
回火时间对SA738Gr.B钢埋弧焊熔敷金属组织与性能的影响
2021-09-13 11:11张庆素冯伟胡晓波徐锴陈波
机械制造文摘·焊接分册 2021年4期
张庆素 冯伟 胡晓波 徐锴 陈波


摘要: 文中研究了回火时间对SA738Gr.B钢埋弧焊熔敷金属性能的影响。结果表明,随回火时间延长,熔敷金属的强度和硬度逐渐下降,冲击温度≤-50 ℃,冲击韧性下降,冲击温度≥-30 ℃,该趋势不明显。熔敷金属韧脆转变温度在-30~-50 ℃区间。回火使焊缝及重热区的组织由低碳贝氏体向回火索氏体转变。铁素体发生回复再结晶,形态由针状转变成等轴晶。碳化物由片状转变成点状,分布于铁素体之上。
关键词: 埋弧焊; 熔敷金属; 回火时间; SA738Gr.B钢
中图分类号: TG 406
Effect of tempering time on microstructure and properties of deposited metal on SA738Gr. B steel by submerged arc welding
Zhang Qingsu1, Feng Wei1, Hu Xiaobo1, Xu Kai2, Chen Bo1
(1.Harbin Well Welding Co., Ltd., Harbin 150028, Heilongjiang, China;2.Harbin Welding Institute Limited Company, Harbin 150028, Heilongjiang, China)
Abstract: In this paper, the effect of tempering time on the performance of deposited metal on SA738Gr.B steel by submerged arc welding(SAW) was studied. The results showed that with the extension of tempering time, the strength and hardness of the deposited metal gradually decreased, when the impact temperature ≤-50 ℃, the impact toughness decreased, and the impact temperature ≥-30 ℃, the trend was not obvious. The ductile and brittle transition temperature of the deposited metal ranged from -30 ℃ to -50 ℃.The microstructure of weld and reheat zone changed from low carbon bainite to tempered sorbite. Ferrite restored to recrystallization and its morphology changed from acicular to equiaxed crystal. The carbide changed from flake to speck and distributed over the ferrite.
Key words: submerged arc welding; deposited metal; temper holding time; SA738Gr.B steel
0 前言
SA738Gr.B低合金鋼力学性能优良,可用于制作AP-1000和CAP1400核反应堆的安全壳[1-2]。其壳体的连接通常用埋弧焊进行。而焊缝在焊后需回火以消除应力并提高其塑韧性。温度和时间是影响回火组织的关键。长期以来人们往往只注重温度的影响,而对回火时间的影响缺乏研究。安全壳焊缝的回火温度通常为595~620 ℃[3-4],文中在前人研究的基础上,进一步研究了608 ℃下,回火时间对焊缝性能的影响。
1 试验方法
1.1 试验材料
