
钎料钎剂复合型绿色钎料研究进展
2021-09-10 07:22:44王博龙伟民钟素娟
电焊机 2021年2期
王博 龙伟民 钟素娟



摘要:钎焊是制造业的关键基础技术之一,复合钎料是践行钎焊绿色化、自动化的重要手段,与传统钎料相比,复合钎料可实现钎剂定位—定温—定时—定量精准反应。综述了国内外钎料钎剂复合型钎料的分类和特点,分析了药芯钎料、药皮钎料、粉末合成钎料等的制备技术、成分设计和典型应用,指出了目前研究的不足,并对复合钎料未来的发展方向提出了建议:借助材料基因组技术开发高活性低排放的低银无镉钎料,持续创新复合钎料加工制备技术如搅拌摩擦加工、电磁致塑技术;加强质量监控、控形提性开发表面质量优良的连续型盘装、桶装药芯复合钎料以替代传统手工条状钎料,加速我国钎焊自动化进程。
关键词:复合钎料;药芯钎料;药皮钎料;粉末合成钎料
0 前言
钎焊是制造业的关键基础技术之一,在国民经济重要行业和国防军工、重大工程关键领域应用广泛。传统钎焊工艺是将钎剂在钎焊前预涂覆在待钎焊部位,从而在钎焊过程中起到清除母材氧化膜、促进钎料润湿等作用[1],因此传统钎焊过程中一般存在钎剂量无法精准控制、残留钎剂过多、焊后需清理等问题,导致钎剂严重浪费且污染环境[2],并影响焊件服役寿命。随着我国高端装备产业的转型升级,传统钎料存在的钎剂流失污染环境、钎料乱流威胁安全、料剂离散难以协同、要求多样难以实现等问题,与钎焊绿色化、自动化发展的矛盾日益凸出。
钎焊材料绿色化已成为钎焊研究的长期热点,随着环保管控力度的加大,钎剂中的卤素已经成为钎焊绿色制造的主要问题,尤其是氯化物、氟化物在施焊时和焊后清理过程中,受热分解释放的烟气会危害操作人员身体健康;钎剂反应残留物引发周围物质的腐蚀甚至腐烂;清洗焊缝后的废水中含有卤化物,进入水体造成环境污染。但就目前技术而言,卤族元素在钎料使用过程中扮演了极为重要的角色,如何在不增加成本、不影响钎料使用性能的情况下,减少钎焊过程中卤族元素使用,是钎焊材料领域研究的重要课题。
我国当前自动化钎焊用钎料市场大部分被比利时Umicore、美国Lucas、美国Harris等国外品牌占领,国产钎料市场份额随着自动化钎焊的推广应用而不断萎缩[3]。我国钎料生产企业众多,但生产模式单一,国产钎料品质无法满足自动钎焊应用的原因在于钎料生产工艺与装备研发能力不足。随着国内装备制造业转型升级的不断推进,自动化钎焊所需的钎料增长态势迅猛,自动焊钎料取代传统钎料势在必行[4]。面对上述问题,开发满足自动化制造的钎焊材料与技术迫在眉睫。
将钎料与钎剂融为一体,实现钎料钎剂定量、定比添加,是实现钎焊材料绿色化、自动化发展的必由之路。利用钎料将钎剂包裹可形成药芯钎料(见图1a),在钎料外表面涂覆钎剂可制备药皮钎料(见图1b),将钎料粉末与钎剂粉末混合可加工粉末合成钎料(见图1c),上述三种钎料钎剂复合型绿色钎料体现了钎焊材料与技术的进步和发展趋势[5],可减少钎剂用量、降低污染[6],在制冷、电力、工具、石油钻头、电机等自动化钎焊需求迫切的行业中极具应用潜力。文中从结构及制备技术、成分设计和典型应用三个方面对不同种类中高温复合型绿色钎料进行了综述。
