关于自动化焊接机器人生产线的应用与优化
2021-09-10 05:43:27郑建勇
内燃机与配件 2021年12期
郑建勇
摘要:本文重点针对自动化焊接机器人,在生产线当中的具体应用展开相关分析和研究,对现阶段我国自动化焊接机器人在生产线中应用存在的问题进行阐述,同时提出针对性的优化技术策略,充分发挥出自动化焊接机器人的使用工作优势,保证生产线焊接工作的高精度、高效率进行,推动我国工业产业各项生产活动的快速向前开展,实现相关生产企业单位的更高经济效益和社会效益。
关键词:自动化;焊接机器人;生产线;应用;优化
中图分类号:P755.1 文献标识码:A 文章编号:1674-957X(2021)12-0182-02
0 引言
当前随着我国社会经济的不断向前发展,我国机械制造产业的整体发展速度也在不断加快,尤其在我国汽车制造行业当中所取得的技术研究进展非常明显。在汽车生产工作过程中,要想全面提高产品生产效率和质量,需要具备大量的资金投入支撑,同时还要求企业单位具有更高的工业生产技术水准。但是随着我国工业产业的进一步向前发展,对生产线的加工与生产技术要求提出了更高的标准,在工业机械生产线当中对于各种自动化焊接机器人设备的使用越来越广泛,通过自动化焊接机器人设备的使用,可以有效替代大部分的人工手动操作流程,可以有效提高产品的焊接工作精确度,同时避免人为性误差所产生的影响,有效节省不必要的人力资源投入量,全面推动工业生产线的快速向前发展。
1 自动化焊接机器人在生产线当中的应用问题分析
1.1 自动化焊接机器人在生产线中的应用状态
在汽车零部件加工生产过程中,对于汽车的尾气净化器前段部分主要是用于连接汽车的发动机涡轮增压器和汽车尾气装置。在该设备的生产工作过程中,焊接生产线内部主要分为以下几个关键性焊接工作步骤,其中主要包含两半壳焊接、进气法兰、焊接总成、焊接泄露情况检测、总成尺寸检测以及补焊处理等各工作环节。可以发现在实际的焊接工作过程中,生产线上的焊接和检验工作流程属于同步开展,在此工作当中进行两半壳焊接工作主要是通过自动化机器人直接进行操作,而后续的质量检验和装箱等工作,则需要相关检测工作人员来加以完成。
1.2 自动化焊接机器人生产线工作当中存在的主要缺陷
在生产线的加工过程中,基于汽车尾气净化器前段部分的焊接加工生产工艺,从中可以看出其中仍然存在很多方面问题。比如,会产生个别操作工作人员,在工位的分配上存在问题,无法有效应对自动化焊接机器人的工作速率,造成焊接机器人处理完成之后的产品无法及时进行检验和装箱工作,会造成大量的产品积压无法及时进行装箱,对整个产品生产效率产生不良影响。同时在生产过程中由于生产节奏无法形成对应,会直接造成焊接机器人在工作当中产生停机问题,直接影响到整个生产线的正常稳定工作,同时由于焊接机器人所使用的焊接技术参数有所误差,进而造成焊接工作质量有所偏低[1]。
2 自动化焊接机器人在生产线当中的应用分析
2.1 生产线的优化技术支撑
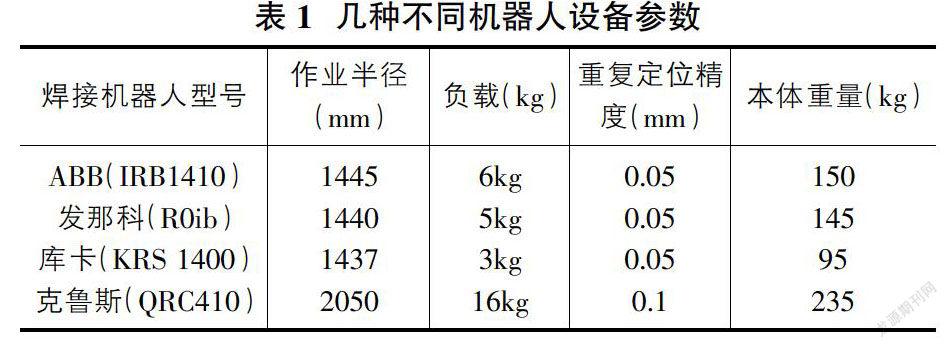
通过对自动化焊接机器人的工作流程分析可以看出,在进行汽车尾气净化器产品的前段焊接工作当中,所表现出的生产线控制问题相对比较明显,分析这一问题的产生主要表现在当前生产性当中所使用的自动化焊接机器人,在整体的智能化控制程度上有所不足,进而无法充分实现在焊接加工处理过程中有效完成自动化检测工作,如表1。
同时在机器人的工作过程中,缺少柔性化管理工作理念,在加工工作当中无法实现对现场加工工作要求以及对实际生产工作情况的针对性判断。而随着工业机器人相关工作理论和技术的优化和完善,在实际的生产线优化工作当中,可以有效导入全新的技术理论,有效完善现有的自动化焊接机器人生产工作流程具体如下:
