车轴轴身漆膜脱落的工艺分析
2021-09-14 02:42:26高成张龙波王峰
内燃机与配件 2021年17期
关键词:工艺分析
高成 张龙波 王峰






摘要: 文章主要介绍了车轴轴身油漆漆膜脱落后,进行工艺分析的过程,采用的技术手段及处理结果。汽车、内燃机等其它需要油漆防护的产品也可以参考。
Abstract: This paper mainly introduces the process analysis, technical means and treatment results after the paint film falls off the axle body. Automobile, internal combustion engine and other products that need paint protection can also be referred to.
关键词: 车轴轴身;漆膜脱落;工艺分析
Key words: axle body;paint film;process analysis
中图分类号:U471.14 文献标识码:A 文章编号:1674-957X(2021)17-0037-02
0 引言
在高速列车、城轨地铁项目上,车轴防护不再像大铁路项目那样采用清漆进行防护,而是采用防腐性能更强、作业要求更高的油漆。由于车轴轴身表面光洁,对油漆前处理及油漆本身要求很高,故借某批次轴身漆膜异常脱落的机会,来查找影响车轴油漆的项点就很有必要。
1 背景介绍
某公司在某批次车轴日常抽查时,发现该批次车轴漆膜附着力不合格,漆膜在划格测试时出现漆膜翘起、掉落现象,用手挤压时,漆膜被轻易粉碎,韧性很差。
2 工艺分析
引起漆膜大面积脱落的原因一般是油漆本身质量问题、工件表面质量问题(表面清洁度不够、粗糙度太低等)、油漆调配过程中失誤等。
2.1 全检 查找喷涂记录,查找该批次车轴喷涂时作业环境、油漆批次号、操作者等信息,并对该批次16根车轴进行附着力全检。调查发现,该批次车轴喷涂环境为温度31℃,相对湿度60%,均在工艺要求范围内;对该批次油漆也进行了复验,复验结果合格;该批次油漆操作者有三年工作经验,作业当天也未发现异常。附着力检测时,每根车轴在不同截面选三个区域进行附着力检测,并拍照记录,以保证信息收集全面。检测时发现,该批次所有车轴问题相同,均为漆膜与基材完全分离、无附着,漆膜脆化、无韧性,如图1所示。
2.2 扩大检查范围 根据查到的作业时间及油漆批次号,找到同一桶油漆、不同喷涂批次的产品,对该批次车轴进行附着力抽检,结果抽取的5根车轴均合格;根据查到的油漆批次号,对该批次油漆的其它产品进行随机附着力抽检,结果抽取的5根车轴附着力均合格。抽查结果如图2所示,故可以证明该批次油漆无问题。