1 药芯钎料研究现状
1.1 药芯钎料结构及制备技术发展现状
常见的药芯钎料结构形式主要包括无缝型和有缝型[5],其中有缝型药芯钎料细分为搭接缝[7]和对接缝两种形式。从吸潮性、漏粉率角度比较,无缝钎料优于搭接缝钎料,对接缝药芯钎料最易吸潮、漏粉严重;从钎焊过程中钎剂飞溅角度分析,对接缝钎料优于搭接缝钎料,无缝钎料极易发生飞溅。
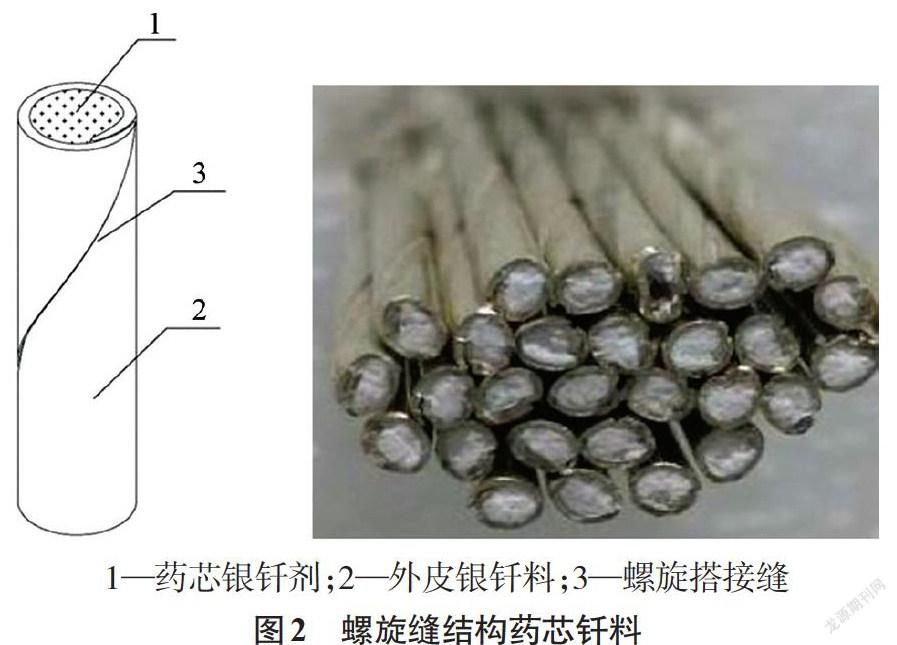
有缝药芯钎料的制备方法[8]主要有冷轧金属带法和盘圆法。冷轧金属带法是目前世界范围内普遍采用的药芯钎料生产技术,分为连轧法和轧拔法,二者区别在于:连轧法所涉及的放线、U型加工、送粉、合口以及轧制减径等工序都在同一条生产线上连续完成,因此连轧法工艺相对简单,但对轧辊的材料品质以及安装精度要求极高;轧拔法中前道工序保持不变、后道减径工序由轧制工艺改为拉拔工艺,前后工序分别在不同的机组(轧机、拉丝机)上完成,近年来随着新型高速拉丝机、高晶金刚石拉丝模的出现,拉丝工艺变得愈加简单,采用轧拔法可进一步提高药芯钎料的生产效率和表面质量。郑州机械研究所曾公开一种螺旋缝结构药芯银钎料(如图2所示)[9]及其制备方法(带材卷制法)[10],该钎料制备技术受大自然的启迪,首先采用内表面粗糙化处理的带状银基钎料旋转卷制成搭接缝的螺旋状管状结构,卷制过程中向螺旋管内加入钎剂,随后采用拉拔或轧制的方法实现减径从而制备出规定尺寸的药芯钎料,该技术可高效便捷地添加钎剂,成本低,易实现自动化生产,有利于自动化钎焊工艺的推广应用。北京有色金属与稀土应用研究所陈怡兰与北京工业大学蒋建敏等人[11-12]采用轧拔法成功制备出了脆性较大的φ2.0 mm、Al-10Si-10Cu药芯焊丝,上海龙烁焊材有限公司陆汉龙等人[13]则采用冷轧复合带材(4045铝合金/Cu/4045铝合金)的方法制备钎料外皮替代传统形式的合金外皮,解决了脆性药芯钎料加工难度大的难题。盘圆法最早是由林肯公司开发用于药芯焊丝的生产,该技术从盘圆截面正中向两侧劈展,U型加工工序的冷轧道次少、无需中间退火[8],尽管存在上述优点,然而从生产效率、生产成本及质量稳定性等方面考虑,盘圆法并不太适合用于直径较细的药芯钎料生产,因此当前国内外已较少采用该技术制备药芯钎料。
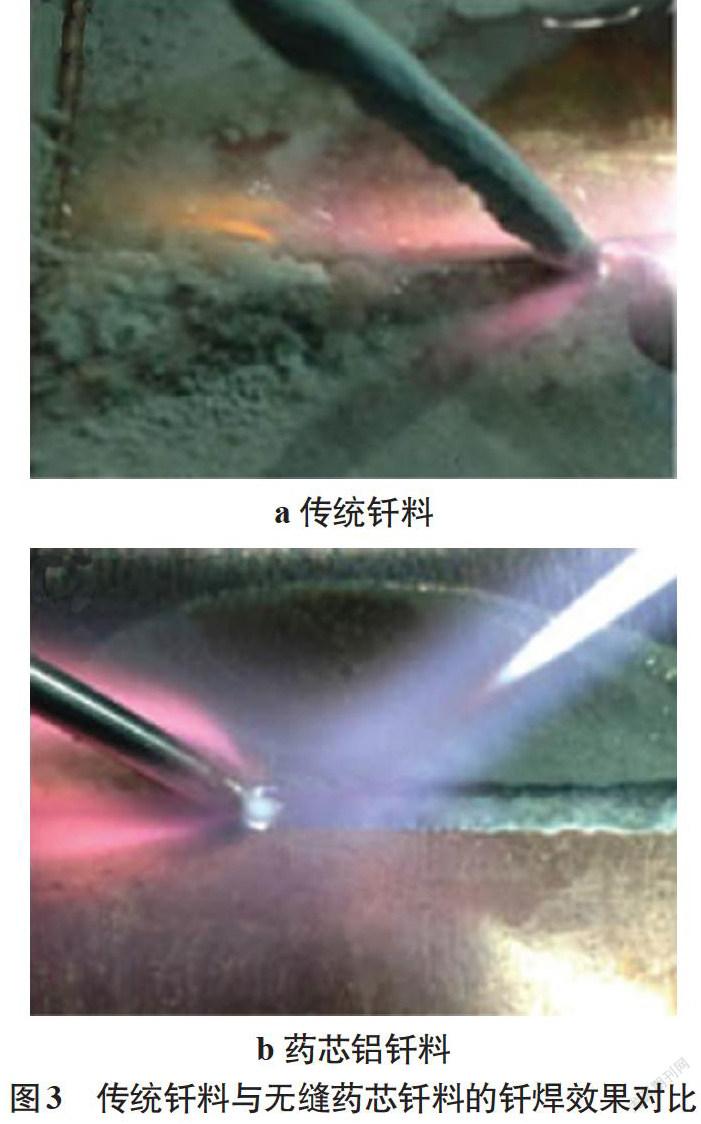
无缝药芯钎料的制造成本明显高于有缝药芯钎料,其制备技术主要包括铸锭挤压法和金属管拔制法两种。郑州机械研究所龙伟民在2002年首创了无缝药芯铝钎料的同步层流挤压制备技术[14],通过集成复合铸锭铸造、同步挤压、辊模拉拔等成形技术,实现无缝药芯铝钎料短流程高效制备,率先解决了钎剂潮解失效、钎料延期脆化的国际难题,达到了钎剂定位—定温—定时—定量精准反应并高效利用(如图3所示),该技术的关键点及难点在于活性钎剂的前处理和复合添加。