
基于MoldFlow对注射压力的研究
2021-09-14 00:28:00赵鑫星李士明
模具制造 2021年7期
赵鑫星,李士明
(精诚工科汽车系统有限公司模具技术分公司,河北保定071000)
1 引言
汽车前照灯既是汽车重要功能组件,又是重要外观面。如图1所示,前照灯由前灯灯罩、饰框、灯壳、电气元件等组成。本文以前灯灯罩为例,应用流变理论及MoldFlow软件实现注射压力准确预估。前灯灯罩一般采用PC材料,浇注系统多采用热转冷的形式,定模侧单点进胶,如图2所示。

图1 前照灯组成
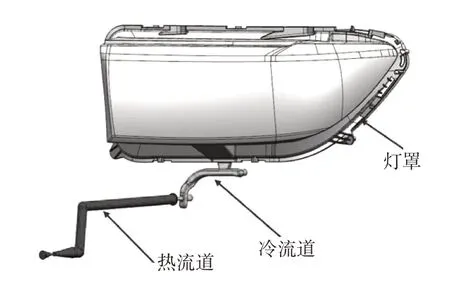
图2 前灯灯罩浇注系统
2 注射压力理论推导及MoldFlow验证
2.1 流动模型
塑胶材料是典型的非牛顿流体,即流体的剪切应力与剪切速率呈非线性曲线关系。本文以牛顿狭缝线性粘性流动模型定性推导影响注射压力的关键因子[1]。
模型假设:流体在长l,高度h和宽度w的狭缝中流动,流动方式为稳定的简单剪切流动,如图3所示。在w/h>20的条件下,忽略侧向的黏性和壁面阻力。
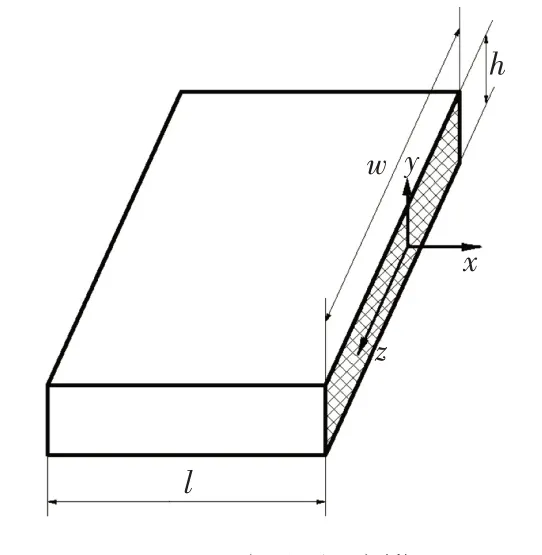
图3 狭缝流动模型
狭缝中薄片微单元,受到驱动力△Pw2y,上下面流动阻力τxy2lw,二者平衡即可得到:
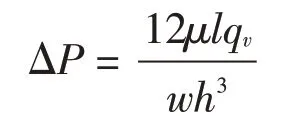
式中 ΔP——压力降,即注射压力
μ——材料黏度
l——流动长度
w——塑件宽度
h——塑件壁厚
qv——体积流量,qv=vwh,v——注射速度
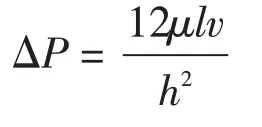
由以上流动模型可知注射压力的影响因子:材料黏度μ、注射速度v、流动长度l、塑件壁厚h。
2.2 材料粘度(MoldFlow验证)
