
埋弧焊焊接及校正过程数值模拟
2021-09-10 07:22:44王军刘世忠康峰
电焊机 2021年2期
关键词:残余应力
王军 刘世忠 康峰



摘要:针对金屬结构在焊后易产生残余应力和焊接变形的问题,以一种对焊钢制梁为例,采用有限单元法模拟埋弧焊焊后的残余应力和变形。结果表明,钢制梁焊后存在较大的残余应力,且纵向残余应力大于横向残余应力。以焊接结果为初始条件,分析是否考虑残余应力对校正后钢制梁应力分布的影响,结果显示校正后焊缝处仍存在较大的应力,因此焊接残余应力不能忽略。
关键词:埋弧焊;残余应力;变形校正;应力分布;有限单元法
0 前言
金属结构在焊接过程中,由于结构各部分膨胀收缩程度不同或在膨胀收缩时受到限制等原因,在焊缝金属和靠近焊缝的母材区域内会产生热应力和残余变形,影响结构的尺寸精度和受力特性。
焊接过程中的变形和残余应力可通过固有应变法、热塑性法和局部整体映射法进行理论计算[1]。由于复杂的焊接结构和焊接过程中的热力非线性等原因,具体工程分析时可借助ANSYS、ABAQUS和MSC.MARC等通用有限元平台进行二次开发[2-3],或直接应用焊接专用软件SYSWELD[4-5]和Quick Welder[6]计算。现有文献多关注焊接过程的数值模拟,而对于焊接变形的校正关注较少。文献[7-8]使用ANSYS对不同焊接结构进行了变形校正模拟,但均忽略了焊接结构的残余应力。研究表明,有时残余应力甚至会超过材料的屈服应力[9],因此是否可以忽略焊接残余应力有待商榷。
文中以一种对焊钢制梁(以下简称梁)为例,首先使用有限元软件ABAQUS(达索,2016)模拟埋弧焊焊接过程的残余应力和变形,然后以焊接结果为初始条件,对比分析焊接残余应力对校正后梁的应力分布的影响。
1 有限元分析
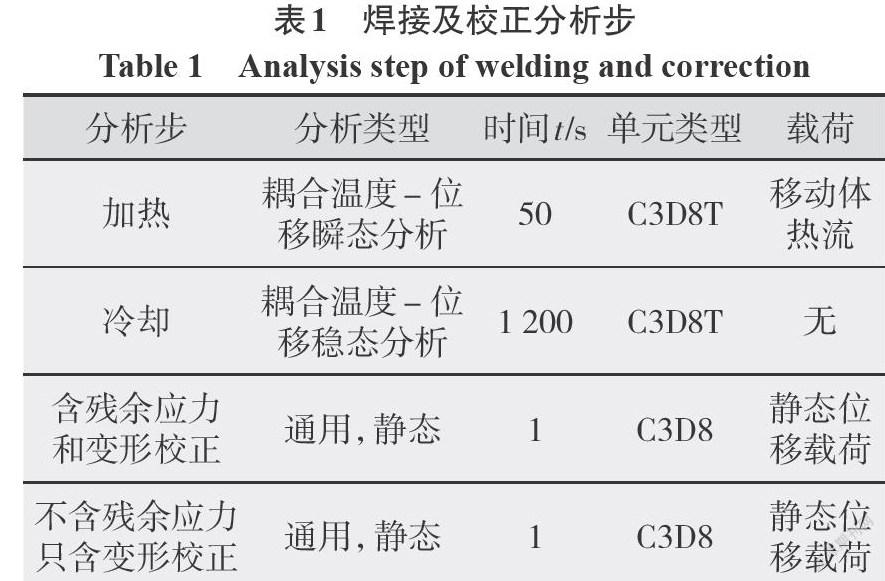
焊接过程是一个伴随相变、热传导和结构变形的高度非线性的物理过程,校正过程则是一个使用外加载荷使结构发生弹(塑)性变形的过程,梁依次经历加热、冷却和校正三个过程,对比分析不含残余应力只包含变形的校正过程,如表1所示。
1.1 材料参数
梁的材料为Q345钢材,在焊接过程中,金属材料性能随温度急剧变化,因此需要考虑材料物理性能、力学性能与温度的关系,但是由于试验难以测定高温下材料的热物理特性和力学特性,故引用文献[10]中的参数作为计算依据。
1.2 有限元模型
建立梁的几何模型,对模型进行有限元网格划分。加热分析步的时间步长为0.1 s,防止出现“ 跃阶 ”现象[11]。在冷却分析步中,假设对梁经过较长时间冷却达到稳态。对两底面施加y向位移约束,对模型施加对流换热和辐射换热边界条件,如表2所示。通过单元生死技术描述焊缝金属的填充过程。建立的有限元模型如图1所示。
