浅谈齿轮制造业的问题以及发展趋势
2021-09-10 09:44钱永辉毛芳芳张朝国
内燃机与配件 2021年10期
钱永辉 毛芳芳 张朝国
摘要:齿轮是机械传动中应用极为广泛的零件之一,涉及的制造业包括轿车齿轮业、摩托车齿轮业、机器人传动轴齿轮以及机床齿轮业,齿轮制造业从业人员约200万,齿轮总成产品年产值超过2800亿元。本文简要陈述了国内外齿轮行业的发展现状,分析了国内齿轮发展的优势以及短板,结合当前的工业技术预测了未来齿轮制造业的发展趋势。
关键词:齿轮;精度;趋势
中图分类号:TH132 文献标识码:A 文章编号:1674-957X(2021)10-0190-02
0 引言
《中国制造2025》中提出中国要成为世界制造强国,装备制造业作为基础性、战略性产业,对于各行业产业升级、技术进步具有重要的保障作用,集中体现了国家综合实力。中国要跻身世界装备制造业强国必须高度重视齿轮等基础零部件制造。齿轮是一种重要的传动零件,是机器或部件不可或缺的部分且不可取代,在机械传动中的运用非常广泛。盡管我国的齿轮制造业取得了不菲的成绩,齿轮制造总量跃居世界前列,普通齿轮的质量相当可靠,但当前,我国齿轮行业的发展遇到了瓶颈。主要表现在,生产设备配套不完善,企业的高精尖机床设备严重依赖进口,在面对国际形势的变化时,往往比较被动,造成我国工业核心竞争力不足,高精尖产业掣肘于国外。笔者认为我们应该分析我们齿轮制造的薄弱环节,找出症结所在,并且提出有效的解决方案。
1 现阶段齿轮发展的情况以及趋势
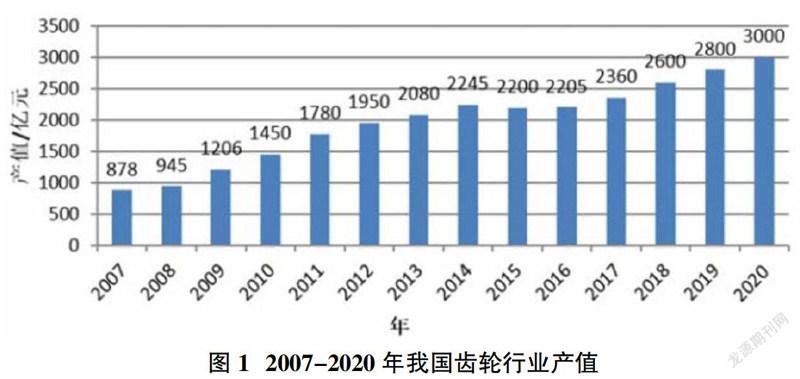
我国齿轮行业从2007-2014年一直处在高速发展时期,产量实现逐年增长,2015年虽稍微有小幅度下降,2015年至2020年间又再次进入高速发展阶段,呈现逐年稳定增长的趋势,虽然期间全世界受疫情影响,但我国的齿轮制造仍然实现了7.7%的增长,2020年的产值高达3000亿元,稳居世界齿轮产量第一,通用零部件的最大市场,产值分布图如图1。
目前,我国齿轮制造企业多,约5000多家齿轮制造企业,骨干企业不足10%,约300多家。按照齿轮档次的划分高档和中低档次,中低档次占比75%,随着我国总体的制造创新能力在逐年上升,低档向中高档转变在逐年攀升。
2 掣肘我国齿轮发展问题的几个方面
2.1 齿轮行业的研究和试验能力不足
材料方面我国远远落后发达国家,材料的标准落后,牌号未行程系列化尤为突出。我国齿轮材料有许多残缺,含有大量的氧化物以及非金属杂质,且杂质的分布不均匀,造成局部的应力,后期对齿轮的性能会有很大影响,造成产品质量残缺,局部缩松、开裂。我国的热处理技术目前比较落后,一般齿轮材料要经过调质处理、渗碳、渗氮处理,对齿轮的硬度、韧性的提高相对有限。在锻造、轧制、热处理中杂质容易造成开裂、变性、疏松等现象。我国齿轮行业的试验能力薄弱,多数产品没有经过三方检测、验证和评价,设计、制造及性能试验等基础数据难以形成共享数据,对齿轮行业整体设计水平和创新能力的提高是一个掣肘因素。增加行业标准化投入,增加应用标准,提高贯标率,以满足产业发展的需要。
2.2 国产齿轮机床以及专用夹具的精度相对不高