材料黏度是对聚合物在外加压力下流动能力的衡量,其受聚合物结构、温度、剪切、压力因素影响,前灯灯罩材料固定PC,因此材料、剪切、压力不做考虑,只分析模具温度及熔体温度对注射压力的影响。
验证对象1(small):尺寸:100×50×30mm,壁厚:2.0mm,体积:21.6cm3。
验证对象2(big):尺寸:520×190×100mm,壁厚2.5/2.8mm,体积577.5cm3。
选用材料:Makrolon AL2447。
验证条件:前灯灯罩推荐模温80℃~120℃,料温280℃~320℃,采用单一变量原则,以5℃为间隔进行注射压力测定。
验证结果:注射压力与模具温度关系如图4所示,注射压力与熔体温度关系如图5所示。
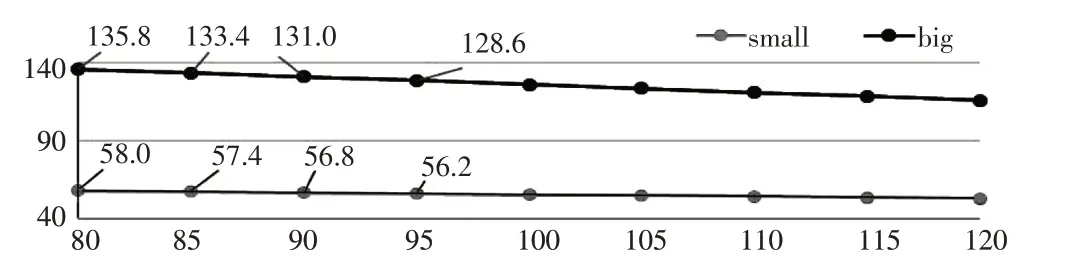
图4 注射压力与模具温度关系
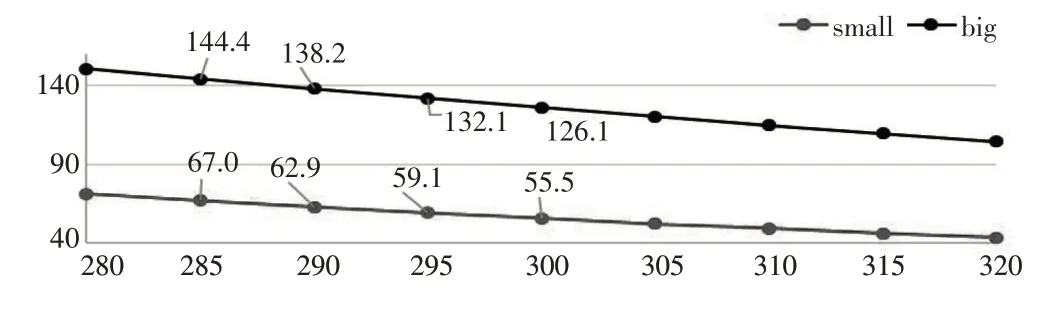
图5 注射压力与熔体温度关系
曲线解读:注射压力随温度升高而降低,基本呈正比关系。塑件大小不同温度对注射压力的影响也不同,大塑件梯度较大;熔体温度相对模具温度对注射压力影响更大。
验证结论:提高成型温度对注射压力有改善,考虑现状,温度调整量5℃~15℃左右,对于模具温度注射压力降低2.5~7.5MPa,占比2%~6%;对于熔体温度,压力降低5.7~17MPa,占比4.5%~13.5%。
2.3 注射速度(MoldFlow验证)
验证对象:尺寸:520×190×100mm,壁厚2.5/2.8mm,体积577.5cm3。
选用材料:Makrolon AL2447。
验证条件:注射速度以10cm3/s为间隔进行注射压力测定。
验证结果:注射压力与注射速度关系如图6所示。
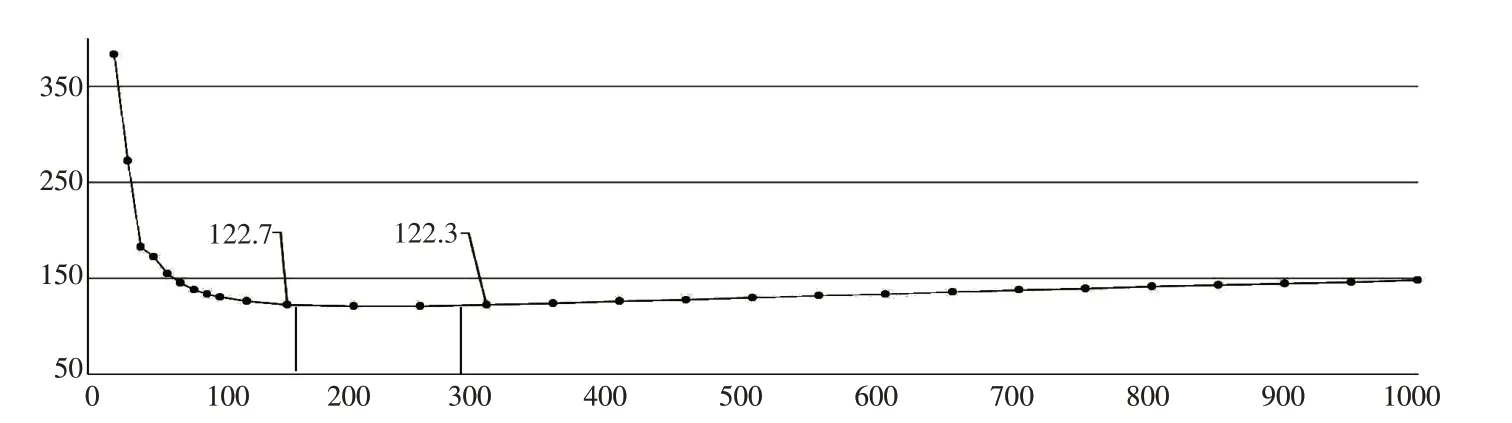
