控制盖板玻璃清边损失率的方法
2021-09-10 16:43李蕊杉桑阳李启元
电子乐园·中旬刊 2021年1期
李蕊杉 桑阳 李启元
摘要 :本文以降低生产成本、同时提高产品质量为基本出发点,分析产生问题的主要原因,抓住生产过程中的关键环节、采取有针对性的对策和措施,有效的提高了盖板玻璃的清边损失率,节约了生产成本。
关键词:盖板玻璃; 清边宽度; 板厚; 损失率; 生产成本
前 言 提高产品质量降低生产成本是提高产品竞争力的最重要的途径,随着玻璃市场的日益严峻及竞争的白热化就显得更加迫切,当然提高产品质量要以不提高或略提高生产成本为前提,即符合价值工程的节约型及投资型的理念,或者是在保证质量的前提下,最大限度地降低生产成本,以增加降价的空间提高竞争力。或者说在降低了成本的同时,提高了产品的质量,符合价值工程的双向原则,这是在任何产品在生产时都要坚持的基本出发点。
光能电池盖板玻璃在生产中,首先是由熔融态玻璃液经压延机压制并冷却成一定宽度的玻璃板带,然后退火切割成用户需要的各种规格的玻璃板。切割前的玻璃板带宽度称为原板宽,原板宽度既包括了有实际用途的玻璃板材,又包含有被清理掉的废弃边料,很显然清边宽度越宽,造成的浪费越大,反之就越小。但由于生产过程中的客观要求,清边是必须的一道程序,也就是说此种浪费是不可避免的,那么怎么样减少浪费才是必须正确面对的,也是必须要解决的问题。
一、关于清边损失率的进一步认识
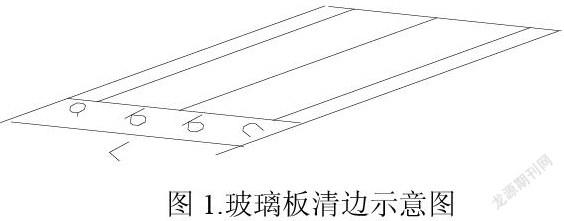
如右图1所示,L为原板宽度,a、c为清边宽度,b为玻璃原片宽度,其中:
L=a+2b+c(其中a≈c)
清边损失率β=(a+c)/(a+2b+c)*100%
二.对影响清边宽度损失率的原因分析
对清边宽度损失率的对策,实际上就是在保证产品质量的前提下,如何将清边宽度降到较小的数值上,经过认真的的分析认为大约分为以下几个因素:操作质量、厚度调整时间、唇砖安装精度、压延辊的跳动度及粗糙度、流液口玻璃液温度波动、机器冷却水温不稳定、玻璃板边部火枪缺陷、厚度控制效果欠佳、成型区温度波动大等,再进一步确切分析认为其主要因素就有3个:①边部调整反馈不能正确及时。②玻璃板边部火枪缺陷。③边部宽度厚度工艺管理不细化等。
三.对主要因素的对策措施.