第一,PFMEA模式。该理论属于一种失效模式,分析之后的结果通过该理论的有效程度,可以有效保证自动化焊接机器人在实际工作过程中,对焊接工作中存在的误差以及错误动作进行预先判断和分析。比如,在针对汽车尾气净化器产品的焊接过程中,针对产品前段加工过程中所产生的失效影响等级进行判断,可以进一步降低后续人工检测工作所产生的工作压力,提高产品的生产效率。
第二,工序能力分析。该研究工作理论主要是针对自动化焊接机器人,针对生产流水线的每一个工位工作效率进行全面分析和研究,因此有效计算工序能力情况,对生产线焊接工作过程中存在的各种问题进行有效处理,确保每一个产品的加工时间间隔符合正常的生产速率要求,同时要进一步优化工作人员的工作方式,保证工作人员可以和焊接机器人的工作速率之间形成对应,避免出现大量产品积压等问题提高产品的生产效率[2]。
2.2 自动化焊接机器人生产线优化应用
第一,机器人传感器技术。通过该项技术的使用,主要是运用传感器设备来提高机械化生产效率,对工作距离和工作时间等方面条件进行有效控制。比如,针对光电式传感器设备的使用,主要是针对生产线焊接工作当中,焊接机器人加工工作进行有效感应,并且可以有效减少因为焊接机器人工位位置误差所產生的质量问题。比如,在机器人的焊接加工过程当中,需要有效设置出对应的焊接夹具,通过将工件直接进行固定,然后通过机器人感应到所需要焊接的具体位置以及焊接内容,以此来有效保证焊接工作的顺利进行。但是在实际的焊接工作中经常会出现夹具掉落等情况,造成定位工作存在一定的误差,会直接影响到焊接机器人的焊接工作精确度。通过使用机器人传感器技术,可以用效提高焊接工作的整体质量和稳定性。
第二,PLC控制系统。PLC控制系统属于电气自动化设备当中非常重要的核心技术,要点在机器人到焊接加工生产线当中,可以对每一个生产线的各种机械设备展开集中化控制与分散性控制工作,充分保证每一种机械对在工作过程中可以实现快速响应。如果出现焊接机器人产生故障问题的条件下,PLC控制系统可以即刻响应以及有效调整整个产品生产线的设备运行工作状态,以此来有效避免因为错误的加工而产生不必要的材料浪费问题。
第三,智能化信息技术。在焊接生产线的正常工作过程中,通过自动化信息技术的有效应用,可以对整个焊接生产性进行实施性管理。基于PLC控制系统可以有效获取焊接机器人在工作过程中的各项运行数据信息,同时在智能信息系统当中,对于这些信息内容进行加工和使用,比如可以对流水线生产节拍进行有效统计,同时针对每一个工位生产提出相应的工作报告,为生产线的工位调整工作提供出必要的数据支撑。
第四,柔性化生产技术。通过柔性化生产技术的使用,可以充分发挥出自动化机器人的核心技术。在实际应用过程中主要指的是通过柔性化技术,可以保证机器人的焊接加工工作可以变得更加智能化和柔性化,比如通过使用快换小车设备,可以有效实现对夹具的快速切换,避免人工介入其中对整个生产工作效率产生不良影响[3]。
3 自动化焊接机器人生产线优化工作策略
3.1 选择专业水平更高的工作人员
根据上述分析工作可以看出,自动化焊接机器人在生产线当中的应用仍然存在一定的欠缺和不足,因此必须要对机器人设备进行有效调整,全面展开对各种生产工件的质量监督和检查工作。由于生产线当中的检查工作,需要通过专业工作人员来进行操作,因此要想进一步提高自动化焊接机器人的生产线生产效率和质量,必须要匹配更加专业的操作工作人员,不但可以充分满足生产线的生产加工工的要求,同时还可以实现对焊接机器人展开更加系统和针对性的维护工作,有效保证生产线的各项生产工作顺利进行。