李国赣[15]采用铸锭挤压法制备了一种无缝银基药芯钎料,其中钎剂的添加方式为:首先将钎剂粉末放入钎剂罐中升温成液态后备用;随后等空心钎料锭挤压成型,将特制钎剂罐的进气阀打开并加压,罐中液态钎剂被压入空心钎料锭中直至冷却凝固。金属管拔制法一般是借助机械振动的方法将混匀的药芯粉末填充进入钎料管中,然后对钎料管封口,后续压延加工制备成品钎料,该技术生产效率不高、药粉填充量不稳定,发展受限。上海斯米克威尔柯焊材有限公司高凤洲、高兴龙[16]曾公开一种金属管拔制法制备的无缝药芯铝钎料,其關键步骤如下:首先挤压、拉拔制备外径12 mm、内部中空的铝合金坯管,然后采用振动法将配制好的钎剂粉料填入铝合金无缝管坯料中,最后把装完粉料的铝管两端进行封口,后续依次经历轧制、拉拔、层绕等工艺得到φ2.4 mm的无缝铝钎料丝。在线焊合法(金属带合口处采用特种焊机如高频焊、激光焊或脉冲氩弧焊焊合缝隙)[8,17-18]是无缝型碳钢、不锈钢药芯焊丝制备常用的一种技术,该技术并未在药芯钎料中推广应用,原因归纳如下:焊合损耗大,薄壁有色合金钎料的焊合性不好,高温焊接会导致钎剂熔化分解,焊合的管径大、药芯钎料后续加工难度大。
1.2 药芯钎料成分设计与应用现状
药芯钎料根据金属外皮的不同主要分为药芯铝钎料[19]、药芯铜钎料、药芯银钎料。目前,针对这三类药芯钎料成分设计方面的研究主要集中在:(1)金属外皮合金化改善钎料性能和组织,如近年来发展起来的外层镀覆合金钎料[20],即采用原位合成法[21-23]在基体金属或合金表面制备镀层,从而解决压延加工难度较大的脆性复合钎料制备难题。(2)钎剂药芯添加金属粉改善药芯钎料钎焊性能[24-26],如哈尔滨工业大学冯吉才等人[24]发明了一种铝/钢熔钎焊用自钎剂药芯焊丝,药芯主要由Al-Si合金粉、Sn粉、Ti粉、Ni粉、Zn粉、Ag粉、稀土、氟铝酸盐等组成,该药芯焊丝适合MIG、TIG熔钎焊及各种热源电弧复合焊接;笔者曾公开一种金属颗粒增强药芯铝钎料,采用Al-Si、Cu-Si、Al-Cu中间合金与氟铝酸钾等物质混合制备药芯钎剂,该钎料保证了加工性能,改善了钎料流动性和润湿性,降低了韧脆转变温度和裂纹敏感性,提高了焊缝的低温冲击韧性和钎缝强度;此外,笔者近期的研究结果(专利已申请)表明,在药芯中直接添加铝、硅粉,钎焊过程实现脱氧去膜、反应生热、净化强化钎缝;在药芯中添加镓、硼粉,钎焊冶金过程活化赋能、降低熔池表面张力,提高钎料流动性;在药芯中添加微、纳级高熔点金属,钎料凝固过程弥散强化、抑制偏析,提高钎缝强韧性、耐蚀性和抗疲劳能力。
1.2.1 药芯铝钎料
铝钎料主要用于铝/铝或铝/异种金属材料的钎焊。郑州机械研究所龙伟民于2002年首次对药芯铝钎料的成分设计、制备方法和应用等进行了系统阐述,随后行业内开始大量出现与药芯铝钎料相关的论文和专利。目前常用的药芯铝钎料主要有Al-Si系和Zn-Al系两大类。通过向Al-Si合金中添加不同的合金元素(如Cu、Mn、Zn、Ag、Ni等)可以制备不同的药芯Al-Si钎料[5]。郑州机械研究所[25]曾开发了一种金属颗粒增强药芯铝焊丝,该焊丝本体由Al-Si合金外皮和填压其内的药芯粉组成,具有较薄外皮且较细的焊丝本体。
