铜包钢线的进展
2021-09-15 05:45苏华光何维浩张永甲蔡西川
电线电缆 2021年4期
苏华光, 何维浩, 张永甲, 党 朋, 蔡西川
(1.上海电缆研究所有限公司,上海200093;2.河北中际物探设备有限公司,河北 保定074005)
0 引 言
铜包钢双金属复合导线是将高导电的铜芯、均匀、致密、连续包覆于高强度钢丝表面,形成紧密的物理或冶金结合。自20世纪50年代以来[1],世界各工业国都在致力于双金属复合线材生产的研究和开发应用,以利用两种不同金属的差异性,制造出比单金属线材性能更为优异的线材。这些国家相继成功地开发了铜包钢线材。在经过多次工艺设备创新后,铜包钢线材的质量达到了相当高的水平,铜包钢线作为一种功能材料,在输电、通信、航空航天、汽车和电子等领域显现出卓越的技术或经济优势[2]。
国内并不缺少铜包钢线的应用,随着技术的发展,传统的铜包钢应用市场有部分减少,新的应用市场产生,而铜包钢技术发展跟不上需求的步伐。下面将介绍国内铜包钢的发展历史及趋势,国内生产铜包钢线应用较多的几家,在质量、工艺水平和生产成本等方面的差异和进展,与国外铜包钢线的比较等内容。
1 铜包钢行业发展历史
本文的铜包钢是用于导体行业的铜包钢,不包括焊丝等产品。
我国复合线材铜包钢的发展历史,可分成三个阶段:
(1)第一阶段
1969年至1985年,国内仅有湘潭电缆厂采用铸轧法工艺生产铜包钢线,这是国内最早的铜包钢生产工艺,运用了前苏联技术,这个工艺将钢棒装在模具中,外浇铸铜液,形成几十公斤的铜包钢坯锭,然后热轧、清洗、拉丝、退火[3],可以生产双零级的铜包钢线。
该工艺采用小模具浇铸,材料利用率低,产品长度受限,成本偏高,已在1990年停产淘汰。
(2)第二阶段
1985年至2001年,由于改革开放,通讯事业迅猛发展,当时邮电部门要求电话线芯导体材料均采用铜包钢或纯铜。因此各省蜂拥而上采用电镀工艺生产铜包钢线材,即用电解电池工作原理的电镀工艺,将块状铜板作阳极“溶解”,然后经电流引导到覆盖在阴极的钢丝上,形成铜层包覆。高峰期年产1 000 t以上的厂家有30余家。电镀铜包钢线材主要用于电话线、有线电视电缆、电子元器件引线等。其具有使用传统工艺设备、生产场所占地面积小、导电率低、镀层薄等优点。其缺点是产品性能差、包覆层薄厚不均匀、易剥落[4]。更为严重的是生产过程中产生的电镀废液造成严重环境污染,成为难以克服的公害。这个时期,哈尔滨电缆厂在引进美国通用电汽公司热浸镀法无氧铜杆生产设备上,经改造,生产出了热浸镀法铜包钢,但未见销售。