齿轮加工的步骤为齿坯加工→热前制齿→热后精加工3个阶段。齿坯加工已经实现全数字化控制机床,经过多年的发展已经具备了高效率、高精度的要求。热处理前的加工的机械设备主要运用插齿机、滚齿机等,热处理后的精加工设备主要是高精度研磨机,用以提高齿轮的表面粗糙度。目前,我国数控机床、插齿机、滚齿机和高精度研磨机等机械设备的精度方面较欧美日等发达国家还有一定差距,这个差距需要我们相关机械加工技术、基础加工设备的提高以求逐步提高机械加工能力。中高端齿轮制造时对夹具的精度要求很高,夹具精度造成误差会对齿轮的加工制造的误差产生放大的效应。粗加工一般要求达到粗糙度值Ra为0.01mm,半精加工Ra0.005mm,精度Ra0.002mm以内。此类夹具包括各类高精度卡盘、滚齿夹具、磨齿夹具、珩齿夹具都属于高端回转类夹具。加工齿轮的夹具精度不够,会造成加工误差和夹具误差的重复堆积。夹具精度不高会对齿轮加工切削稳定性造成一定影响,进而再次放大到齿轮上,致使齿轮精度不高。
2.3 齿轮切削刀具耐磨性、切削性能低
目前我国的基础工业起步相对较晚,在齿轮加工的刀具还落后于发达国家。“工欲善其事必先利其器”,要加工出质量可靠的齿轮,齿轮刀具显得尤为重要。刀具的综合切削的精度、耐磨性、耐热性,抗震性都要达到相应的标准。待齿轮完成相应的半径加工后,对齿轮进行热处理完毕后,要进行精加工即对齿轮进行磨削加工。随着我国对材料的研究和发展,在刀具的制造方面,硬质合金钢已经得到普遍的应用,基本上取代了原先的高速钢刀具,整体硬质合金钢刀具和可转为刀具已经得到了广泛的应用,但是硬质合金钢的成分和质量上与国外同行业还有一定的差距。由于我国基础工业的落后,许多高精度磨床还是依赖进口,相应的配套的磨削砂轮的配套无法跟国外的砂轮完成对接。虽然近年来我国的材料制造方面有了长足的进步,但是磨削砂轮的制造方面还是能达到国际先进水平。这主要表现我国的砂轮使用一段时间后,会脱落,进而不能在一次精加工完成动作,致使产品的磨削质量和效率低下。
2.4 行业协作方面缺乏统一的行业交流机制
我国在齿轮合作方面没有达成一致的行业协同协作,行业交流合作不够紧密,好的经验不能及时分享,错误的经验不能有效避免,相互借鉴。相关的企业应该组成行业协会,经验相互借鉴,引入第三方评估开展齿轮制造的先进技术交流,积累先进的设计、制造技术数据。
3 齿轮制造问题拟解决方案
在发展的道路上,唯有创新才是出路。在齿轮的设计、加工、制造等方面都要创新。在设计方面加大与高校合作,利用高校的科学研究能力和高额的科研经费,整合优势资源,发展齿轮设计方面优势。在材料方面,与科研院所加大合作,开发尼龙、陶瓷等材料,开发综合利用效率高的材料。在核心技术方面考虑,结合当下先进技术比如利用3D打印制造技术,结合CAD/CAM、CAE等技术进行加工。在产品初步设计时,利用ADAMS优化设计软件,对产品的结构、材料、性能等技术参数进行方针优化,大幅度的缩减了设计成本,值得推广使用。
4 齿轮加工制造未来努力方法及发展趋势
目前国际形势复杂多变,形势日趋严峻,我国被西方国家围困堵截。我们的工业发展不能指望外国提供帮助,我国必须冲破帝国主义国家的禁锢,打破外国设置的技术壁垒,撸起袖子加油干,打破国外的技术垄断。我们必须抓住未来齿轮制造的发展趋势,顺势而为,发展我国在齿轮方面的技术和设备。我们要按照未来對齿轮的发展要求,把握发展趋势方向。