在药芯Al-Si钎料的应用上,周利等人[27]采用Al-12Si药芯钎料熔钎焊5052-H32铝合金和H62-Y2黄铜获得了成型相对较好的TIG接头;Li等人[28]采用Al-12Si药芯钎料激光钎焊2 mm厚6061-T6铝合金和DP590钢,钎焊前DP590钢侧有三种坡口形式:方型、半Y型和半V型,试验结果表明,半V型坡口接头沿界面厚度方向的温度梯度最小,金属间化合物厚度变化不大,接头抗拉强度最高。
与Al-Si钎料应用领域不同,Zn-Al钎料主要用于制冷、电力电器中的Cu/Al、钢/Al异种金属的火焰钎焊、电阻钎焊和炉中钎焊,尤其适于非氧乙炔火焰钎焊[19]。Zn-Al钎料主要通过添加Ag[29]、Al[30]、Si[31]、Zr[32]、稀土[33]等元素进行改性,此外,为延缓或抑制Zn-Al钎料脆化的发生,还可以添加少量的Mg、Be元素,不但可以改善钎料的抗晶间腐蚀能力[34],还能提高钎料的洁净度,保证了钎焊接头的质量和可靠性。
1.2.2 药芯铜钎料
可用于制备药芯钎料、比较有应用前景的铜钎料是黄铜钎料和铜基高温钎料。郑州机械研究所曾公开一种自带还原剂、助流剂的黄铜药芯钎料[35],该钎料外皮为螺旋搭接缝管状结构,在钎料管内包裹有添加了Sn、Ni、Si等元素的焊丝和由铜钎剂、还原剂和助流剂配制而成的药芯,当黄铜钎料外皮中合金元素含量较低时仍能保证钎料具有优良的加工性能和良好的润湿性和流动性。铜磷钎料的塑性较差,丝材较难加工成型,郑州机械研究所钟素娟等人[36]采用紫铜管包覆添加Cu-15P中间合金粉、Ag粉、Sn粉、钎剂粉的复合药芯的方法解决了黄铜钎焊时流铺性差、钎缝强度低的问题,克服了传统制备技术中高磷铜磷锡钎料丝难加工的难题。此外,杭州华光焊接新材料股份有限公司曾公开与带芯药芯铜钎料相关的三个发明专利[37-39],形态包括带芯药芯铜焊环和铜焊丝,芯部填充芯丝一方面可适当降低外皮的厚度、有利于加工成型,另一方面可适当提高钎剂的流动性、有利于钎料铺展润湿。
1.2.3 药芯银钎料
银钎料具有润湿性、耐腐蚀性能优良等特点,是应用最广的一类硬钎料。由于可加工性的差异,药芯银钎料的研发一直滞后于药芯铝钎料,随着我国装备制造业的不断转型升级,现阶段药芯银钎料已经朝着低成本(降银)[40-41]、高质量、自动化的方向迅猛发展。当前药芯银钎料的形态除了常规的圆形截面钎料[42],还包括横截面呈C形空心圆柱体结构的半封闭药芯银钎料[43],可连续拉拔的截面呈椭圆形的无缝药芯银钎料[44]等。
在药芯银钎料改性方面,可在药芯钎剂中以中间合金形式添加Sn、Ni、Si等增韧金属元素从而提高药芯银钎料的钎焊性能[5,45]。Belohlav等人[46]曾公开了一种含2 wt.% Ni元素的30Ag药芯银钎料,他们的研究结果表明添加Ni元素可以提高界面的抗腐蚀能力,改善钎料在黑色金属和有色金属表面的润湿性并提高钎缝强度。南京航空航天大学薛松柏团队[8]制备了含Ni的BAg30CuZn药芯钎料,发现当添加Ni元素质量分数不小于2.5%时,钎料无需进行热处理,可直接连续冷轧制备,该团队还采用复合添加稀土Ce和Ga元素的方法制备了低Ag且性能优异的17AgCuZnSn钎料,为低Ag药芯钎料的开发提供了数据支撑[47]。
