
跑合试验对螺杆变幅机构的必要性的实例分析
2021-09-10 05:19刘雷徐萍
内燃机与配件 2021年12期
刘雷 徐萍

摘要:变幅机构是门座机上的重要工作机构,螺杆变幅机构更频繁的使用在船厂门座机,以解决重载大幅度的作业工况,其关键部位均为非标设计,通过齿轮啮合和螺纹啮合进行驱动,并采用循环油浴润滑。螺杆变幅机构在出厂前需要进行空载及轻载跑合试验,以清除啮合铁屑,并核查变幅机构的运行平稳性。
关键词:螺杆变幅机构;螺母螺杆啮合;胶合磨损;跑合试验
中图分类号:TH458 文献标识码:A 文章编号:1674-957X(2021)12-0057-02
0 引言
螺杆变幅机构常用于船厂门座机的臂架系统变幅驱动,其承载能力较大,适合船厂门座机重载大幅度的作业工况,属于门座机上的关键部件,其性能的好坏对门座机影响极大;其次,变幅机构的驱动包含齿轮啮合、螺母螺杆啮合,啮合部位均为循环油浴润滑;同时,螺杆变幅机构与臂架平衡系统紧密相关,需要非标设计。因此,出厂前的机构跑合显得尤为重要。
本文以某船厂门座机螺杆变幅机构为例,通过实际情况来分析来论证变幅机构跑合的必要性。
1 现象描述
因业主方供货时间紧迫,门座机的变幅机构与常规的起升机构等一样,通过手盘方式粗略验证变幅机构动作。并未经充分跑合就直接安装到门机上。现场第一次试车,着重验证臂架平衡系统的最大最小幅度是否可以达到,通过手盘变幅机构将臂架幅度由最大幅度调节到中间幅度位置。等再次动作时,变幅机构微动后,就不再动作。
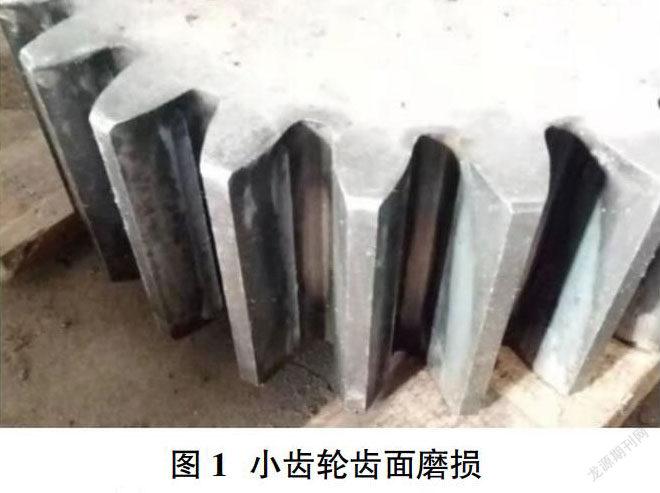
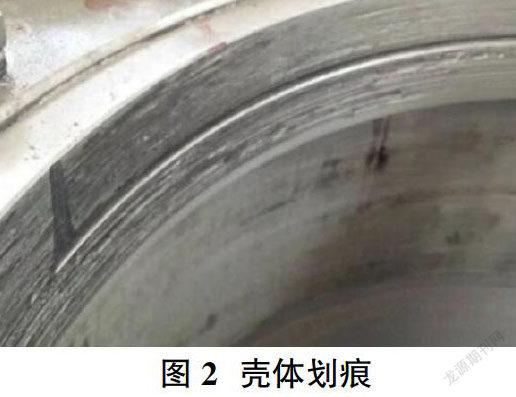
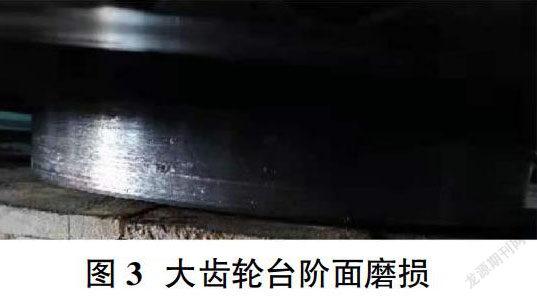
螺杆变幅机构整体拆解返厂后,将各传动部位全部分开检查。经查,如图1所示,小齿轮有两个齿啮合面磨损严重;大齿轮与壳体之间有颗粒物掉出,且分开后壳体上有较深的划痕,如图2和图3所示。其余位置未发现明显异常。
2 原因分析
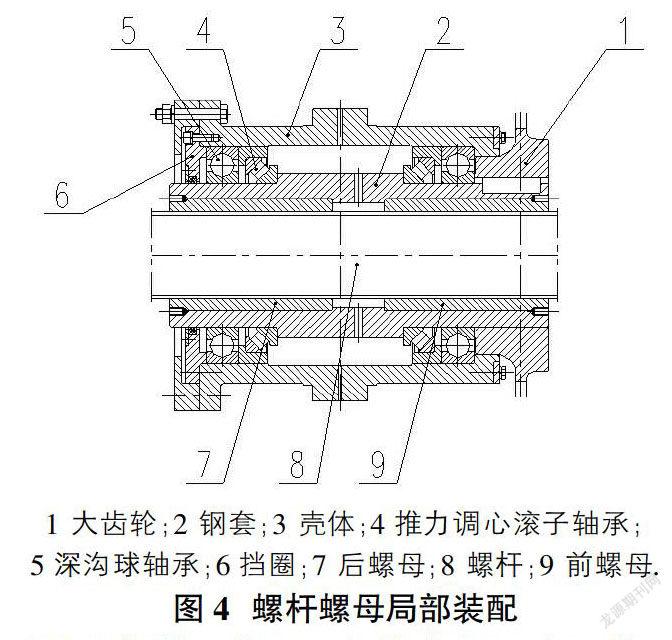
螺杆变幅机构的工作原理是,电动机驱动减速箱,减速箱低速轴套装小齿轮,小齿轮通过啮合带动大齿轮转动,大齿轮通过键传动带动钢套及与钢套紧配合的前后螺母转动,螺母与螺杆啮合,将螺母的转动转化为螺杆往复运动。其中,采用前后螺母可以适当解决螺杆正反冲击问题。钢套通过一对推力调心滚子轴承和一对深沟球轴承实现其轴向和径向与壳体的固定。壳体与其后方的罩壳形成螺母螺杆啮合区域的密闭箱体;壳体与齿轮罩壳以及随螺杆一同伸缩的伸缩套形成另一个密闭箱体。两个箱体理论上相互独立,但由于传动需要,仍会有润滑油通过传动间隙从压力高的箱体渗入压力低的箱体。因此,螺杆变幅机构还设有稀油润滑泵站,通过回油管路将啮合产生的铁屑等异物过滤,通过加油管路将干净的润滑油补充进来。异物需定期清除,润滑油也将酌情确认是否更換。