分析原因是解决问题的第一步也是关键的一步,认清原因那么就可以采取相应的措施。
1.边部调整反馈的对策措施
玻璃板边部厚度的稳定是决定清边宽度的前提,清边越窄,边部厚度受外界影响相对越大,越易超差,所以要想减少清边宽度,不对边部厚度加强控制就只
能事倍功半,而对边部厚度的控制即调整与反馈就显得尤为重要。基于此,可以采取如下措施:
⑴ 与钳工结合:①对润滑油进行更换,采用耐高温润滑脂。②加强对厚度调整部位进行冷却,保证润滑正常。
⑵ 与电工结合对红外系统进行改进与完善,使得调整结果反映及时、准确。
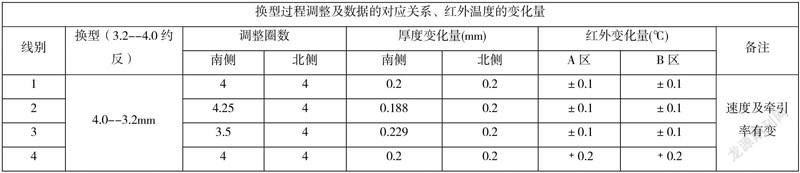
⑶ 仔细确定压延机厚度调整装置的调整与玻璃板厚度实际变化的对应关系。以实现厚度在日常及换型过程中的快速调整,请看下面数据:
通过这些措施的实施,使得玻璃板厚度调整结果能够快速、准确、灵敏地在监视屏上正确显示,并且可以通过红外曲线的波动及时做出对策,实现了对边部厚度的有效控制,为减少清边损失打下良好的基础。
2.对玻璃板边部火枪缺陷问题的解决
火枪缺陷为火枪燃烧状态、安装不佳等多种原因造成的玻璃板边部缺陷如:边部颜色差异、亮暗差异、宽度与厚度变化、析晶线位置不稳等缺陷,产品也几次因此而废弃,为影响清边宽度的主要因素。
⑴ 对火枪定位机构进行改进调整
① 可实现长短、左右旋转角度的调整。 ② 可实现上下、前后位置的调整。
总体实现:① 可以根据板宽、其他位置的需要进行快速准确的调整; ② 通过旋转角度的变换避免了火焰直接燃烧压延辊所造成的板面边部缺陷。
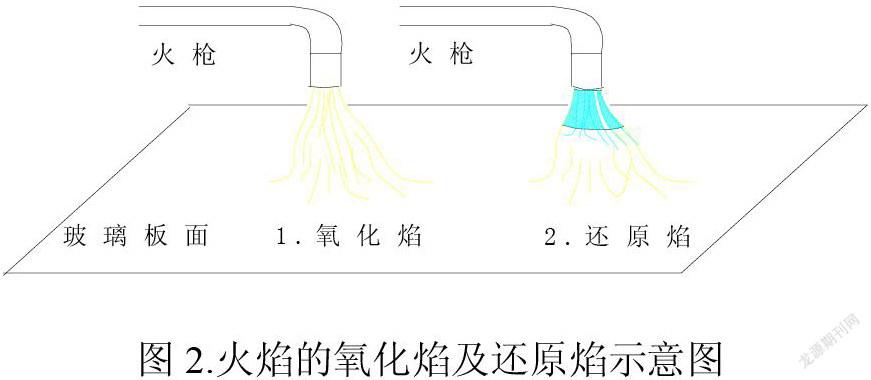
⑵ 对火焰进行调整
火焰有两种:一种显黄色,为氧化焰;一种透微蓝,为还原焰。前者燃烧不充分,易产生中间物渗入玻璃,切割时在玻璃侧面产生色差,影响清边,故严格调成还原焰,见图2。
⑶ 采用大火枪和小火枪相结合的加热方式
① 大火枪:火力猛,火焰燃烧面积大,适用于快速软化及正常边部加热。
② 小火枪:火焰细长,適用于局部加热凉料及意外情况。
⑷ 采用单孔枪头和多孔枪头相结合的策略
①单孔枪头:火力集中,冲力较大。 ②多孔枪头:火焰分散,均匀柔和。
通过各方面的对策达到了预期的目的,清边损失可控制在100mm左右,不但使清边损失率得到了降低,同时也伴随着各种措施的实施,玻璃板厚度的一致性得到了提高,使产品的整体品位得到了提升,也为产品生产的稳定起到保驾护航的作用。
总的来说,提高产品质量、降低生产成本是我们在生产过程中必须坚持的一贯思想,尤其是在新的形势更是如此,要不断地转变观念,解放思想,改变工作方式,把不得不做、被动地解决问题,变为我要做、主动的做。可以说,节能降耗无论多与少,只要节约了,都是值得推崇的,比如说一度电、一吨水、一块玻璃板、一个面罩等,积少成多就是一个不小的数字。
猜你喜欢
江苏农业科学(2017年12期)2017-09-16
农业与技术(2016年24期)2017-04-20
现代农业科技(2017年3期)2017-03-28
中国市场(2016年33期)2016-10-18
商业会计(2016年10期)2016-06-08
商场现代化(2016年5期)2016-04-14
纺织导报(2015年7期)2015-12-31
江苏农业科学(2015年10期)2015-12-23
安徽农学通报(2014年17期)2014-09-22