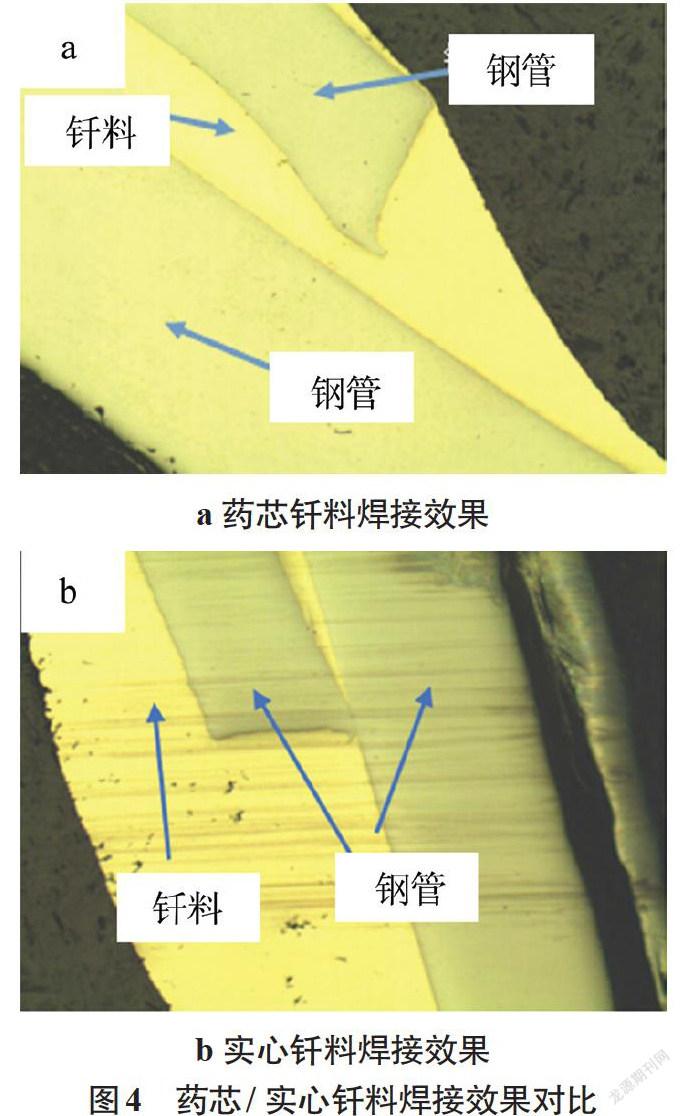
目前在應用方面,药芯银钎料替代实心银钎料的可行性已在十几家企业得到验证,主要用于制冷行业管路的钎焊[10]。如针对制冷、轨道交通等管路件对于自动钎焊的迫切要求,郑州机械研究所开发了BAg30CuZnSn药芯钎料,适配自动送丝感应钎焊技术和自动套环焊接技术,药芯/实心钎料焊接效果对比如图4所示,可以看出,采用药芯钎料钎焊的接头,焊缝圆滑、无冗余,采用实心钎料,焊缝钎料冗余严重。经海尔生产制造现场验证,以每500台冰箱焊接数据为1组,取5组数据平均值,传统实心银钎料单个焊点焊料维护用量平均0.5 g/点,采用复合钎料后,单点焊料用量平均降至0.35 g/点,复合钎料较传统实心银钎料节材达30%。
2 药皮钎料研究现状
2.1 药皮钎料概述
随着钎焊技术应用领域的逐渐拓展,钎料结构也日益多样化。预成型钎料适应生产自动化、智能化的发展趋势,越来越受到市场的认可,在预成型钎料表面涂覆一层钎剂作成药皮钎料,成为了减排型钎料制备的另一种技术选择。药皮钎料常以预成型形态出现,包括条状、环形、方形、梯形、扇形、弧形等,其中尤以环形最为常见。市面上常规药皮钎焊焊条的药皮采用压涂法制备,药皮层主要包括粘结剂、增塑剂和钎剂等,粘结剂的研制是药皮钎料制备的关键工序和难点。粘结剂主要分为有机粘结剂和无机粘结剂,有机粘结剂大多污染环境、损害人体健康,而常规的药皮焊条中大多采用有机粘结剂[48],如美国卢卡斯公司为了将溶液状的钎剂牢牢涂覆在钎料表面,大量使用有机粘结剂,钎焊过程中有机粘结剂受热分解、碳化,产生大量有害气体,严重污染环境。郑州机械研究所一直是国内绿色环保药芯、药皮钎料研制的引领者,到目前为止已经开发出多种不含有机粘结剂的药皮钎料环[49-50],如圖5所示,一方面减轻了钎焊过程的劳动强度,另一方面减少了环境污染。
2.2 药皮钎料制备技术发展现状
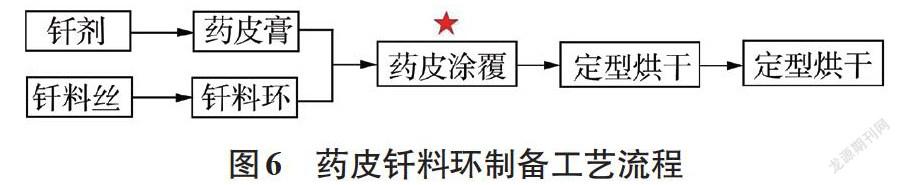
药皮钎料环的制备工艺流程如图6所示,标红星的药皮涂覆工艺是药皮钎料制备的关键工序[48]。药皮钎料环的涂覆技术主要有浸涂法、熔融附着法、高压无气喷涂法、空气喷涂法以及转鼓涂覆法[51]。浸涂法是直接将钎料浸入药皮膏的涂覆方法。熔融附着法是加热粉状的钎剂从而使其可以牢牢附着在金属钎料上成为药皮。与空气喷涂法相比,高压无气喷涂法具有更高的涂覆效率和膏状钎料利用率,可以快速获得厚而致密的药皮层。转鼓涂覆法和高压无气喷涂法一样,都属于高品质药皮钎料较为成熟的涂覆方法,二者相比,转鼓涂覆法成本高,需要使用专用的设备;高压无气喷涂法可在现有设备基础上进行改造,适用性强,成本较低,应用前景广阔,如郑州机械研究所采用高压无气喷涂法制备的新型环保药皮钎料环[52-53],其钎焊性能优于国外同类产品,价格也极具竞争优势,产品一经问世便备受青睐,已在海尔等众多家电企业推广应用。