图6 注射压力与注射速度关系
曲线解读:低注射速度时,材料与模具接触时间长,热量散失较大,冻结层厚度增加,流动阻力增大,导致成型压力升高。高注射速度时,随速度增大,材料剪切热升高,黏度降低,成型压力下降,但速度显著提升后,需较大的压力来保持高射速。前灯灯罩注射速度一般在20~35mm/s,对应流动速率157~275cm3/s,比对关系曲线压力无显著变化(PC材料的黏度对剪切不敏感。验证结论:前灯灯罩在工艺范围内,注射压力几乎与注射速度无关,因此不考虑注射速度影响。
2.4 流动长度(MoldFlow验证)
验证对象:尺寸:宽度50mm,高度30mm,壁厚:2.0mm。
选用材料:Makrolon AL2447。
验证条件:塑件长度以25mm为间隔进行注射压力测定。
验证结果:注射压力与流动长度关系如图7所示。
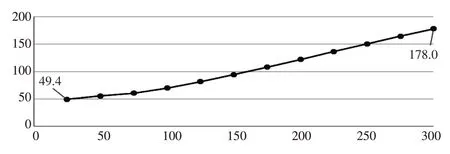
图7 注射压力与流动长度关系
曲线解读:注射压力随流动长度增加注射压力增大,基本呈线性关系。
验证结论:前灯灯罩注射压力随塑件长度增加而加大,一般情况下,前灯塑件形状不会变化,因此流动长度仅作为不同塑件相同壁厚下压力比较。
2.5 塑件壁厚(MoldFlow验证)
验证对象1(small):尺寸:100×50×30mm。
验证对象2(big):尺寸:200×100×30mm。
选用材料:Makrolon AL2447。
验证条件:采用单一变量原则,壁厚以0.5mm为间隔进行注射压力测定。
验证结果:注射压力与壁厚关系如图8所示。
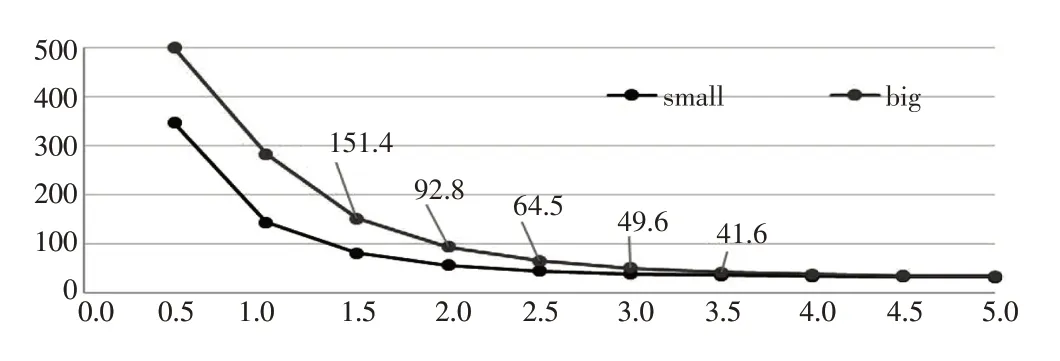
图8 注射压力与壁厚关系
曲线解读:注射压力随壁厚增大,呈现指数降低,壁厚增大至一定数值时,压力趋于平衡一般情况下前灯灯罩壁厚2.0~3.5mm,壁厚增加可显著降低注射压力。