1993年,湘潭电缆厂在成功获得了引进包覆法铜包钢的国家项目,但因工厂效益下滑而停止了引进。该阶段,铜包钢线导电率40%的和应用要求较高的场景是进口美国科普威的铜包钢线,该产品采用双铜带热轧成坯工艺,质量优良,但成本高。
(3)第三阶段
2001年至今,为了克服铸轧、电镀工艺生产铜包钢出现长度短、铜层不均匀,拉丝易断线、污染环境等缺陷,适用大长度、高强度、大截面、耐腐蚀复合材料的发展趋势。2001年在上海某公司自主开发包覆法铜包钢生产线获得成功。包覆是将铜带纵向包裹钢丝,在包裹的接口处用氩弧焊焊接成管,后经特殊的轧制、拉丝和退火工艺,让铜和铜结合到一起。2003年形成批量销售,不但替代进口,而且全球销售,产品质量水平与世界接轨。其特点是产品的包覆层厚薄均匀、长度长,特别适合作通信、电子、输电用线材;不足的是成本较高,存在双金属结合难的技术难点。
同时,水平连铸等其他各种工艺也应运而生。水平连铸是在钢丝上直接连续浇铸铜液,在模具中冷却,形成铜包层。在铜钢接触面有合金层,该合金层对导电率有影响。其适合生产大截面、大长度复合线材,复合层厚度可任意选择且结合性能良好。缺点是复合层厚度的均匀性相对较差、有偏芯,不宜做电性能要求高的小规格复合线材。
这个阶段是电镀法、包覆法和水平连铸法3种工艺共占市场。在国内包覆法铜包钢开发之前,国内高端市场都是进口美国科普威的铜包钢线,国内有代理商。但2003年,国内包覆法投产后,价格比美国科普威低,质量性能相同,当时美国科普威的铜包钢线价格一降再降,导电率40%直径Φ0.25 mm的铜包钢线价格为8万/t,国内包覆法的价格为6万/t;当美国科普威的价格降到6万/t时国内包覆法的降到5.6万/t。到2005年,代理商已无法销售,退出了中国市场。2007年,美国科普威的铜包钢产量下降,国内某公司收买了这家原世界最大的铜包钢公司美国科普威双金属有限公司。但该公司产品在国内销售量不大,国内市场基本被国内三大工艺占有,分析原因主要还是成本问题。
下面就几种铜包钢的主要生产工艺、产品质量、生产成本及新产品的开发等进行了综述。
2 国内外主要的铜包钢工艺
国内应用比较多的是电镀法、包覆法和水平连铸法铜包钢工艺。国外用得比较多的是双铜带热轧法,包覆法和热浸镀法。先介绍各种工艺法的关键工艺特点,便于后面的产品质量性能比较。
2.1 电镀法工艺
电镀法工艺是导电率30%以下铜包钢线用得最多的。电镀法生产铜包钢线的工艺流程见图1。
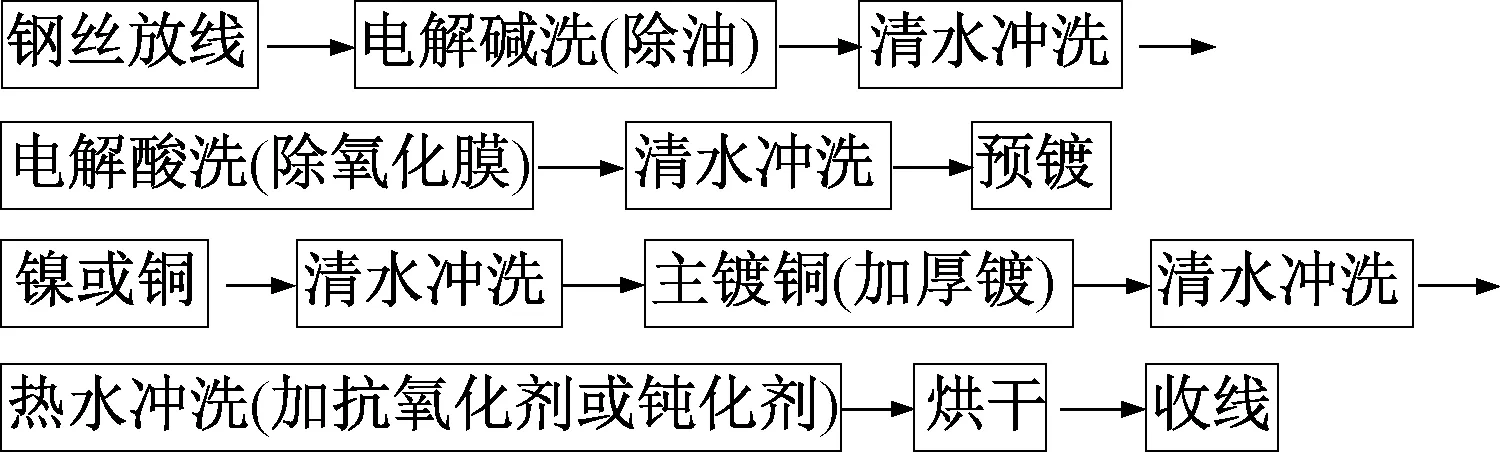
图1 电镀法生产铜包钢线的工艺流程图
