生产系统的顺利运行,减少事故台时,可带来的经济效益不可估量。
4.3 社会效益分析
由于自动加药机已纳入后台操作,大大减轻了职工的劳动强度,提高了企业形象,具有较好的社会效益。
结论
通过本研究可知,采用基于浊度计的煤泥水智能加药控制系统能够大大提高煤泥水加药智能化水平,提高企业经济效益,降低职工劳动强度,具有明显的经济和社会效益。
参考文献
[1]王光辉, 匡亚莉, 王章国, 等. 煤泥水药剂自动添加系统研究[J]. 选煤技术, 2011(6):53-56.
[2]王光辉, 匡亚莉, 王传真, 等. 基于Fuzzy-Smith补偿控制的煤泥水自动加药系统仿真研究[J]. 工矿自动化(9):43-46.
[3]邓建军, 张孝逐, 林喆, 等. 基于光电测量的煤泥水自动加药系统研究[J]. 洁净煤技术(2).
[4]蒋国兴. 涡北选煤厂煤泥水处理过程影响因素研究[J]. 内蒙古煤炭经济, No.202(12):190+194.
[5]王守强, 王雪伟, 刘则庆, 等. 新型在线测灰仪在涡北选煤厂的应用研究[J]. 煤炭技术, 2015, 34(1):333-335.
[6]朱干彬. 重介质悬浮液密度闭环控制系统在涡北选煤厂的应用[J]. 煤炭加工与综合利用, No.225(5):44-46.
猜你喜欢
科学导报·科学工程与电力(2019年36期)2019-09-10
科学与财富(2016年29期)2016-12-27
食品界(2016年10期)2016-09-10
科技视界(2016年17期)2016-07-15
当代化工(2016年8期)2016-07-10
房地产导刊(2015年4期)2015-10-21
中国高新技术企业(2015年11期)2015-03-27
中华建设科技(2014年12期)2015-01-28
河北渔业(2014年3期)2014-07-08
卷宗(2013年7期)2013-10-21
