
异型烟透明纸折叠装置设计应用
2021-09-12 15:59李帅张健王东王晓华刁维龙
科技尚品 2021年8期
关键词:机械手
李帅 张健 王东 王晓华 刁维龙
摘 要:针对现有包装设备无法完成异型烟透明纸包装的情况,现阶段依靠人工进行包装,工艺标准不一致,影响产品包装的统一性。基于工业机械手原理,利用气缸,步进电机结合机械部件模拟人手动作,通过编程控制该装置的动作和流程,可以代替人工完成单调、重复、长时间的工作,完成条盒透明纸的折叠和热封,降低劳动强度,统一条盒透明纸的工艺质量,使卧式双包条盒透明纸更加平整美观。
关键词:异型烟;透明纸;机械手
中图分类号:TS4文献标识码:A文章编号:1674-1064(2021)08-005-02
DOI:10.12310/j.issn.1674-1064.2021.08.003
卷烟的最小包装单位是盒,其中可装入若干支(通常为20支)卷烟,分为软盒、硬盒及其他三种。条是卷烟盒的最小包装单位,其中可装入若干盒(通常为10盒卷烟),硬包装称为条盒,软包装称为条包。条包内小盒的排列方式一般有两层5小盒平卧相叠和10小盒直立排列两种包装形式,简称为卧式条包(二五平包)或直式条包。硬条包装一般为二五平包,这是现代卷烟企业最常用的条包装形式[1]。
1 问题分析
除上述包装形式之外,其他方式的特殊条盒包装形式,如卧式双包条盒透明纸的折叠就要靠人工完成,费时、费力、效率较低。另外,人的技能水平的差异也会影响条盒透明纸的包装工艺质量。人工包装的条盒透明纸存在透明纸翘边、折皱、搭口偏斜、透明纸松散等包装缺陷[2],影响产品美观。因此,需要设计一种自动透明纸折叠装置,代替人工折叠。
2 透明纸折叠装置设计
如果人工完成条盒透明纸一侧端面的折叠,人手需要做8个动作,通过气缸带动钢板尺的伸缩和铲压动作模拟人手的动作,可以完成透明纸端面的折叠[3]。采用定点旋转式,使放置条烟的工作台做出几个类似机械手臂的回转动作,用一组末端执行器模拟人手的折叠动作后进行条盒热封,通过单片机控制系统控制笔者所设计装置的动作和行为,就可以完成条盒端面透明纸的折叠和热封。
2.1 机械设计
2.1.1 结构组成
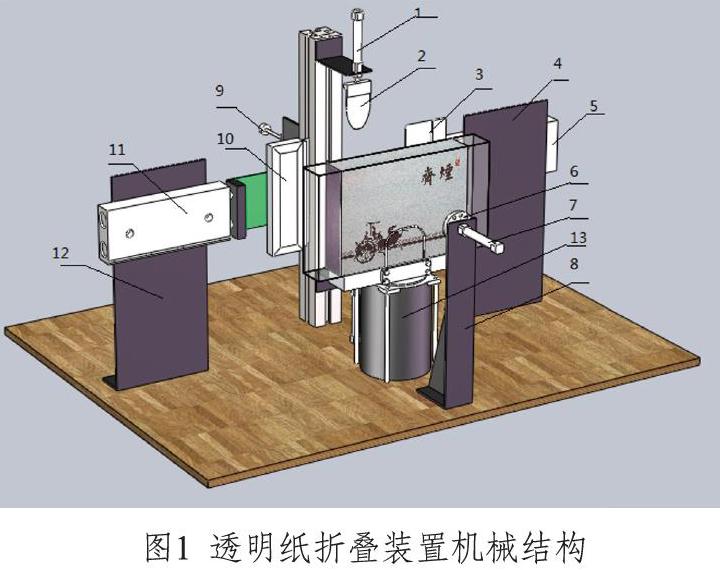
先完成一侧透明纸折叠热封,再旋转180°完成另一侧折叠热封。其机械结构包括左支架12、右支架4,前支架8;上短邊透明纸折叠气缸1及其铲刀2,下短边同样有相应的折叠装置;右长边折叠气缸5及其铲刀3;左长边折叠气缸11及其烙铁热封装置;条盒定位气缸7及其定位推盘6;热封推杆;旋转平台。其电气器件包括控制器、步进电机、开关电源、电磁阀、电磁铁、加热管、热电偶及温控器。
2.1.2 工作流程