对接焊接采用工艺性较好的自动埋弧焊。由于埋弧焊焊接熔池体积大、焊缝熔深大,焊接过程中熔池形状为前大后小,因此假设焊点形状为双椭球分布模型,热源前后1/4椭球的热流分布分别为[12]:
式中 q1、q2分别为热源前、后1/4椭球的热流分布函数(单位:J/m·s);A1、A2分别为前、后1/4椭球的x方向半轴长度(单位:mm);B为y方向的半轴长度(单位:mm);C为z方向的半轴长度(单位:mm); f1和 f2分别为前、后1/4椭球能量分配系数,且 f1+ f2=2;Q为有效热源功率(单位:W),在Q=ηUI中, η为热源效率,为88%;I为焊接电流,范围为290~330 A;U为电弧电压,范围为33~38 V。计算时电流和电压取中间值。
2 结果及讨论
实际生产中较少关注焊接结构的温度变化,更关注焊接造成的残余应力和变形,以便进行校正。故以下省略温度结果,主要讨论梁的残余应力和变形。
2.1 焊接残余应力和变形
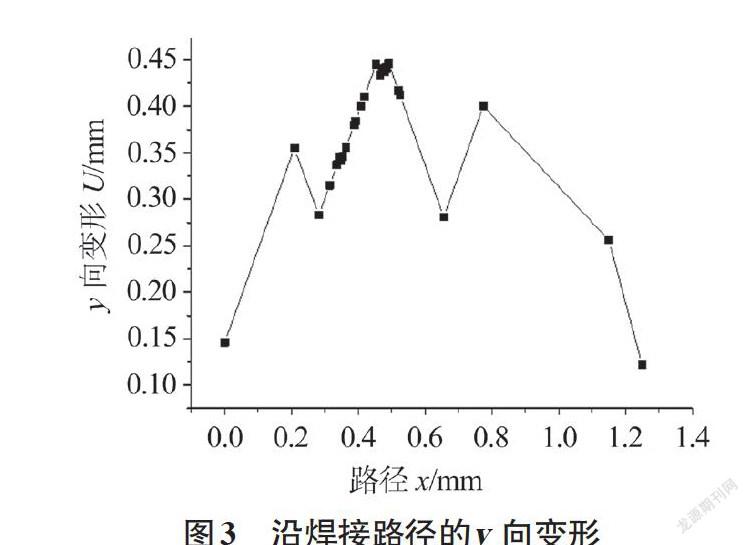
焊缝金属冷却后,焊缝纵向收缩使得焊缝和近焊缝处产生较大的拉应力,查看Mises等效应力,最大值为304 MPa,接近母材的屈服强度345 MPa,因此不能忽略焊接造成的残余应力(见图2a),纵向残余应力明显大于横向残余应力(见图2b、2c)。提取沿焊缝路径焊接变形,y向最大位移为0.446 mm(见图3),位于焊缝上第133号节点。
2.2 校正后的应力分布
若金属结构在经过焊接加热后产生的变形超过许用范围,则需要对其进行校正。在校正过程中,校正载荷抵消或部分抵消残余应力,结构发生复杂的弹塑性变形。在进行焊接校正分析时,只考虑焊接变形而忽略残余应力则会导致结果相差较大。以下在弹性范围内讨论是否考虑残余应力时,在校正后的应力分布。
首先需要获得焊接变形后的几何特征,新建立一个模型并将焊接变形后的几何特征导入,此时的模型为孤立网格,只包含空间节点信息,需要重新定义梁的材料属性。对模型定义2.1节的预应力场结果,得到包含焊接变形和残余应力的有限元模型。在第133号节点上施加y向位移-0.446 mm,获得经过校正后的应力分布。未包含残余应力而只需要导入变形后的几何特征,不定义预应力场,位移载荷相同。
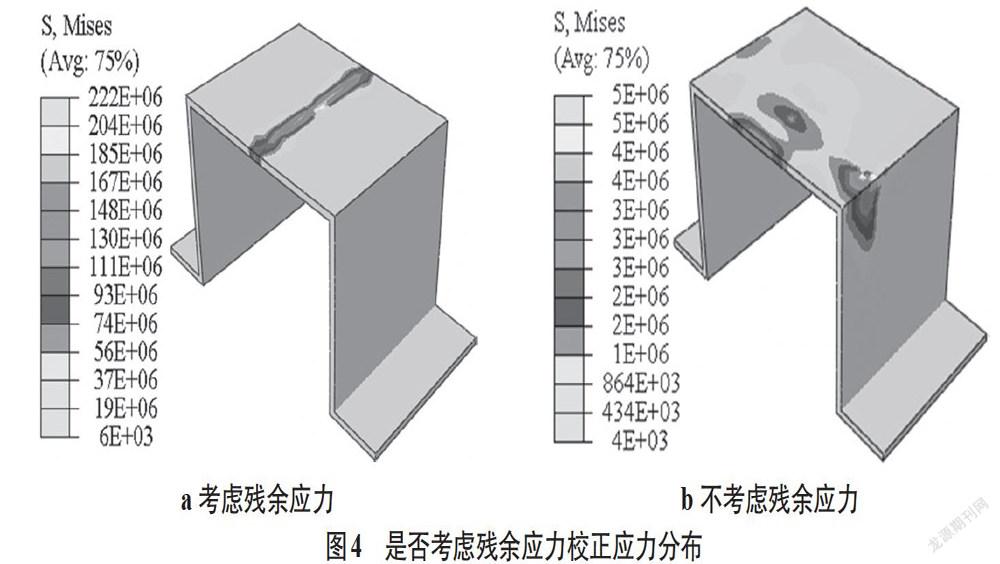
对比图2c,如考虑残余应力,校正后一部分载荷用于抵消结构的残余应力,应力仍然集中在焊缝区域但区域明显减小,最大值由304 MPa减小到222 MPa (见图4a)。而未考虑残余应力只考虑焊接变形时,应力很小且分布较为分散(见图4b)。
3 结论
采用通用有限元软件ABAQUS模拟了一种对焊钢制梁经过埋弧焊焊接后的残余应力和变形,并以焊接结果为初始条件,对比分析是否考虑残余应力时,梁经过校正后的应力分布,得到以下结论:(1)焊后,梁结构在焊缝和近焊缝处存在较大的残余应力,已接近母材的屈服极限,校正分析时不能忽略。(2)以焊接结果为初始条件,对比分析是否考虑残余应力时梁经过校正后的应力分布。考虑残余应力时,载荷抵消了部分残余应力,校正后应力仍集中在焊缝处,因此不能忽略。
