
数控机床光学对刀装置的研究与设计
2021-09-14 20:51伍倪燕赖啸刘勇
机电信息 2021年23期
关键词:数控机床
伍倪燕 赖啸 刘勇
摘要:应某公司要求,为解决数控机床对刀精度不高引起的零件加工误差以及连接线因对刀装置使用不当在连接处出现断裂,影响数控机床正常使用的问题,设计了一种精准对刀装置,并对其设计细节和改进后所具备的优势进行了阐述。
关键词:数控机床;对刀装置;精密
1 現状分析
数控机床是数字控制机床,是一种装有程序控制系统的自动化机床,该控制系统能够有逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。数控机床加工零件精度高、生产效率高、劳动强度低,但对操作人员要求也高,尤其是对刀要求。
对刀是指通过刀具或对刀工具确定工件坐标系与机床坐标系之间的空间位置关系,并将对刀数据输入到相应的存储位置。它是数控加工中最重要的操作内容,其准确性将直接影响零件的加工精度。数控加工中的对刀操作分为X、Y向对刀和Z向对刀[1]。
对刀装置也称为“对刀仪”或“刀具预调仪”,其实对刀仪和刀具预调仪是两个仪器。对刀仪主要用于机内的对刀,可以看作机床的一个选购附件。刀具预调仪用于机外对刀,是一台独立的机器[2]。
2 思路构建及设计细节
现有的数控机床对刀装置,为了满足市场需求,一般都是针对如何更好地对刀和如何更方便使用者使用这些方面进行优化,往往忽略了是否能够很好地对连接线进行防护,具体而言,在数控机床正常使用时,其连接线会因为使用不当而在连接处出现断裂,从而影响数控机床的正常使用,需要较高频率地更换[3]。
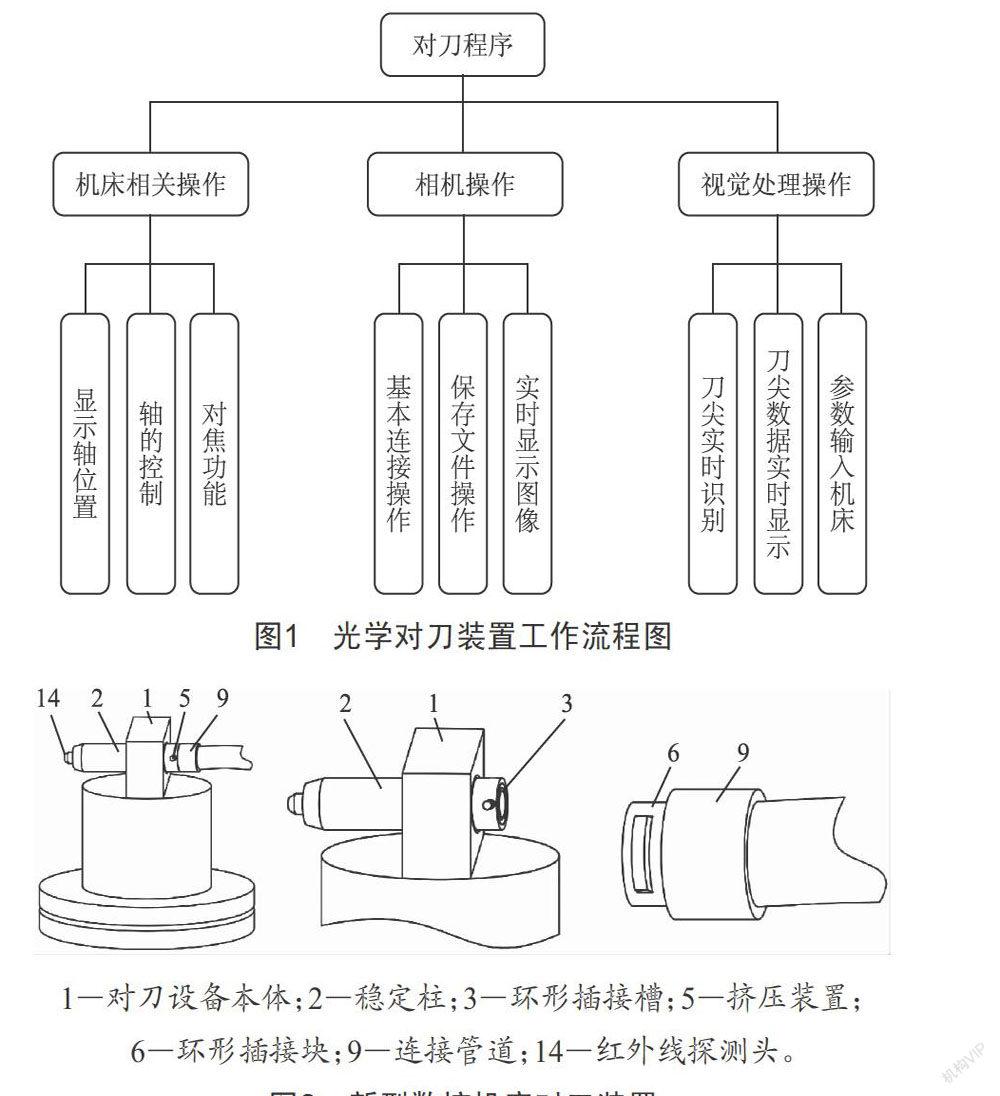