由图1可知:该流程主要由三大部分组成,先对钢丝表面处理,除油去氧化层,再预镀铜或镍,主镀加厚铜层,后面清洗,加抗氧化剂或表面钝化剂。
电镀铜包钢的基本原理[4]:将经过前期处理并预镀镍的钢丝浸入电镀液,并在钢丝(阴极)和铜板(阳极)上施加一定的电压。在阳极上,铜板在电解作用下,不断的失去电子并形成游离的二价铜离子游离在电镀液中:Cu-2e →Cu2+,在阴极上,钢丝在电解作用下,使二价铜离子重新获得电子,并沉积在钢丝表面,形成铜包钢线:Cu2++2e →Cu,Cu2++e →Cu+,Cu++e →Cu,2H++2e →H2。
要将铜离子镀到钢丝表面,一定要阻止铁与铜离子直接发生的氧化还原反应。钢与铜离子直接发生的氧化还原反应,是铁基电镀铜要解决的最基本问题,这个过程可表示为:Fe+Cu2+→Fe2++Cu;Fe2+的生成[5],钢丝本身提供电子并转化为亚铁离子意味着钢丝的溶解,也就形成所谓的烂丝,这个过程形成的置换铜层,不涉及电沉积,结合非常薄弱[6]。为了防止钢丝可能的溶解,必须采用预镀。成熟的预镀工艺有氰化物镀、铜镀镍和高磷比的焦磷酸盐镀铜。氰化物镀铜液具有分散性好、镀层致密、附着性强等特点。但国产设备解决氰化物环保问题比较困难,一般采用其它配方。在后续拔丝加工的电镀,以镀镍作为预镀打底比较好。而主镀(加厚)铜则可以采用酸性硫酸盐镀铜[7]或氟硼酸铜/氟硼酸工艺[8]。因此,电镀工艺要提高铜层的附着性、致密性、连续性和稳定性,才能获得优质的铜包钢线材,这是电镀的难点,再者,电镀要提高镀层厚度,难度较大[6]。一般线径只做到φ2.5 mm以下,导电率在20%以下。
2.2 包覆法工艺
包覆焊接法生产铜包钢坯线的工艺过程[7],它主要由原料预处理、包覆焊接和铜钢粘合3部分组成。原料预处理主要是在包覆前对铜带和钢线进行彻底清理,除去表面的油污和氧化物,以保证铜包钢线的能良好粘合。包覆焊接是铜带在进入焊接装置后逐渐成型,在形成圆管过程中将钢线包覆,然后采用钨极氩弧焊将不断向前运动的铜管纵缝的两边焊接起来,形成均匀包覆的铜包钢线坯。铜钢粘合通过专门开发的专用工艺和设备,采用特殊的轧拉工艺,将铜钢粘合到一起,形成良好的原子间紧密结合。包覆焊接法生产铜包钢双金线生产工艺流程见图2。

图2 包覆焊接法铜包钢线的双金线生产工艺流程示意图
由图2可知:包覆焊接法的铜包钢双金线生产工艺流程中的难点之一是大长度焊接,焊接中途停机换焊针后再开机,实现无漏点连续焊接,是良好包覆焊接线的基本要求,在中试阶段就已解决了这个难点。包覆焊接法生产工艺流程中四辊热轧工序截面图见图3。