如图1所示,将条盒长边裹包好放置在工作台,启动开关,步进电机13带动工作台逆时针旋转90°,定位气缸7伸出推动条烟到达定位工位A端,上下铲刀1伸出将A端两短边折角向内折叠;右铲刀3伸出将A侧端面长边透明纸向内折叠,同时上下铲刀和右铲刀回位;左烙铁10伸出完成A侧端面另一长边的透明纸折叠,后电磁铁9伸出与定位气缸7配合压紧条烟;后电磁铁回位,左烙铁回位,热封完成一次;工作台顺时针旋转30°完成二次热封,工作台逆时针旋转60°完成三次热封;工作台顺时针旋转180°定位B端,定位气缸伸出条烟重新定位,同上步骤完成条烟透明纸B端的裹包和热封过程。
2.1.3 确定气缸型号
气缸是折叠装置的重要组件,左气缸连接烙铁,其作用是对条盒端面透明纸铲压和热封;右气缸连接大铲刀,其作用是铲压条盒端面透明纸使之敷贴;上下短边透明纸折叠气缸的运行带动铲刀的伸缩,气缸的行程应该≥30mm,才能将透明纸端面小短边摁压得平整、敷贴;条盒定位气缸的作用是对条盒端面施加作用力,既要保证条盒的推送精度,又不能让条盒挤压变型。
通过模拟实验,笔者画出条烟及条烟透明纸边缘的运行轨迹,当气缸行程大于60mm时,末端执行器的运行轨迹和条烟透明纸边缘的运行轨迹不会发生交集,所以气缸的行程只要大于60mm即可,左右气缸型号最后确定为:TN-20×100-S-T。
2.2 电气控制系统设计
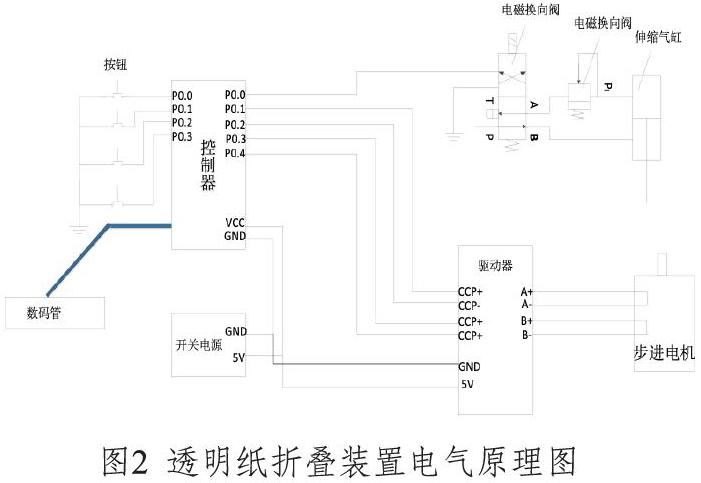
根据机器人的动作原理,笔者将写好的程序写入控制器,控制器可以控制与电路和气路相连的所有部件。如果该装置需要做出一个动作,这时控制器会打开所有需要的电机和阀门。如果要改变该装置的动作和行为,可重新编程,然后写入其控制器。所有传动装置都通过导线与一块电路相连,该电路直接为电机和螺线圈供电,并操纵电磁阀门启动电气系统。阀门可以控制压缩空气在机器内流动的路径。比如,如果该装置要做出一个伸出动作,其控制器会打开一个阀门,控制传动装置做出动作。透明纸折叠装置电气原理如图2所示。
本装置采用单片机驱动电磁阀、步进电机等执行器件,按工艺流程动作实现自动化控制,通过数码管按键实现参数设置及读取,满足人机交互功能。
2.2.1 步进电机力矩确定
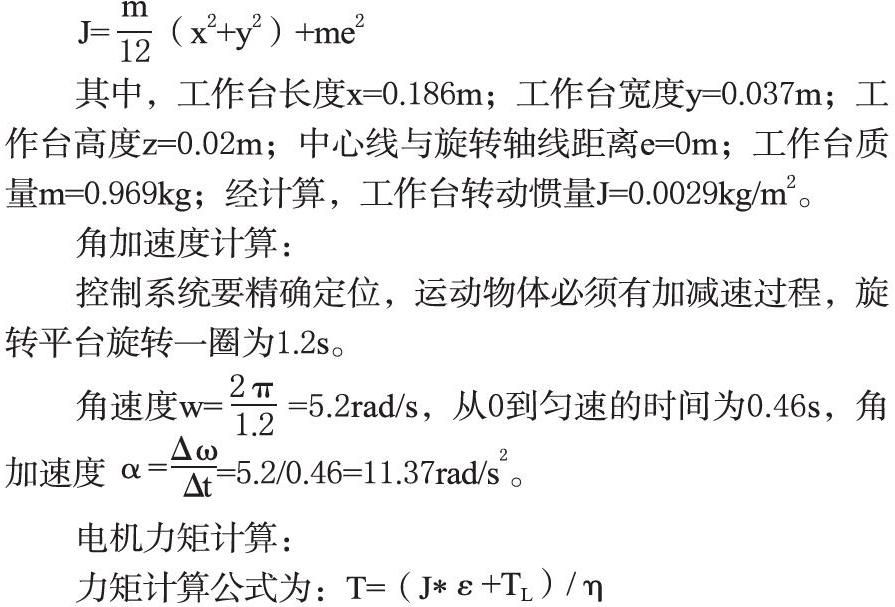
转动惯量J的计算:
其中,工作台长度x=0.186m;工作台宽度y=0.037m;工作台高度z=0.02m;中心线与旋转轴线距离e=0m;工作台质量m=0.969kg;经计算,工作台转动惯量J=0.0029kg/m2。
角加速度计算:
控制系统要精确定位,运动物体必须有加减速过程,旋转平台旋转一圈为1.2s。