2.3 药皮钎料应用现状
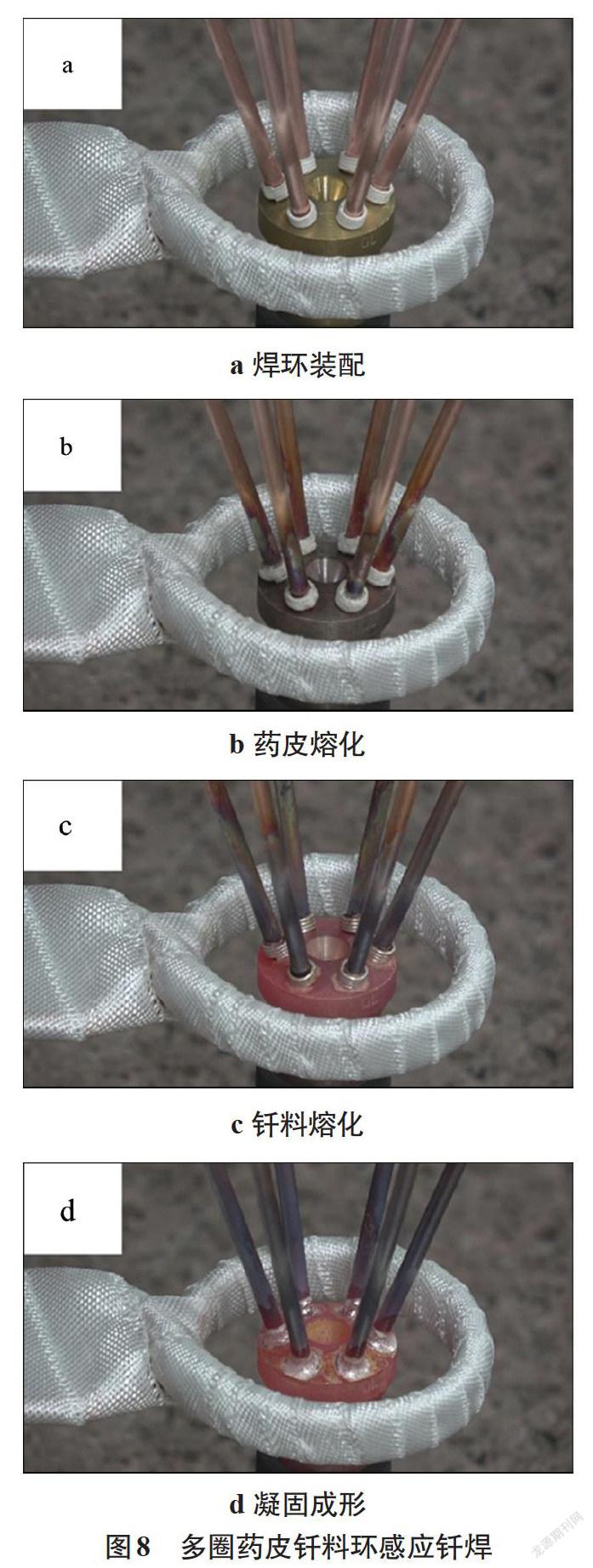
近年来管路自动火焰钎焊技术(见图7)得到快速发展,该技术通过机械程序设定,模拟并优化手工焊接的动作,具有生产节拍与质量稳定、成本节约的优点。对于空调管路,由于内部结构复杂,周围分布有精密阀体、电线、隔音棉、铭牌条码等,火焰钎焊不太适用,此时需要采用高频钎焊解决这一难题。与火焰钎焊相比,感应钎焊的能量利用率更高并且加热迅速,具有能耗低、污染少、钎焊接头热影响区小等优点。郑州机械研究所开发的多圈药皮钎料环[54](见图8)应用于空调分液器管路焊接中,多圈药皮钎料环能够增大钎料环与待焊工件的接触面积,提高相同温度下热量的传导速度,避免待焊工件产生过热或过烧的隐患;与实心钎料相比,可降低钎剂的使用量,节约环保,配合自动化钎焊技术可实现钎料、钎剂的自动、定量、精确添加,避免了钎剂过量使用造成的浪费,显著减轻了环境污染,保证焊接的一致性和接头质量的稳定性,避免了依赖操作员的水平。由图8可知,药皮钎料环熔化-填缝-凝固成形良好。当前郑州机械研究所开发的药皮钎料环已在制冷行业多条生产线上进行了批量应用,并推广应用于汽车、工具等行业。制冷行业中的冰箱、冷柜、空调等家电以及制冷配件(四通阀、截止阀等)主要使用药皮无镉银钎料环和药皮铜磷钎料环,在海尔、海信、美的、格力、TCL、美菱、新飞、三花、盾安等国内制冷行业进行了多年稳定应用。
3 粉末合成钎料研究现状
钎料钎剂复合型钎料除常见的药芯、药皮钎料,还包括粉末合成复合钎料。山东烟台市固光焊接材料有限责任公司[55]曾公开一种低温铜铝钎料的制备方法,将Al、Cu、Si组成的不同组合物按比例混合,然后加入中温无腐蚀铝钎剂粉末,经若干小时球磨后在300吨压机中挤压成形,挤压过程温度控制在200~350 ℃,保护气体采用CO2或N2。
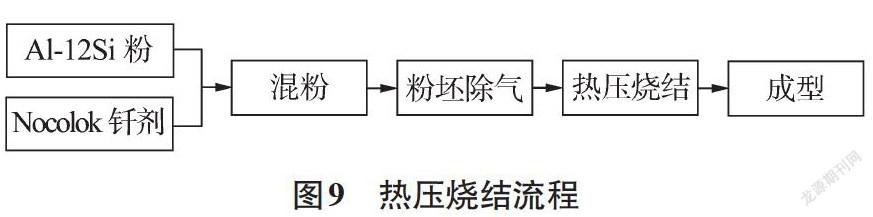
郑州机械研究所李秀朋等人[56]开发出一种粉末压制烧结成型钎料,该钎料是将粉状钎料与钎剂混合均匀后,再经压制烧结成特定形状的钎料,具体制备工艺流程如图9所示。首先除去Nocolok钎剂和Al-12Si钎料粉末中的水蒸气,将钎剂与钎料粉末进行烘干(100 ℃、1 h),其次将15 wt.%的钎剂与85 wt.%的钎料在KQM-X4C/B型行星式四头快速球磨机进行混合与研磨。随后钎剂、钎料混合粉末通过装粉靴装入压制模具型腔内,上压头往复运动并带动凸模压实混合粉、排除型腔中的气体,重复上述操作直到得到所需厚度的铝焊环,最后在一定压力下快速加热到一定温度下烧结一段时间,并通过顶出机构顶出所需规格的自钎剂铝焊环。
李秀朋等人[57-59]还系统研究了热压烧结压力、温度、时间等参数对粉末合成钎料显微组织、润湿性、钎缝性能等的影响,揭示了钎料环热压烧结机理,解决了传统挤压钎料环韧性低、气孔多的问题;在优化的工艺下所制备的钎料环对LF21铝合金润湿良好,钎焊接头抗拉强度约为60 MPa,满足防锈铝、纯铝等铝合金工件的使用要求。