图3 包覆焊接法生产工艺流程中四辊热轧工序截面图
由图3可知:四辊热轧工序是包覆焊接法铜包钢生产的关键点,四辊热轧让铜层和钢芯粘合一步到位,变形量相对较小实现了双金属的结合。合适的工艺和设备是获得这种粘合良好的铜钢的关键,大变形量使铜钢粘合通常的手段,但这样通常只能生产Φ2 mm以下小规格的线材。只有小变形量使铜钢粘合,才能生产大规格的线材,通过对两种金属粘合理论的研究[1,9],应用于技术开发中,指导工艺和设备进行创新改进,导电率70%的可做到Φ6 mm以下,扩大了生产范围。
2.3 水平连铸法工艺
水平连铸法生产铜包钢线[10-11],主要分为表面处理、钢芯预热、水平连铸和后处理等4个环节。其关键点是水平连铸,其工艺原理见图4。
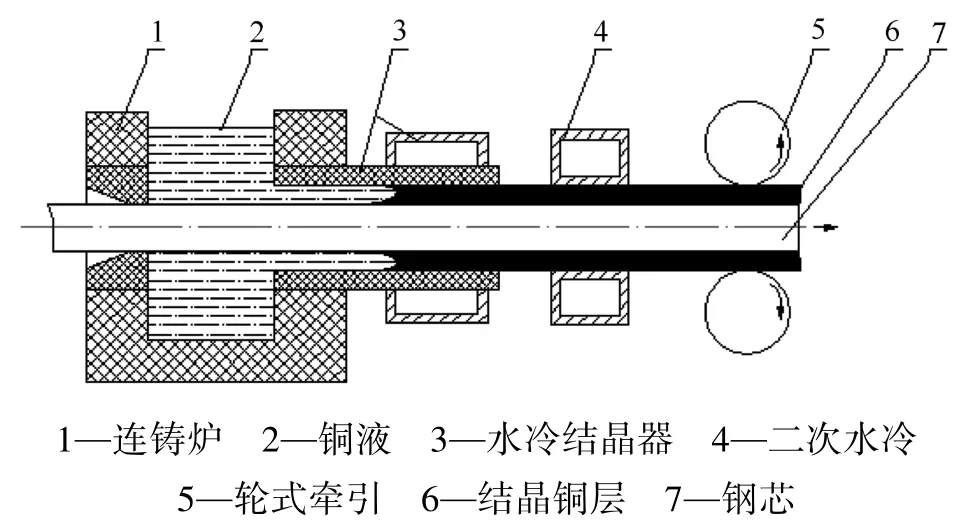
图4 水平连铸原理示意图
由图4可知:经过表面处理预热的钢芯进入连铸炉,在水冷结晶器里铜液凝固成固体铜层,包覆在钢芯上,由轮式牵引拉出,形成连续结晶的铜包钢复合线材。
表面处理是为了得到结合性能好的铜钢界面,在水平连铸复合前必须对钢丝表面进行彻底清理。因此,钢丝首先要通过拉拔模剥去表面的氧化铁皮,然后进入矫直机进行矫直,经过剥皮、矫直后的钢丝再经除油、酸洗、水洗等工序使芯线表面清洁。预热是为了形成良好的润湿环境,减少钢丝吸热,保持金属液温度稳定。连铸是工艺的核心,它把表面清洁的钢丝和铜液通过结晶器的冷却而结合在一起,达到铜包钢线复合的目的。后处理主要是对铜包钢线进行拉拔和热处理,使复合线产生一定的变形,以改善其力学性能、导电性能和表面质量。其中铸造复合是关键,它决定产品的生产效率和质量。
用水平连铸法生产铜包钢线材具有节省人力、自动化程度高、生产效率高等优点。但怎样减小铜钢界面合金层的厚度、减少偏芯,还有待进一步的研究。
2.4 双铜带热轧法
双铜带热轧法[12]是美国科普威的铜包钢工艺,2007年前是世界最大的铜包钢线生产商。该工艺关键点是用二辊热轧,双铜带热轧孔成坯切边示意图见图5。将上下两根铜带和中心钢芯轧合在一起,形成带双“耳子”的铜包钢线坯,然后切除双“耳子”,进行拉拔和退火,制成产品。

图5 双铜带热轧成坯切边示意图
铜带和钢芯在进入轧辊前进行表面净化加热和表面活化处理,铜带与铜带,铜带与钢芯才能形成粘合,在一定的压合变形量下,轧制的铜带向两边辊缝产生宽展,形成了多余的双“耳子”,这是形成良好粘合必需的余量。
该工艺对铜带质量要求高,生产的产品质量好,但工艺控制比较复杂,工艺废料较多,相对成本偏高,在国内市场被低成本的包覆法替代了。
2.5 热浸镀法