光学对刀装置通常采用工业相机与机内对刀的方式进行机床对刀装置的设计,其主要工作流程如图1所示。
针对现有设备存在的技术问题进行分析和研究,以保护数控机床连接线为目的初步构建了一种新型数控机床对刀装置的设计思路,如图2所示。
新型数控机床对刀装置在对刀设备本体的内部设计安装了固定稳定柱,在稳定柱的右侧设计环形插接槽,在环形插接槽内壁的前侧和后侧均设计弧形卡槽,在稳定柱前侧和后侧的右侧均设计圆形通孔,在两个圆形通孔的内部固定安装挤压装置,在环形插接槽的内部插接环形插接块,在环形插接块的前侧和后侧设计放置槽,两个放置槽的内部固定安装卡接机构,在环形插接块的右侧固定连接有连接管道。在稳定柱的前端安装有红外线探测头。
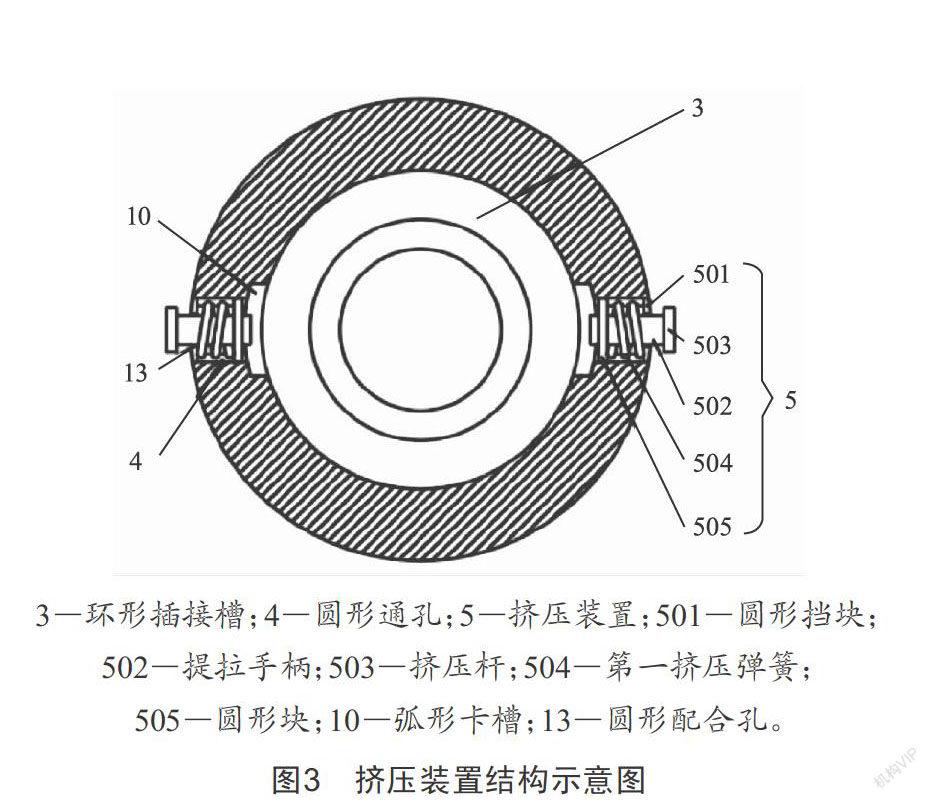
对刀装置设计的核心部位为挤压装置,如图3所示。挤压装置上设计了圆形挡块,圆形挡块的外表面与圆形通孔的内壁固定连接,圆形挡块的内部滑动连接设计了挤压杆,挤压杆的前侧贯穿圆形通孔并延伸至稳定柱的前侧,挤压杆的前侧固定安装有提拉手柄,挤压杆的外表面套设有第一挤压弹簧,第一挤压弹簧的前侧与圆形挡块的后侧固定连接,第一挤压弹簧的后侧固定安装有圆形块,圆形块的内部与挤压杆的外表面固定连接,挤压杆的后侧贯穿圆形通孔并延伸至弧形卡槽的内部。
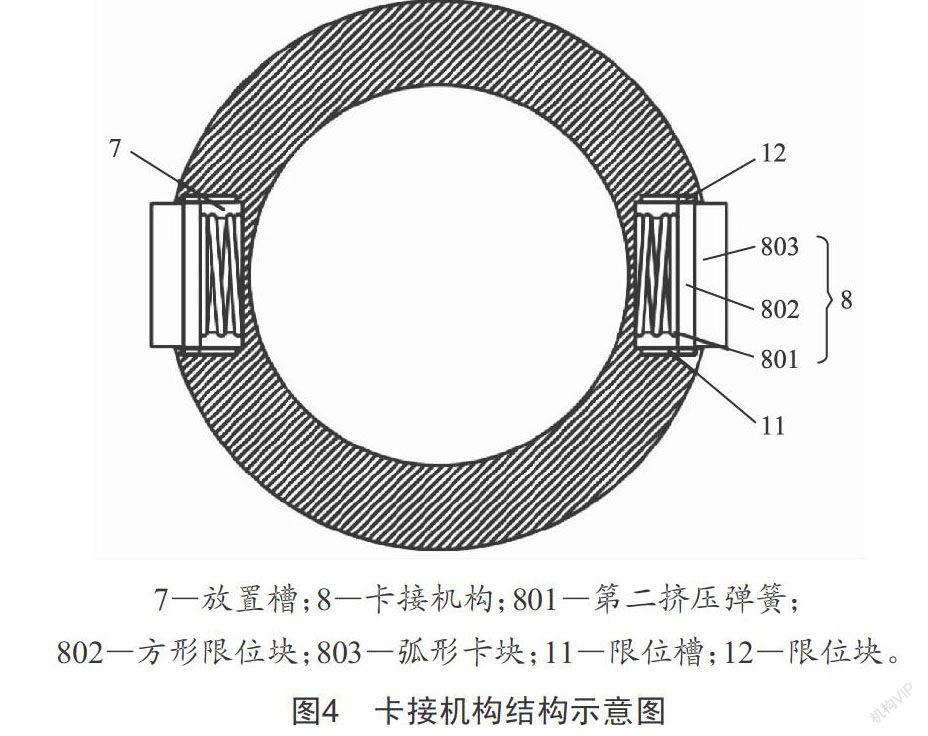
第一挤压弹簧和圆形块均位于圆形通孔的内部,圆形块的外表面与圆形通孔的内壁滑动连接。圆形挡块的内部设计有圆形配合孔,圆形配合孔的内壁与挤压杆的外表面滑动连接。卡接机构包括第二挤压弹簧,第二挤压弹簧的后侧与放置槽的内壁固定连接,第二挤压弹簧的前侧固定安装有方形限位块,方形限位块的外表面与放置槽的内壁滑动连接,方形限位块的前侧固定安装有弧形卡块,弧形卡块的前侧与弧形卡槽的内部卡接。放置槽内壁的顶部和底部均设计有限位槽,方形限位块的顶部和底部均固定安装有限位块,两个限位块均与限位槽滑动连接,如图4所示。