4 结论与展望
钎料钎剂复合型钎料是践行钎焊绿色化、自动化的重要手段,国产高端的绿色钎焊材料市场占有率低,现阶段复合钎料领域还存在自动化钎焊装备缺失、钎焊材料与制造装备不匹配、成果转化滞后等难题,这严重制约了复合钎料的应用推广,不仅需要开发新成分钎料,相应的加工制造技术也亟待提高。
近十年来,我国科研院所、企业与高校长期致力于绿色环保高效钎焊材料研制与应用研究,持续推动绿色钎焊技术的发展,先后发明了药芯钎料、药皮钎料和粉末合成钎料,原创颗粒增强、表面活化、先导润湿等系列技术,实现复合钎料“ 理论、材料、工艺、制备、应用 ”等系列创新,契合我国制造业当前发展趋势和市场需求。
通过综述国际国内复合钎料的发展史,结合市场日益严苛的钎焊连接需求,展望未来复合钎料的研发重点:科学使用材料基因组技术[60]设计钎料成分,开发高活性低排放的低银无镉钎料;持续创新复合钎料加工制备技术,如采用搅拌摩擦加工技术、电磁致塑技术开创新型粉末钎料成形技术;控形提性开发表面质量优良的连续型盘装、桶装药芯复合钎料以替代传统手工条状钎料,加速我国自动化、智能化钎焊[61]进程。
参考文献:
韩磊. 低熔点耐蚀铝合金钎料的研究[D]. 安徽:合肥工业大学,2014.
薛松柏,王博,张亮,等. 中国近十年绿色焊接技术研究进展[J]. 材料导报, 2019, 33(17):2813-2830.
北京·埃森焊接与切割展览会组委会. 第23 届北京·埃森焊接与切割展览会展会综合技术报告[R]. 北京:中国机械工程学会,2018.
吕晓春,孙晓梅,宋北. 钎焊材料行业发展与标准化需求[J]. 机械制造文摘(焊接分册),2019(3):13-17.
董博文,龙伟民,钟素娟,等. 药芯钎料的研究进展[J]. 机械工程材料,2019,43(10):1-5.
Darling C F. Advantages of flux cored alloys for open air brazing:flux cored wire creates a high-strength joint while limiting the amount of flux used and creating less waste[J]. Welding Journal,2008,87(3):41-44.
Fuerstenau C E,Belohlav A. Flux cored preforms for brazing:US,US RE44343E[P/OL]. 2013-07-09 [2020-08-13].
张涛. Ni对BAg30CuZn药芯钎料制备及钎焊性能影响的研究[D]. 江苏:南京航空航天大学,2016.
郑州机械研究所. 药芯银钎料及其制备方法:中国,201510269666.1[P/OL]. 2017-10-31 [2020-08-13].
赵建昌,吕登峰,龙伟民,等. 新型藥芯银钎料的制造技术及应用前景[J]. 焊接,2016(5):9-11.