热浸镀法是日本在引进美国通用电气公司热浸镀无氧铜杆生产线的基础上开发出了铜包钢线,并用于新干线的接触网导线[13-15]。是一种液-固相复合工艺,其制备原理是将温度较低的钢芯通过熔融的铜液,钢线由于吸热而使液态铜冷凝在钢线表面,制备出具有一定履层厚度的铜包钢线。热浸镀法制备铜包钢线流程示意图见图6[8]。
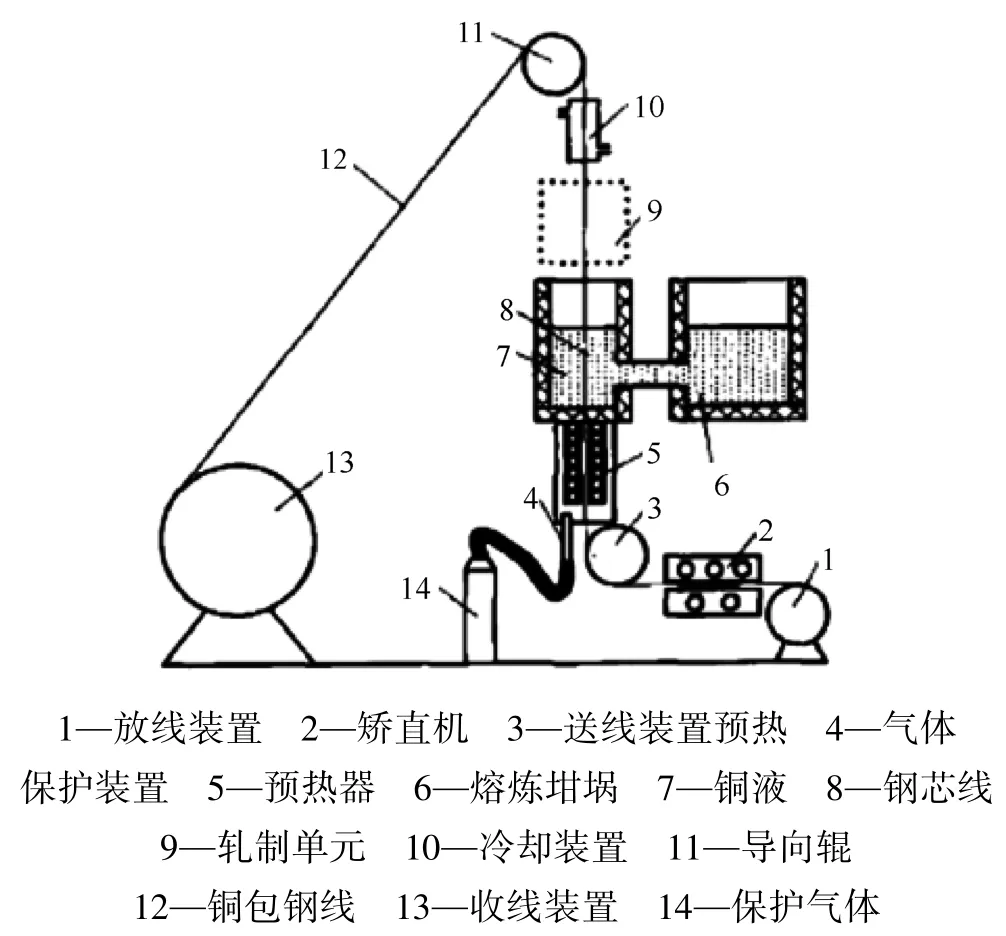
图6 热浸镀法制备铜包钢线示意图
浸镀前,钢芯线首先进行表面处理(机械打磨+酸碱洗+涂助镀剂)以清除表面的油脂、氧化膜并活化表面。表面处理后将钢线预热,预热后,钢线会通过熔融的铜液实现复合。其铜层和钢芯间的结合力好[16-17],可塑性好。与包履法相比,热浸镀法具有加工费用低,铜材利用率高,易得到长尺寸的连续线材或带材;与电镀法比,它可以获得的铜层厚度更厚,且生产对环境没有污染。实际上是钢丝热镀铜与钢丝热镀锌工艺相似,只是一个要镀厚一个要镀薄。
该工艺生产的产品在国内未见销售,可能在国内应用较少。
3 铜包钢产品质量性能特点
国内铜包钢线主要应用的3种工艺,电镀法、包覆法和水平边铸法,产品性能都能在某些特定的范围内符合标准要求,而且有相对的成本优势,都能形成自己的一块市场,为用户提供了可选性,可找到最佳性价比的产品。下面介绍3种铜包钢的结合面结构及其机械电气性能。
3.1 三种铜包钢的铜钢结合面
对3种铜包钢的铜钢结合面作了线扫描分析,其结果如下:
图7是包覆法Φ0.24铜包钢线扫描,铜钢结合面分界线明显,没有形成铜钢中间合金层,电镀法的结合面与包覆法的相似。图8是电镀Φ1.0铜包钢线的横截面,铜钢分界明显。

图7 包覆法Φ0.24铜包钢线线扫描
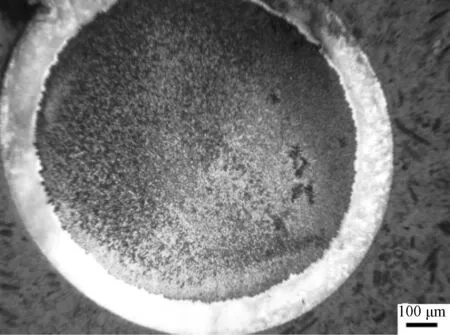
图8 电镀Φ1.0铜包钢线横截面
图9线扫描中铜钢结合面的左边铜层中已熔入了铁、铬和镍等元素,形成了合金层,合金层厚度达到200μm。从图10可看到铜钢界面的合金层。

图9 水平连铸Φ3.0铜包钢线的线扫描数据
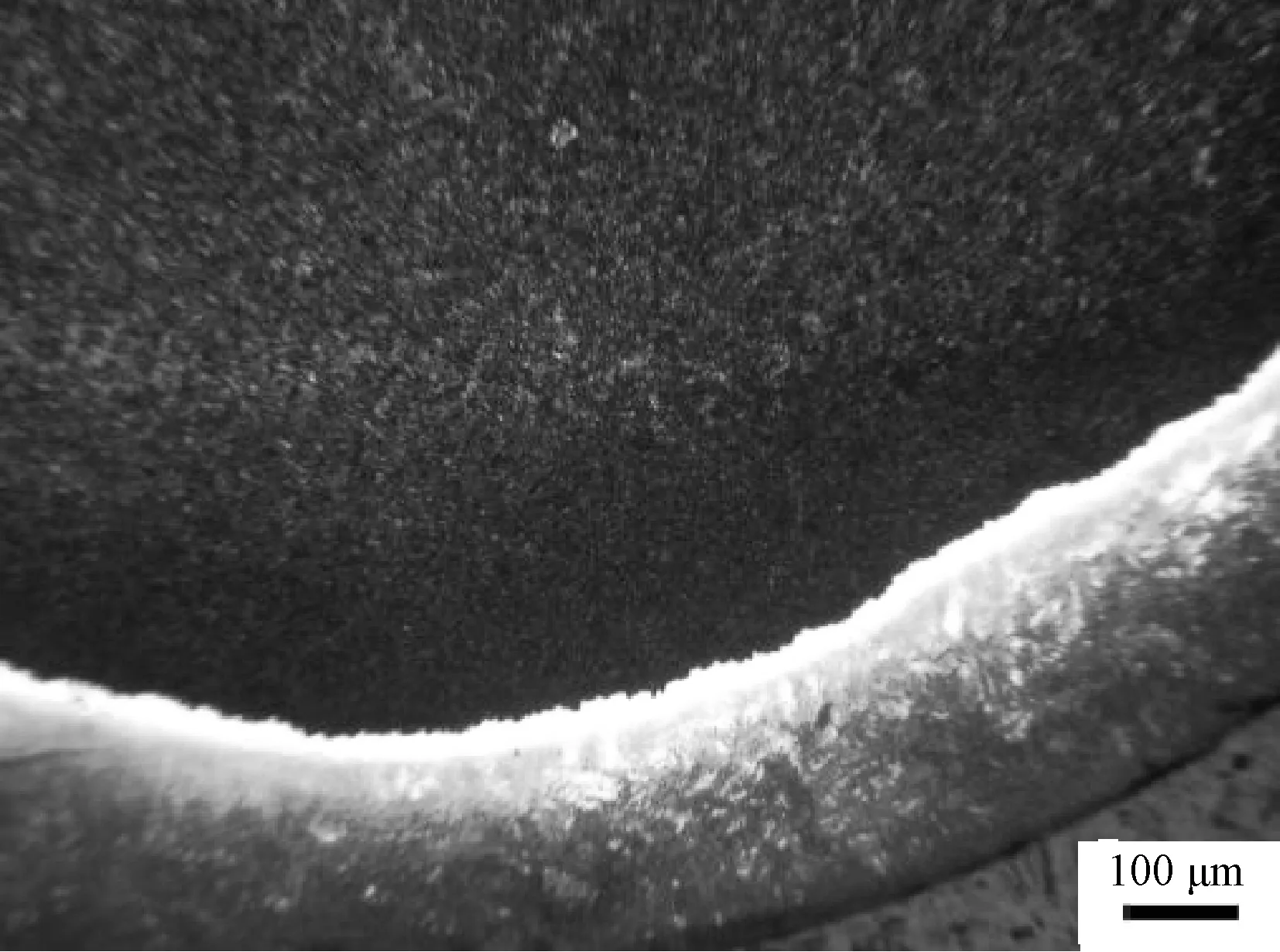
图10 水平连铸Φ3.0铜包钢线
3.2 包覆法与电镀法铜包钢的铜层金相图谱
包覆法与电镀法的铜层金相图谱分别见图11和图12。
由图11和图12可以看出:包覆法铜层有明显的拉伸变形织构,而电镀法是颗粒堆集结构,包覆法组织结构紧密,加工变形量大。从Φ0.24 mm铜包钢丝金相可以明显地看出,电镀法铜包钢的金相图在铜钢金属界面间有一条白线,说明界面可能有杂质或残留电镀液,而包覆法铜包钢就不存在此现象。