从实际破坏位置来分析,导致螺杆变幅机构的无法动作后的直接表象是壳体与大齿轮之间的损坏。小齿轮外协进厂时均有检验记录,其损坏是由于强行手盘变幅机构导致,是螺杆变幅机构微动无法动作后导致的。
查询壳体和大齿轮可知,两个零件配合面采用基孔制配合,配合公差为?准550H7/g6。根据机械设计手册,此配合的装配方法为手动旋进,配合特征及使用条件为:具有很小间隙,适用于有一定相对运动、运动速度不高并且精密定位的配合,以及运动可能有冲击但又能保证零件同轴度或紧密型的配合。
变幅机构的电机功率为30kW,转速为979rpm,减速箱速比为7.07,小齿轮齿数为25,大齿轮齿数94,模数为12mm。小齿轮的压力角α=20°。小齿轮位置径向力的计算如下:
小齿轮的输出转矩Md=9550*30/(979/7.07)=2069N·m
小齿轮直径d0=m*Z=12*25=300mm
切向力Ft=2000*Md/d0=2000*2069/300=13793N≈13.8kN
径向力Fr=Ft*tanα=13.8*tan20=5.023kN
上述计算的小齿轮径向力通过啮合传递给大齿轮,且径向力相等。大齿轮的转速=979/7.07/94*25=36.8rpm,大齿轮转速即为螺母转速。
结论,从转速和径向力正反向旋转冲击而言,此配合符合运动速度不高,运动有冲击,同时需要精密定位等要求。选用此配合符合规范要求。
从定位来看,各相关零件在轴向和径向均已完全定位,如图4所示。并且件6与件3之间设有耐油橡胶石棉板,以防止因安装缝隙导致漏油。
通过尺寸控制,件6可将推力调心滚子轴承顶紧,以避免螺杆径向跳动。后期了解确认件6的台阶高度与图纸不符,需要按图重新制作。并实际验证,将件6的紧固螺栓施加力矩对螺杆驱动反而不利,其紧固螺栓为内六角螺栓,且使用弹簧垫圈,常规手动拧紧即可。
由上述可知,螺杆变幅机构无法动作与设计图纸无关。同时,设计图纸及说明书内明确要求,螺杆变幅机构制作完成后需经跑合试验验证,并清洗复测后方可安装于起重机上。
3 现象分析
目前,阐述干摩擦现象的理论很多,早先的机械摩擦啮合理论认为,两个粗糙表面接触时,接触点互相啮合,摩擦力就是啮合点间切向阻力的总和,简单粘着理论认为,两粗糙表面在载荷作用下,摩擦副只是部分峰顶接触,真实接触面积Ar只有表观接触面积A的百分之一至万分之一。所以,单位接触面积上的压力很容易达到材料的压缩区服极限σSc而产生塑性流动。
在接触点受到高压力和塑性变形后,脏污膜遭到破坏,很容易使基体金属发生粘着现象,形成冷焊结点。在随后相对滑动中粘着处被破坏,有金属屑粒从零件表面被拉拽下来或零件表面被擦伤的一种磨损形式。
按照粘着结点的强度和破坏位置不同,粘着磨损有不同的形式,具体分为:轻度粘着磨损、一般粘着磨损、擦伤磨损、胶合磨损。实际破坏形式应属于胶合磨损。