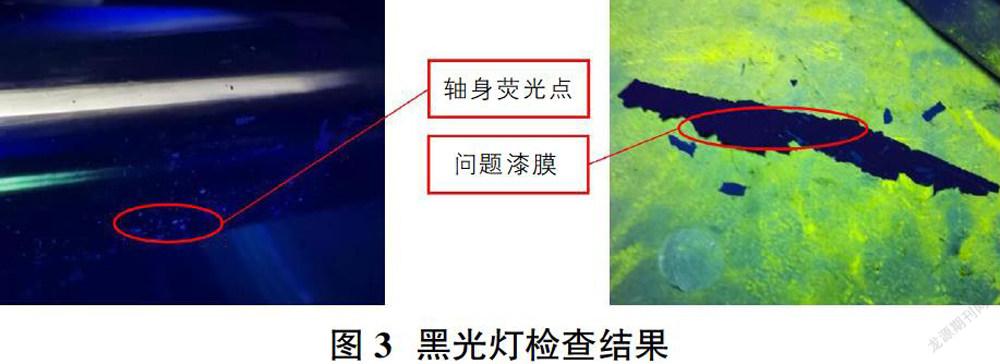
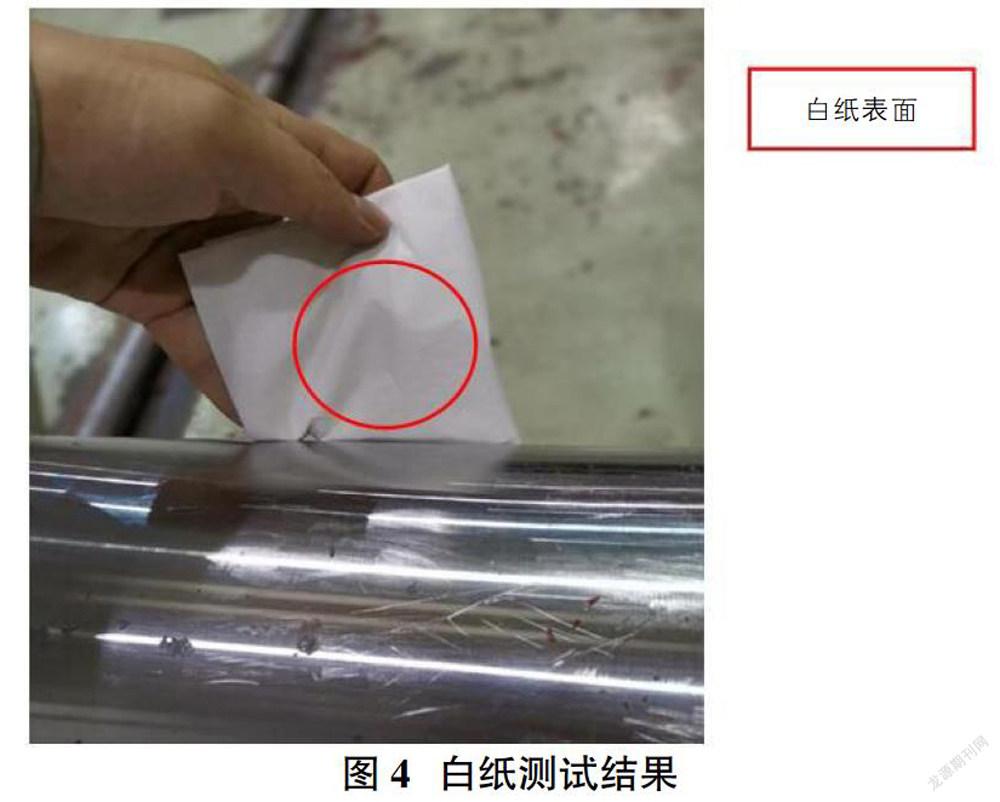
2.3 检查表面状态 抽取一根问题车轴,按以下方式进行表面状态检查:①漆膜铲除。用清洗干净的铲刀将漆膜铲除,从铲掉的漆膜中选取十片较大的,用自封袋保存。②黑光灯检查。将车轴放置于暗室中,打开黑光灯,检查轴身表面有无油污;将问题漆膜置于暗室中,打开黑光灯,检查漆膜背面有无油污。检查结果如图3所示,其中轴身局部有点状荧光点,说明有少量油污存在;漆膜背面无荧光点,说明无油污存在。黑光灯检查结果说明,轴身和漆膜无大面积油污存在。③白纸擦拭检查。在问题车轴轴身,选择任意三处表面,用洁净白纸擦拭检查。检查结果如图4所示,白纸表面无明显污物存在,说明轴身清洁彻底,无明显残留污物。④表面粗糙度检查。在问题车轴轴身不同截面,选择10处进行粗糙度检测。检测结果如表1所示,表面粗糙度在Ra1.5左右,和正常车轴表面粗糙度一致。综上,可以看出,车轴表面状态不是该批次漆膜不合格的原因。
2.4 油漆配比测试 基料和固化剂比例不同,漆膜状态也不一样。分别调配基料:固化剂比例为8:1、6:1、4:1(正确配比)、3:1、2:1的油漆,每种油漆制备4个试块,分别进行折弯、冲击和划格测试,以查看不同配比对漆膜的影响。其中配比正确的油漆在调配后放置一天,待其过期后再进行制板,以查看油漆过期对漆膜的影响。待漆膜完全固化后,分别进行划格、折弯、冲击测试,结果测试均合格。为进一步了解不同配比对漆膜的影响,采用刀片刮取部分漆膜碎片,结果发现固化剂越多,漆膜韧性越强,其中8:1配比的漆膜碎片呈卷状,2:1配比的漆膜呈碎片状。(图5)
根据新发现的情况,进行了不加固化剂的漆膜性能测试。测试发现,不加固化剂的漆膜,外观和正常漆膜一致,但折弯、冲击和划格测试均不合格,漆膜被轻易粉碎,韧性很差,和问题漆膜状态一致,如图6所示。
经过对比验证,可以发现操作者在调配过程中,未加固化剂可能是漆膜质量不合格的原因。
2.5 光谱测试 有了怀疑方向后,对问题漆膜和正常漆膜进行了红外光谱定性检测,结果如表2所示。结果可以佐证漆膜本身出现了问题。
3 结论
通过工艺分析,查明了不合格品出现的原因,为以后避免这种情况的再次出现提供了技术支撑。后续生产过程中,操作者须在当天生产用油漆桶上做好标记,记录该喷涂批次油漆基料、固化剂用量,并拍照留存。
这次工艺分析,主要由以下几个步骤组成。
①首先对该批次问题车轴存在物料、时间等关联性的产品进行检查,以求进一步缩小排查范围。检查过程中,也排除了油漆原料的问题。确定为个例后,便于下一步工作开展。