图11 包覆法Φ0.24铜包钢线
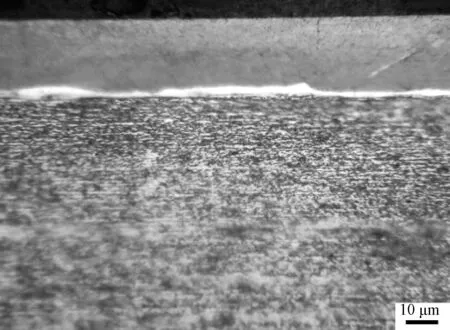
图12 电镀法Φ0.24铜包钢线
3.3 电镀法与包覆法铜包钢的铜层厚度与导电率
将两个Φ0.24样品制成金相试样,经打磨、抛光后在显微镜放大150倍观察并测量其厚度。
按GB/T 3954.2试验方法,用双臂电桥,测得两个样品的电阻;按GJB882A—2002产品标准采用100 N拉力试验机测量拉断力和延伸率,试验结果见表1。
由表1可知:包覆法的平均铜层厚度比电镀法的平均铜层厚度小2μm,但电阻更小,导电性更好,从前面金相可知:铜层组织结构包覆法的是紧密的加工织构,电镀法是颗粒堆集,相对比较松散,导电性能较差,也有可能是因为所用的钢芯的导电率有差异。
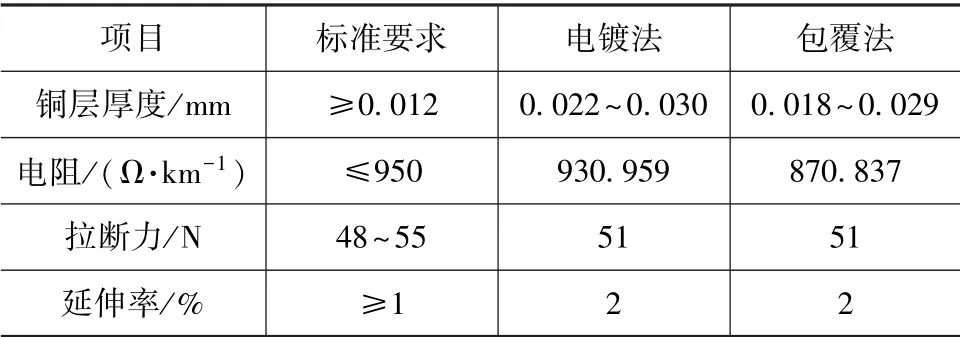
表1 Φ0.24电镀法和包覆法的试验结果
采用电镀法与包覆法生产的产品都符合标准要求,都已被用户采用。
3.4 铜包钢产品标准差异
前面说到在第二阶段,铜包钢只有电镀法的产品供货,产品标准也按电镀法的工艺制定。与国外的标准有差异,国外不用电镀法的产品。铜包钢产品标准差异见表2。
由表2可知:ASTM B452-02为美国标准,YD/T 722-94、GJB882A—2002为国内行业标准,3个标准均没有扭转性能要求。因当时国内电镀法的产品扭转性能达不到要求,只有13~15 r。铜层最小厚度国内标准值低于国外标准值,或因电镀法有点偏芯或镀不厚。GJB882A—2002耐腐蚀规定了每米不超过5个孔隙,这是按电镀法工艺制定的标准,采用包覆法铜包钢线进行试验,根本没有孔隙。所以电镀法的缺陷是明显的。

表2 铜包钢产品标准差异
自2010年以来,电子行业的标准SJ/T11411《铜包钢线》,将扭转试验加入标准中,但铜层最小厚度只有直径的3%和5%,导电率分别为30%,40%,比1994年标准9%还低,部分原因是水平连铸的铜包钢偏芯比较多。
3.5 包覆法、电镀法和水平连铸法特点
国内用户一般都按标准采购铜包钢产品,不考虑铜包钢产品的生产方法,但国外不用电镀法的铜包钢,对生产工艺方法有限制。前面分析了3种工艺的一些差别,下面是3种铜包钢生产工艺的比较,见表3。
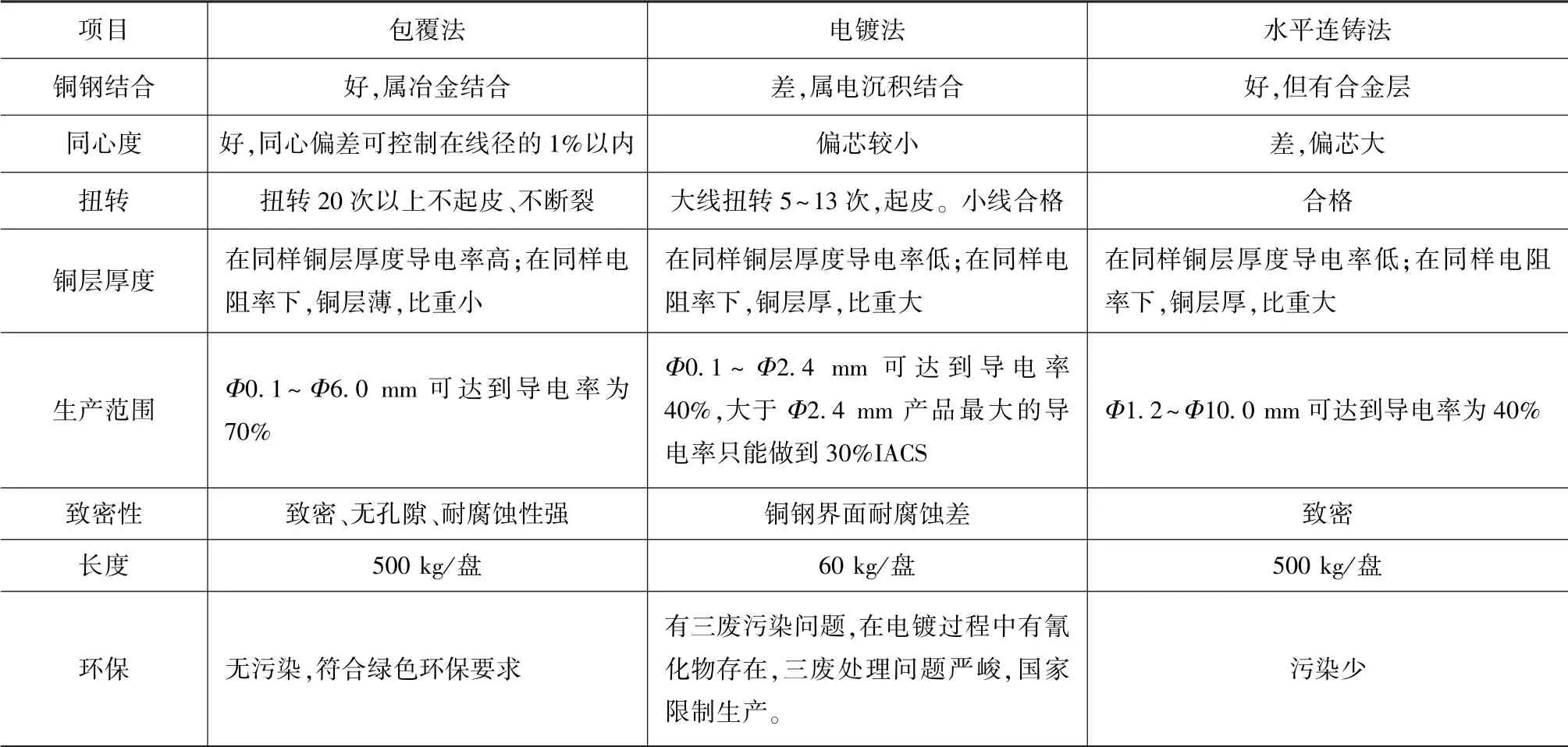
表3 不同生产工艺的铜包钢产品的比较