胶合磨损的产生原因是,粘结点的强度比两对磨材料的剪切强度大得多,而且粘结点面积较大时,剪切破坏发生在对磨材料的基体内。此时,两表面出现严重磨损,甚至使摩擦副之间咬死而不能相对滑动。
胶合磨损的避免措施是,合理的选择配对材料,采用表面处理,限制摩擦表面的温度。控制压强及采用含有油性极压添加剂的润滑剂等,都可减轻粘着磨损。
正常的磨损过程可分为三个阶段,如图5所示,分别是跑合磨损阶段、稳定磨损阶段和剧烈磨损阶段。
跑合磨损阶段是指在新的摩擦副在运行初期,由于对偶表面的表面粗糙度值较大,实际接触面积较小,接触点较少而多数接触点的面积较大,接触点粘着严重,因此磨损率较大。但随着跑合的进行,表面微峰峰顶逐渐磨去,表面粗糙度值降低,实际接触面积增大,接触点数增多,磨损率降低,为稳定磨损阶段创造了条件。
稳定磨损阶段是指磨损缓慢且稳定,磨损率保持基本不变,属正常工作阶段。
剧烈磨损阶段是指经过长时间的稳定磨损后,由于摩擦副对偶表面间的间隙和表面形貌的改变以及表层疲劳,其磨损率急剧增大,使机械效率下降、精度丧失、产生异常振动和噪声、摩擦副温度迅速升高,最终导致摩擦副完全失效。
因此在稳定磨损阶段之前,对于复杂的变幅机构,且变幅机构内有诸多自制件,必要的跑合磨损是必不可少的。比较完整的跑合试验要求要有空载、重载、往复运动等要求,且跑合过程中须有充分的润滑,跑合完成后必须进行必要的清洗及零件查验。
4 结论
综上所述,结合摩擦面的破坏形式,当前的破坏形式是由于变幅机构安装到门座机上之前,未进行充分的跑合以降低表面粗糙度,且未对机构进行完全的拆解清洗及复检,有铁屑存在于变幅基体内的可能性;其次,由于无润滑措施或润滑不充分,齿轮旋转时在摩擦面发生粘结,进而形成冷焊结点,继续旋转时对结点进行拉扯,产生划痕及沟槽,从而造成摩擦面的严重损伤。
5 解决方案及验证
针对实际磨损情况,为尽量降低整改成本,整改方案为重新制作小齿轮、挡圈。在壳体上将磨损部位二次加工内台阶面,在大齿轮磨损处对应加工外台阶面,台阶深度作图确认。然后新增衬套,衬套外圈与壳体之间采用过度配合,并在結合面处增加定位螺钉;衬套内圈与大齿圈之间的配合与原图一致。同时,复测所有关键零部,排查未知隐患。
以上事宜全部完成确认后,按照图纸及说明书要求,在正常润滑条件下,空载正反跑合,带载正反跑合,跑合记录获得认可后,方才回装变幅机构。回装后,根据门座起重机的吊重能力曲线验证空载、最大吊重力矩,最大幅度下主钩满载、副钩满载等工况的噪音情况及变幅机构电流情况等。经实际验证确认,变幅机构整改效果良好,可以投入使用。
参考文献:
[1]张质文,等主编.起重机设计手册[M].北京:中国铁道出版社,1997.
[2]GB/T3811-2008,起重机设计规范[S].
[3]成大先主编.机械设计手册.第2卷(第5版)[M].北京:化学工业出版社,2007.
[4]邱宣怀,等主编.机械设计[M].北京:高等教育出版社,1997.