②排除了油漆原材料问题后,主要工作重点为查找油漆工艺过程中的问题。该阶段工作为通过查找油漆工艺过程中所有项点,并对项点中可能出现的问题进行了预判,并准备相应的检测确认方法。如,针对油漆调配过程中可能存在的配比错误,准备了多种比例调配的油漆试验,并将制作的试块进行相应测试,以发现其中规律;针对车轴清洁不彻底,可能导致油污存在这一问题,准备了黑光灯检查(利用黑光灯对油污可产生荧光的特性)和白纸擦拭检查(利用白纸作为对比背景,更直观观测到黄色或黑色油污)。③通过步骤②,排除掉车轴清洁不彻底这一可能原因,同时发现调配过程中加入固化剂量越少,漆膜韧性越差这一特点。据此,有理由怀疑此次车轴漆膜韧性极差的原因,可能是固化剂加入量极少(如没有添加任何固化剂)导致。因此,制作不添加固化剂的漆膜试块,进行检测。④通过步骤③获得和问题漆膜几乎一致的漆膜试块后,开始进行问题重现。即油漆调配过程中不加入固化剂,其它过程均按正常操作进行。对这样得到的漆膜再次进行附着力检测等,结果发现和问题漆膜情况一致。⑤为了更有说服力,请化工检测实验室对问题漆膜和正常漆膜进行红外光谱定性检测,结果发现两者匹配度很差,可以佐证漆膜本身存在问题,而不是油漆前处理等工序存在问题。从而进一步证明了没有添加固化剂是这一问题产生的原因。⑥发现问题产生原因后,针对性的制定了预防措施。如每天记录油漆配比及各组分用量,拍照留存等。⑦采用新的方法后,已杜绝该问题出现。其它问题处理,也可参照此过程进行。主要目的是查出原因,并针对性制定解决措施。
参考文献:
[1]GB/T9286,色漆和清漆 漆膜的划格试验[S].
[2]GB/T9272,色漆和清漆 标准试板[S].
[3]GB/T20777,色漆和清漆 试样的检查和制备[S].
猜你喜欢
中国科技博览(2017年1期)2017-03-20 02:46:32
山东工业技术(2017年5期)2017-03-16 16:33:07
科技创新导报(2016年29期)2017-03-15 20:32:05
中国新技术新产品(2017年3期)2017-03-07 09:08:30
亚太教育(2016年31期)2016-12-12 22:09:01
山东工业技术(2016年17期)2016-09-23 16:28:08
当代旅游(2016年3期)2016-05-13 14:02:35
中国科技博览(2016年2期)2016-04-25 16:19:41
数字技术与应用(2015年9期)2015-10-12 11:48:45
企业文化·中旬刊(2015年5期)2015-06-27 00:49:57