由表3可知:铜包钢性能最好的是包覆法,电镀法在导电率30%以下的小规格线成本较低,水平连铸因偏芯大不能做小线,大规格优势大,但成本较高,因铜钢界面的合金层降低了铜层的导电性。
尽管国内铜包钢线还存在各方面的问题,但与纯铜线相比还是有较好的性价比优势。
3.6 铜包钢线与铜线性能比较
铜包钢产品具有不可替代的优越性。铜线作为一种金属导体被人广泛应用于通信和电力工业中,但其本身也存在无法克服的缺陷。铜包钢线与铜线性能比较见表4。
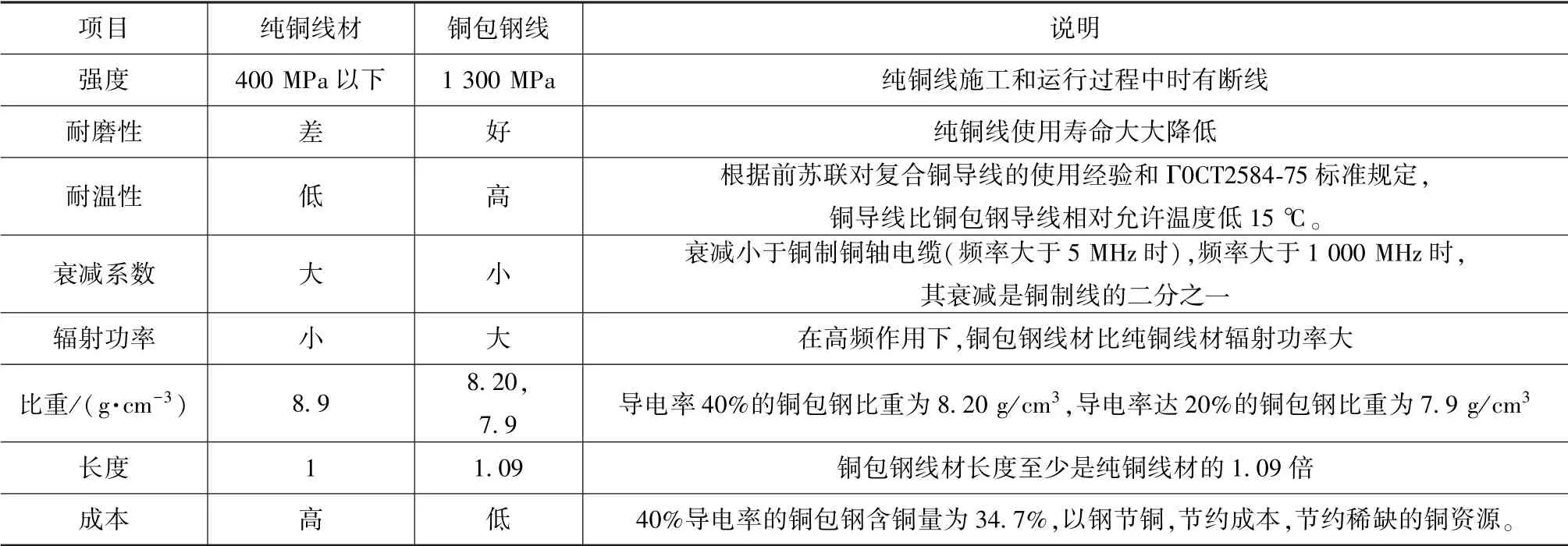
表4 铜包钢线与铜线性能比较
由表4可知:铜包钢线具有的性能和成本优势,用铜包钢取代纯铜线,对于导电率20%和30%的铜包钢,含铜量更低,成本优势更大,电镀法工艺在这一块占有较大的市场[11]。但是,对于出口和高端应用,包覆法工艺在市场上占有率高。
4 包覆法铜包钢产品
能够与国际接轨的只有包覆法铜包钢产品,包覆法铜包钢可以按照美国、英国、法国和德国等先进标准生产并出口这些国家,铜包钢还可以做成镀锡或镀银铜包钢产品,满足相关用户需求。
4.1 电子产品用铜包钢线
电子产品用铜包钢线,采用美国标准ASTMB452-02生产。主要的规格性能见表5。
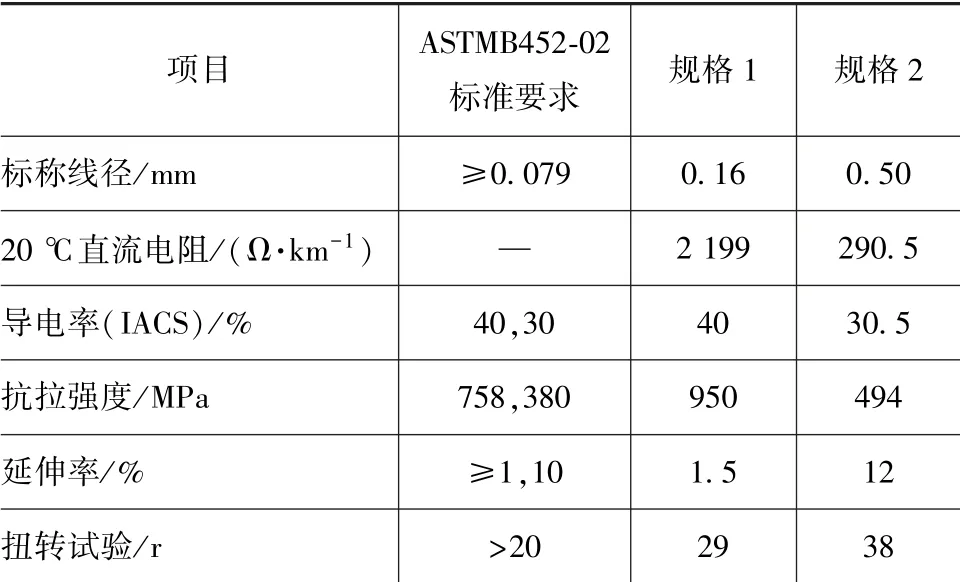
表5 电子产品用铜包钢线的试验结果
由表5可知:导电率40%硬态和导电率30.5%软态的两个铜包钢线,性能均符合美国标准ASTMB 452的要求。
4.2 镀银铜包钢线
用于高频导线和特种电缆导线,导电率30%的镀银铜包钢线(样品1)、导电率40%的镀银铜包钢线(样品2)的卷绕试验结果见表6。

表6 导电率30%,40%的镀银铜包钢线的结果比对
由表6可知:卷绕试验是试验镀层的附着性,延伸试验是试验线材的延展性。这是一家英国公司的用户标准,指标比较先进,直接为这家公司提供线缆导体,但铜包钢坯线必须是包覆法的铜包钢线。
另外还有镀锡铜包钢线,用于电子线缆方面,本文不再列出。本单位开发的包覆法铜包钢产品与美国、欧洲等国家相比,产品质量优,成本适中,是经过了多次保质量、降成本的工艺、设备和原材料改进开发,具有一定的市场竞争力。
5 铜包钢产品的发展趋势
随着3G、4G、5G移动通信技术的发展,固定电话用量在减少,加上光纤的大量使用,用于固定电话的下户线和通信线路的铜包钢线用量减少。同时,因质量、特别是环保要求提高,许多厂家被关停。剩下的电镀厂家,在质量和环保方面,都取得了重大进步,但成本也相对提高了。