参考文献:
付荣柏. 焊接变形的控制与矫正[M].北京:机械工业出版社,2006.
张笈玮,李宏佳,冯忠志,等. 大面积拼焊平台结构的焊接变形预测[J]. 焊接学报,2019,40(3):118-122,166.
逯世杰,郑乔,张超华,等. 不同有限元软件对Q390钢厚板T型接头焊接残余应力和变形预测精度与计算效率的比较[J]. 机械工程学报,2019,55(6):11-22.
唐琪,陈鹏,陈静青,等. 基于SYSWELD的激光复合焊焊接变形数值模拟[J]. 焊接学报,2019,40(3):32-36,162.
王亚男. 高速动车组铝合金车体T形焊缝接头的Sysweld数值模拟研究[J]. 焊接技术,2019,48(1):6,32-36.
邓德安,清岛祥一. 焊接顺序对厚板焊接残余应力分布的影响[J]. 焊接学报,2011,32(12):55-58.
任一峰. 核电压水堆堆芯吊篮筒体变形校正工艺数值模拟研究[J]. 力学季刊,2012,33(2):317-321.
梁德襄. 钢桥箱型杆件腹板焊接横向弯曲火焰矫正研究与应用[D]. 四川:西南交通大学,2016.
廖传清,高艳芳,杨江,等.铝合金联装架焊接残余应力和变形数值模拟[J].上海航天,2020,37(3):140-146.
王莅,吴志生,李岩,等. 坡口形式对304/Q345复合管焊接接头残余应力影响的数值模拟研究[J]. 焊接技术,2020,49(3):5-10.
汪建华. 焊接数值模拟技术及其应用[M]. 上海:上海交通大学出版社,2003.
Goldak J,Chakravarti A,Bibby M. A New Finite Element Model for Welding Heat Sources[J]. Metallurgical Transactions B,1984,15(2):299-305.
猜你喜欢
卷宗(2017年13期)2017-07-19 13:46:53
中国科技博览(2017年7期)2017-05-16 08:38:57
大陆桥视野·下(2016年9期)2017-05-08 18:18:35
机械制造文摘·焊接分册(2016年3期)2017-04-19 16:26:53
中文信息(2017年2期)2017-04-13 18:30:31
中国科技博览(2016年30期)2017-04-07 08:49:37
中国新技术新产品(2016年23期)2016-12-26 09:47:33
建筑科学与工程学报(2016年5期)2016-11-09 15:19:51
科技视界(2016年18期)2016-11-03 23:56:34
机械制造文摘·焊接分册(2015年3期)2016-02-27 01:01:41