结合数控机床逐步向功能集成化、工艺复合化演变发展方向,把数控机床与现代制技术紧密结合起来,齿轮加工向着以下几个方面发展:
4.1 高速度、高精度、高效率、高可靠性
效率是制造业对时间成本、技术成本控制的关键原因之一。随着计算机辅助技术的发展,机床床体结构设计的优化,机床刚度提高,载荷负担得到有效的均衡,车床的自热、切削热、摩擦热等热变形引起的加工误差能得到有效的控制。机床的速度、精度、效率、可靠性得到稳固的提高。
4.2 依托国家政策着力发展齿轮制造技术
我国的社会主义的制度优越性之一表现在可以集中力量办大事,有了政策的引导,人财物力等陆续投入,可以在短期时期内看到明显的成效。根据我国可持续的发展理念,绿色制造、智能制造伴随齿轮设计、制造的全过程,努力制造出高精度、高强度、低噪音的新型齿轮。
4.3 结合新的技术开发新制造途径
3D打印技术是新兴的制造技术,有着独特的制造优势。3D打印技术可以制造出零件形状复杂的工件,这样在设计加工方面,易成形,实现了齿轮的制造不再受机器、刀具、材料的限制。
在设计方面利用先进的虚拟方针软件ADAMS,可以通过模拟方针,分析齿轮的受力、振动、噪音,进行了无纸化运作,提高了效率,为设计的可行性提供了依据。
4.4 提高热处理的能力
合理正确的热处理工艺可以大幅度提高齿轮的刚性、韧性。在材料受限的情况下,热处理无疑是增加齿轮性能的良好途径之一。加大热处理试验科技的投入,对渗氮、渗碳技术再研究,对金属的相进行显微观察,找出新的金属或非金属渗剂。
5 结束语
我国的基础工业起步晚,但是经过几代人的努力部分已经迎头赶上一些发达国家,但是齿轮这个普遍的基础零件在高端领域还是处在弱项,需要我们再经过几年或者数十年的努力才可以。尽管以美国为首的西方国家对我们进行经济打压,技术垄断,但是勤劳智慧的中国人民靠自己一定可以解决这个技术弱项。
参考文献:
[1]赵萍丽,张先鸣.摩托车渗碳齿轮钢的新发展及工艺细节[J].摩托车技术,2020(09):47-50.
[2]影响我国齿轮行业升级的几个因素[J].机械传动,2021,45(01):175-176.
[3]乔燕芳.齿轮制造技术创新及发展趋势思考与建议[J].金属加工(冷加工),2018(03):3-5.
[4]周启冲.齿轮技术的创新和发展趋势[A].全国地方机械工程学会.2017年第七届全国地方机械工程学会学术年会暨海峡两岸机械科技学术论坛论文集[C].全国地方机械工程学会:海南省机械工程学会,2017:5.
[5]李晓菊,王小丹,何泽雨.浅析齿轮行业的发展现状、问题及趋势[J].内燃机与配件,2018(13):158-159.
[6]毛美琴.浅析高精度齿轮的加工工艺分析[J].农家参谋,2020(23):108.
猜你喜欢
第一财经(2021年6期)2021-06-10
科技研究·理论版(2021年20期)2021-04-20
少儿科学周刊·儿童版(2020年9期)2020-11-25
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
Coco薇(2017年9期)2017-09-07
财经(2017年10期)2017-05-17
电子技术与软件工程(2016年24期)2017-02-23