2010年以来,铜包钢出现了新的应用,用铜包钢替代镀锌钢棒作接地网,具有成本及质量优势。铜包钢接地棒,规格大到Φ25 mm,铜层厚度不管规格大小,常用的都是0.25 mm,这个应用,给目前电镀法、包覆法和水平连铸法等3种生产方法均带来了问题,大规格不适合成盘收放(即是用大直径盘,后面校直难度大),无法大长度连续生产。现有工艺不能满足铜包钢接地棒的要求。铜包钢接地棒的主要规格见表7。
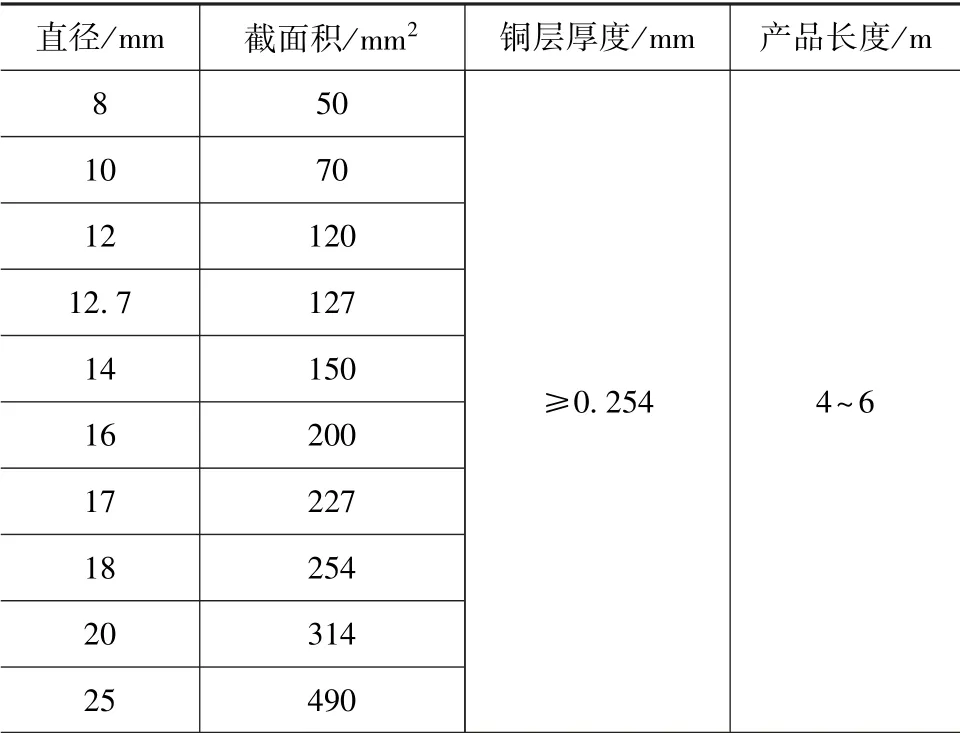
表7 铜包钢接地棒常用规格
表7是铜包钢接地棒常用的规格,其它可定制,铜层厚度分别为0.33,0.55,0.80,1.00 mm等。尽管这些年,电镀法、包覆法和水平连铸法等3种铜包钢生产工艺技术都在进步,但还是跟不上市场需求的步伐,表7中的直径大于Φ8 mm的产品,电镀法和水平连铸法可以生产,但产品质量难以控制。电镀法可能出现容易腐蚀,产品使用寿命短;水平连铸法存在偏芯增大的问题;包覆法不能生产以上的规格产品。开发成本、质量适合的铜包钢接地棒,是铜包钢面临的新问题。
6 结 论
目前,电镀法、包覆法和水平连铸法能满足除了接地棒外的所有铜包钢的高、中低端用途外,具有良好的性价比。随着目前铜价不断升高,用途还可以扩展。
现有工艺电镀法,用于铜包钢接地棒只能镀了直接用上,不能对铜层进行轧、拉等深加工,镀层致密性差,埋在地下易被腐蚀,但通过表面的工艺处理还是可以使用的。水平连铸法可以做大规格,但比电镀法的成本高。
开发成本低的优质铜包钢接地棒,可能的方案是改进的热浸镀法、双铜带热轧法和套管热加工法[17],扩大规格需要大型加工设备,因此成本不会低。
必须在成本和质量之间找到平衡点,工艺和设备的创新,短流程,低成本,新的工艺路线:采用单模电磁浇铸铜包钢坯棒,形成类似于加工组织的铜层致密结晶,再用拉床直拉2道,即形成所需产品,棒的头、尾不要去掉,接地棒安装现有的接头技术可有效把棒的头、尾利用起来。该工艺是目前成本低、质量好的方法。
猜你喜欢
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2021年8期)2021-05-16
家庭影院技术(2020年11期)2020-12-28
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
家庭影院技术(2020年4期)2020-05-21
世界有色金属(2020年4期)2020-05-16
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
黄河·黄土·黄种人(华夏文明)(2018年7期)2018-07-24