2.6 总结
通过对影响前灯灯罩注射压力的4因素分析验证,得到了相应的关系曲线,进而得出影响注射压力各因子排名:塑件壁厚>流动长度>熔体温度>模具温度>注射速度。
3 注射压力精准预测
3.1 注塑机与MoldFlow对应关系
注塑机面板显示压力为注射液压压力,指液压油作用在注射油缸上的压力,即Ph。
MoldFlow软件计算注射压力为注塑机螺杆作用在熔体上的压力,即Pm,可通过换算公式将注塑机面板压力Ph转换至注射压力Pm,以便于理论对比。
3.2 压力补偿因子
收集不同注塑机号码面板压力并根据增强比将其转换为注射压力,然后再与MoldFlow软件测试压力进行比较,将多组数据得到的平均比值作为压力补偿因子,压力补偿因子可精准注射压力,准确率90%以上,具体如表1所示。
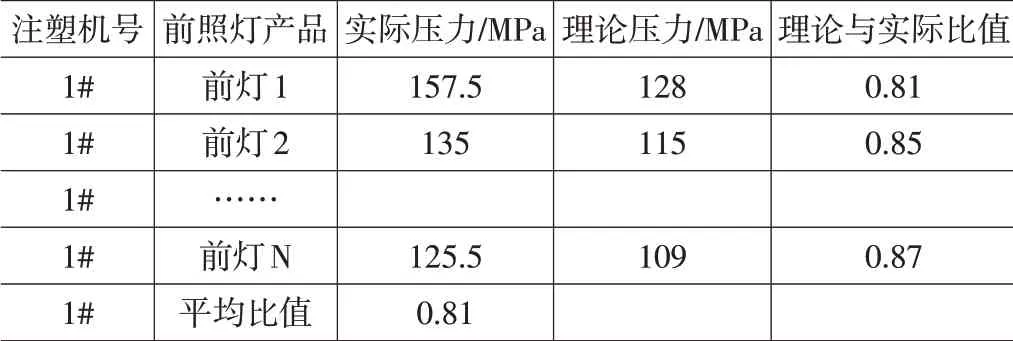
表1 压力补偿因子(平均比值)
4 总结
本文通过经验公式近似推导影响注射压力的关键因子,并应用MoldFlow软件验证,得到影响注射压力因子排序:塑件壁厚>流动长度>熔体温度>模具温度>注射速度。通过引入补偿因子,实现前灯灯罩注射压力的精准预测。
猜你喜欢
参花(下)(2022年1期)2022-01-15 00:45:01
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
小读者(2019年24期)2019-01-10 23:00:37
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
三联生活周刊(2016年50期)2016-12-15 17:40:36
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