角速度 =5.2rad/s,从0到匀速的时间为0.46s,角加速度 =5.2/0.46=11.37rad/s2。
电机力矩计算:
力矩计算公式为:T=(J*ε+TL)/η
式中: TL为系统外力折算到电机上的力矩, η为传动系统的效率。忽略系统外力,TL =0;查机械传动效率表,取η=0.97;带入上述数值计算得:
T=0.34N·M;
故步进电机的静力矩应大于0.34N·M。
故选择静力矩为0.4N·M的86BYG401型步进电机。
2.2.2 确定参数
折叠装置制作完成后,要达到最佳的热封效果,需要选择合适的烙铁温度、烙压时间及压力,通过正交实验确定最佳参数:
小组以GDX2型包装机透明纸包装处的烙铁温度为依据,选择三种温度(A烙铁温度℃);通过调查包装机挡车工手工打条烙压时间,得出烙压时间在2s~3s(B烙压时间s);电磁铁行程一旦超过2mm,烟包会发生变形,因此选择行程小于2mm(C热封压力mm)。
比较R值大小,看各因素的影响程度,按照因素影响程度主次排序:B→C→A,B、C为主要因素,A为次要因素。
直观分析:直接比较9个试验综合评分,最高分为5号方案,即组合A2B2C3。
计算分析:某列的n位级的贡献系数,为本位的n位级对于试验指标结果之和,从计算结果可知,较优方案为A2B2C3。趋势图如图3所示。
通过以上数据,最终确定最佳参数:烙铁温度135℃,烙压时间2.5s,当电磁铁行程为2mm时,对应最佳的热封压力。
3 结语
该装置完全代替人工完成8个动作,减少了单调、重复的折叠动作,降低了员工的劳动强度,可以使异型烟条盒透明纸更加平整、美观,产品质量抽检得分有所提高,对于小批量的异型烟产品有极高的应用价值。
参考文献
[1] 徐尚超,郭建娟,徐峰.FOCKE 700S硬盒包装机内框纸横向输送装置的改进[J].机械工程师,2014(8):276-277.
[2] 吴建军.YB618型硬条及条外透明纸包装机美式包装及拉线形式的改进[J].烟草科技,2015,48(8):82-87.
[3] 张振华,孟振伟,张伟华.随动式条盒透明纸包装整形器的设计[J].烟草科技,2004(3):13-15.
猜你喜欢
南北桥(2022年4期)2022-06-25
机电工程技术(2021年3期)2021-09-10
环球时报(2019-07-18)2019-07-18
百科知识(2018年9期)2018-05-28
科学与财富(2018年7期)2018-05-21
现代职业教育·中职中专(2018年7期)2018-05-14
劳动保护(2017年5期)2017-06-12
科学启蒙(2015年9期)2015-09-25
中国水运(2014年3期)2014-04-14
科技致富向导(2013年8期)2013-05-30