埋弧焊试验所用母材为SA738Gr.B板材,其化学成分及力学性能见表1、表2。所用焊材为哈尔滨威尔焊接有限责任公司研制的Mn-Ni-Mo低合金钢焊丝,牌号为H09MnNiMoHR,化学成分见表3,规格为4.0 mm;焊剂牌号为SJ18HR,与H09MnNiMoHR焊丝匹配。焊剂规格为0.25~1.70 mm,符合AWS A-5.23 F8P3-EF3-F3要求,同时满足NB/T 47018—2017和GB/T 5293—2018的要求。
1.2 试验方法
按GB/T 5293—2018制备试件。室温拉伸按GB/T 228.1—2010和GB/T 2652—2008进行,冲击试验按GB/T 229—2007进行,硬度测试按GB/T 231.1—2018进行。焊接电源为LINCOLN AC/DC-1000。埋弧焊工艺参数见表4。
通过对比熔敷金属在608 ℃×0 h,608 ℃×10 h,608 ℃×24 h,608 ℃×40 h和608 ℃×48 h回火后的组织性能,分析了回火时间对其影响。
2 结果分析与讨论
2.1 回火时间对熔敷金属力学性能的影响
熔敷金属化学成分见表5,熔敷金属经不同时间回火后拉伸性能如图1所示,硬度如图2所示。由图可知,随回火时间的延长,熔敷金属的屈服强度、抗拉强度、布氏硬度下降,断后伸长率增加。其中,屈服强度从625 MPa降低到505 MPa,抗拉强度从710 MPa降低到610 MPa, 布氏硬度由246 HB降低到198 HB,断后伸长率从21.0%增大到28.5%,断面收缩率从68.5%增大到76.0%。可见,熔敷金属的强度和硬度随回火时间延长逐渐下降。
熔敷金属冲击韧性研究如图3和图4所示,随着冲击温度的降低,熔敷金属冲击逐渐下降。冲击温度高于-30 ℃时,熔敷金属冲击吸收能量较好。冲击温度在-30~-50 ℃,冲击吸收能量急速下降,冲击温度低于-50 ℃,冲击吸收能量下降趋于平缓,熔敷金属韧脆转变温度在-30~-50 ℃区间内。冲击温度小于等于-50 ℃,随回火时间延长,冲击韧性下降,冲击温度高于-30 ℃,该趋势不明显。
在回火最初的10 h内,屈服强度、抗拉强度、硬度下降迅速,而当回火时间超过10 h后,硬度下降则趋缓。此现象反映了熔敷金属组织变化在最初的10 h内较快,随后趋缓。
2.2 回火时间对熔敷金属微观组织的影响
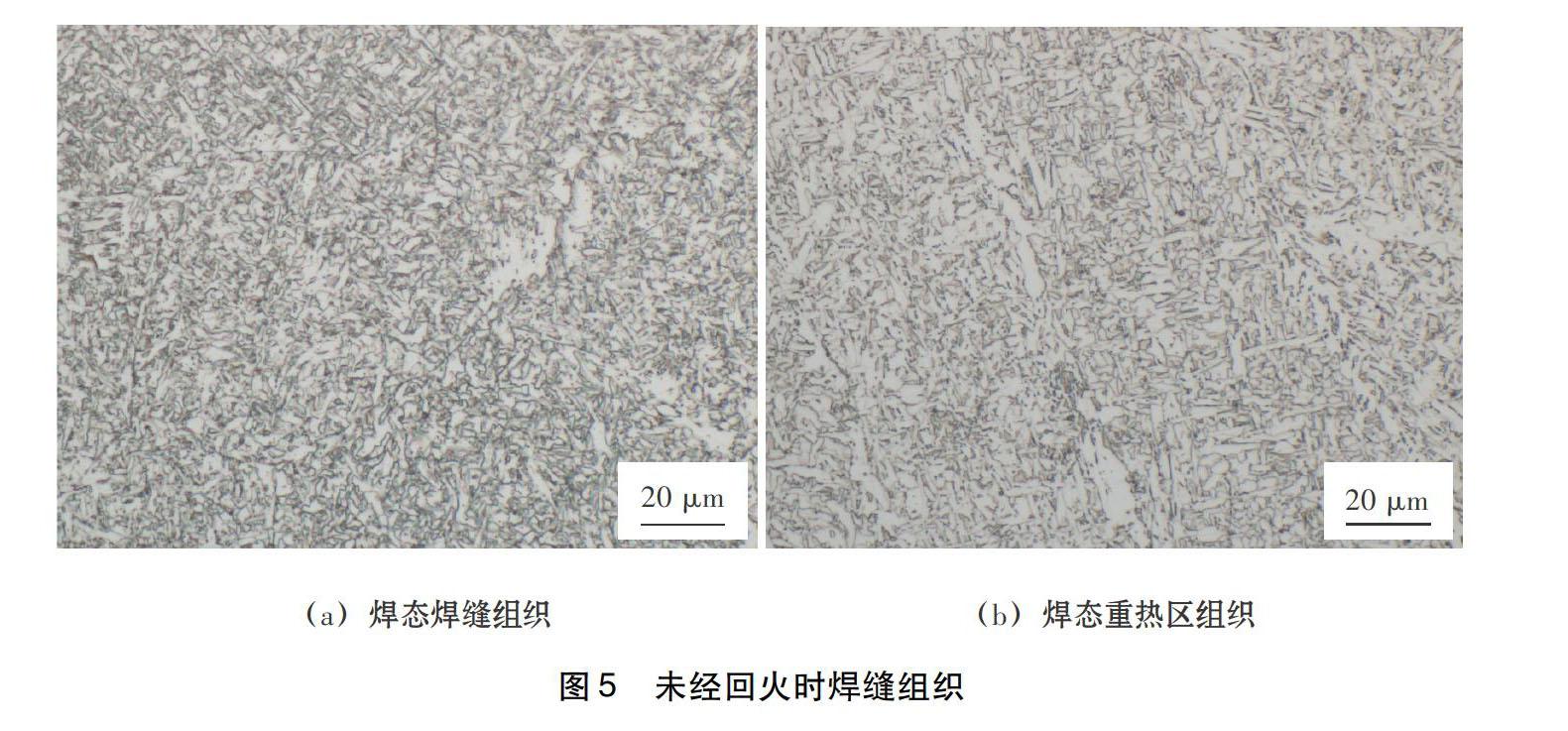
回火时间对焊缝组织的影响如图5和图6所示。由图5a, 5b知,焊后未经回火时,焊缝及重热区组织为低碳贝氏体,其中的铁素体晶粒呈针状,碳化物呈细片状析出。低碳贝氏体在608 ℃回火时,将向回火索氏体转变,铁素体发生回复再结晶,形态由针状逐渐向等轴晶演变,碳化物由片状逐渐转变成点状,分布于铁素体基体上。且随回火时间的延长,转变程度逐渐增大,如图6所示。
回火时发生的这种组织转变会导致强度和硬度的下降,塑性和韧性的上升,与图1~图4所示的結果符合。
3 结论
(1)随回火时间的延长,熔敷金属的屈服强度从625 MPa降低到505 MPa,抗拉强度从710 MPa降低到610 MPa, 布氏硬度由246 HB降低到198 HB,断后伸长率从21.0%增大到28.5%,断面收缩率从68.5%增大到76.0%。
(2)冲击温度≤-50 ℃,随回火时间延长,冲击韧性下降,冲击温度≥-30 ℃,该趋势不明显。
(3)在回火最初的10 h内,屈服强度、抗拉强度、硬度下降迅速,而当回火时间超过10 h后,硬度下降则趋缓。
(4)在608 ℃回火时,焊缝及重热区组织由低碳贝氏体向回火索氏体转变。铁素体发生回复再结晶,形态由针状转变成等轴晶。碳化物由片状转变成点状,分布于铁素体之上。
参考文献[1] 刘丽丽, 张伟栋, 王德军, 等. 核电钢制安全壳SA738 Gr. B搭接接头裂纹成因分析[J]. 焊接, 2020(12): 51-57, 64.
[2] 丁连征, 王锴, 孟庆森. SA738Gr.B钢焊接热影响区组织及性能的热模拟试验[J]. 焊接学报, 2014, 35(8): 91-94.
[3] 王刚, 胡广泽, 曹中云, 等. 钢制安全壳熔化极气体保护自动焊接工艺研究[J]. 焊接, 2018(5): 31-35.
[4] 唐识, 刘非, 胡庆睿. 核电站钢制安全壳SA738Gr. B钢焊缝裂纹产生原因分析及预防[J]. 焊接, 2017(8): 55-60.