3 改进后优势
改进后的对刀装置通过对刀设备本体、稳定柱、环形插接槽、圆形通孔、挤压装置、圆形挡块、挤压杆、提拉手柄、第一挤压弹簧、圆形块、环形插接块、放置槽、卡接机构、第二挤压弹簧、方形限位块、弧形卡块、连接管道、弧形卡槽、限位槽、限位块和圆形配合孔的配合使用,解决了现有对刀装置不能给予连接线很好的防护的问题,其主要优势如下:
(1)通过人力推动提拉手柄作为整个挤压装置的动力源,因为力是可以传递的,在推动提拉手柄的同时带动挤压杆移动,在挤压杆移动的同时带动圆形块移动,这样就能够给予第一挤压弹簧一个形变的力,从而将卡进弧形卡槽内部的弧形卡块推出;同时,因为力的作用是相互的,第一挤压弹簧能快速地将挤压杆拉回原始位置,从而不影响正常的安装,使防护效果更好。
(2)通过弧形卡块受力作为整个卡接机构的动力源,因为力是可以传递的,弧形卡块在受力的同时将给予方形限位块一个挤压的力,这样就能够给予第二挤压弹簧一个形变的力,从而将弧形卡块挤入放置槽的内部,进而实现环形插接块与环形插接槽的插接;等插接完成以后,第二挤压弹簧也给予弧形卡块一个相同的反作用力,这样就能够很好地实现插接,使防护效果更好。
(3)放置槽内壁的顶部和底部开设有限位槽,同时方形限位块顶部和底部固定安装有限位块,这样就能够实现限位块与限位槽的滑动连接,不仅能够很好地限制方形限位块的位置,同时也能使方形限位块的运动轨迹更加稳定,使防护效果更好。
(4)第一挤压弹簧和圆形块均位于圆形通孔的内部,同时圆形块的外表面与圆形通孔的内壁滑动连接,这样就能够很好地限制圆形块的运动轨迹,使防护效果更好。