3.2 合理选择机器人焊接工作设备
自动化焊接机器人设备在生产线的工作过程中,主要是通过多种不同类型机械设备所构成,这些技术设备在自身的工作性能和技术参数到设计工作方面,会直接影响到整个产品线的生产效率和质量。因此,需要针对生产线的实际生产工的要求,合理选择焊接机器人设备,有效保证各种夹具等小布片符合产品的加工焊接要求,避免对产品的生产质量和效率产生不良影响[4]。
3.3 合理设计产品线生产方案
第一,通过对自动化焊接机器人生产线的生产工作方案进行针对性设计,保证整个生产线产品生产活动更加高效,对于自动化焊接机器人生产工作而言,可以有效将其分为全自动化和半自动化两种工作形式,对于全自动化焊接机器人来讲,整个生产线属于一条比较成熟的生产线,在实际生产工作当中产品的生产智能化和机械化层次相对较高,但是前期所需要投入的资金量相对较大,因此生产工作单位需要承担更多的风险,如果某一个环节机械设备产生故障问题,会直接影响到整个生产线的生产效率。对此,在工业生产加工工作当中,必须要对生产线进行合理设计和选择,如果是针对工件切割等生产项目,对生产精度要求较高的情况下,可以选择单独存在的焊接机械设备参与到生产线的生产工作当中,有效保证工件加工生产的整体精度和质量[5]。
第二,要合理设计生产线的加工工作方案,在不同的生产行业当中,焊接工件加工所需要的步骤以及焊接处理技术标准要求也会有不同,因此要求在生产加工过程当中,必须要展开科学合理的产品线生产工作规划,生产线可以通过一线到底的设计方法也可以通过两条加工线同步进行设计。因此,在生产线的加工设计工作中需要有效融入现代化的管理工作理念,充分保证自动化焊接机器人生产线的设计科学性与合理性。
4 结语
综上所述,我国正在全面落实资源保护型以及生态节约型社会发展模式,因此在我国工业机械制造工作过程中,需要对一些更加先进的智能化控制技术加以合理应用,以此来有效实现工业化生产的经济效益和社会效益。
参考文献:
[1]朱志民,方孝钟,周勇.工业机器人在轨道交通制造中的应用现状及发展趋势[J].金属加工(热加工),2021(01):7-12.
[2]李浩,马文锋,文笑雨.自行车后三角车架智能焊接生产线设计与仿真[J].中原工学院学报,2019,30(06):1-10,17.
[3]王赟.自动化焊接机器人生产线优化研究分析[J].中国新技术新产品,2019(24):32-33.
[4]曹成銘,李圣文,陈波.液压支架连杆机器人自动化焊接生产线的研制与应用[J].煤矿机电,2019,40(06):29-32.
[5]李永博.机器人生产线在船舶智能制造中的应用研究[J].船舶工程,2017,39(10):95-99.
猜你喜欢
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
现代企业文化(2016年1期)2016-12-23 02:09:39
亚太教育(2016年31期)2016-12-12 08:50:27
中国科技博览(2016年18期)2016-10-19 07:01:13
中国市场(2016年36期)2016-10-19 03:40:15
科技视界(2016年20期)2016-09-29 14:13:02
科技视界(2016年20期)2016-09-29 13:45:10
机械制造文摘·焊接分册(2015年5期)2016-02-02 00:56:11
科技视界(2015年9期)2015-04-07 11:10:41