(5)在圆形挡块的内部开设有圆形配合孔,这样就能够使挤压杆的运动效果更好,也使防护效果更好。
4 结语
通过验证,与传统对刀方式相比,利用该装置对刀可以大大提高对刀效率,并在一定程度上减小零件的加工误差,同时还可以实现不同型号、不同刀杆厚度刀具的精准对刀。该装置解决了现有对刀装置不能给予连接线很好的防护的问题,具有防护效果好的优点。
[参考文献]
[1] 吴凤霞.数控车削加工中的实用对刀方法探讨[J].时代农机,2017,44(3):37-38.
[2] 王守志,韩金玉.对刀高度误差对车削精度的影响分析[J].组合机床与自动化加工技术,2013(3):115-117.
[3] 周旭光.数控车削对刀高度误差对加工精度的影响[J].机床与液压,2006(7):105-107.
收稿日期:2021-06-24
作者简介:伍倪燕(1979—),女,四川资阳人,工程硕士,副教授,研究方向:机械工程及其自动化。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
科学导报·学术(2020年11期)2020-03-30
现代职业教育·职业培训(2018年8期)2018-09-06
科学与财富(2018年14期)2018-06-11
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
现代职业教育·中职中专(2017年12期)2017-08-13
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
西安交通大学学报(2009年2期)2009-04-03