陈怡兰. 钎焊用铝硅、铝硅铜合金药芯焊丝的研究[D]. 北京: 北京工业大学, 2014.
北京有色金属与稀土应用研究所. 钎焊用铝硅铜合金无缝药芯焊丝的制备方法:中国,201310532809.4[P/OL]. 2015-12-02 [2020-08-13].
上海龙烁焊材有限公司. 一种复合钎料药芯铝焊丝及其制备方法:中国,201310553434.X[P/OL]. 2016-02-10 [2020-08-13].
龙伟民. 药芯铝焊料制造及应用研究[D]. 北京:清华大学,2002.
佛山市益宏焊接有限公司. 银基药芯焊丝及制造方法:中国,201110435173.2[P/OL]. 2014-11-12 [2020-08-13].
上海斯米克威尔柯焊材有限公司. 铝合金无缝药芯焊丝的制造方法:中国,200610118399.9[P/OL]. 2008-05-28 [2020-08-13].
刘鹏飞,张晓,姚润钢. 无缝药芯焊丝制造技术的现状及发展[J]. 金属加工(热加工),2011(10):18-20.
刘丽媛. 0.5Ni系超低氢高韧性无缝药芯焊丝的研究[D]. 天津:天津大学,2016.
中国机械制造工艺协会. T/CAMMT 14-2019 药芯铝钎料[S]. 北京:中国机械制造工艺协会标准化工作委员会,2019.
王星星,张冠星,龙伟民,等. Ag45CuZn钎料表面刷镀锡的试验研究[J]. 稀有金属材料与工程,2013,42(11): 2394-2399.
Long W M,Zhang G X,Zhang Q K. In situ synthesis of high strength Ag brazing filler metals during induction brazing process[J]. Scripta Materialia,2016(110):41-43.
龙伟民,董博文,张青科,等. 基于银合金先导润湿的铜磷钎料钎焊钢[J]. 焊接学报,2017,38(1):1-4,129.
龙伟民,路全彬,何鹏,等. 钎焊过程原位合成Al-Si-Cu合金及接头性能[J]. 材料工程,2016,44(6):17-23.
哈尔滨工业大学(威海). 一种铝/钢熔钎焊用自钎剂药芯焊丝:中国,201510401274.6[P/OL]. 2017-04-19 [2020-08-13].
郑州机械研究所. 金属颗粒增强药芯铝焊:中国,201210523509.5[P/OL]. 2015-03-04 [2020-08-13].
中机智能装备创新研究院(宁波)有限公司. 防止钎剂流失的药芯焊条:中国,201510565379.5[P/OL]. 2017-05-17 [2020-08-13].
周利,李志勇,赵洪运,等. 铝/黄铜异种金属TIG填丝熔钎焊工艺[J]. 焊接学报,2016,37(12):17-20.
Li L Q,Xia H B,Tan C W,et al. Effect of groove shape on laser welding-brazing Al to steel[J]. Journal of Materials Processing Technology,2018(252):573-581.
张满. Al、Ag对Zn-Al钎料性能的影响及相关机理研究[D]. 江苏:南京航空航天大学,2012.
张满,王鹏飞,张临财,等. Al元素对Zn-Al钎料钎焊2A01铝合金性能的影响[J]. 焊接学报,2013,34(10):87-90.
Yang J L,Xue S B,Liu H,et al. Effects of Silicon on Microstructures and Properties of Al-40Zn-x Si Filler Metal[J]. Rare Metal Materials and Engineering,2016,45(2):333-338.
杨金龙,薛松柏,薛鹏,等. 锆元素对Zn-15Al钎料组织和性能的影响[J]. 焊接学报,2016,37(12):61-65.
王博,刘晗,薛松柏,等. 稀土元素Ce对Zn-22Al钎料组织和性能的影响[J]. 焊接学报,2013,34(11):61-64.
吕登峰. 药芯锌铝钎料的脆化机理及其性能优化研究[D]. 北京:机械科学研究总院,2014.
郑州机械研究所. 自带还原剂、助流剂的黄铜药芯钎料:中国,201520341120.8[P/OL]. 2015-12-09 [2020-08-13].
郑州机械研究所有限公司. 一种铜磷锡药芯焊丝及其制备方法:中国,201610760345.6[P/OL]. 2019-05-07 [2020-08-13].
杭州华光焊接新材料股份有限公司. 一种带芯黄铜药芯焊丝的制造设备:中国,201610159711.2[P/OL]. 2018-02-13 [2020-08-13].
杭州华光焊接新材料股份有限公司. 黄铜带芯药芯焊环及其制备方法:中国,201410504079.1[P/OL]. 2017-02-01 [2020-08-13].
杭州华光焊接新材料股份有限公司. 药芯带芯钎焊环、钎焊双环组合件及其使用方法:中国,201810163830.4[P/OL]. 2018-07-13 [2020-08-13].
马超力,薛松柏,王博,等. BAg17CuZnSn-xCe钎料组织及性能分析[J]. 焊接学报,2018,39(8):42-46.
Ma C L,Xue S B,Wang B,et al. Effects of Ga and Ce on the microstructure and properties of cadmium-free silver filler metals[J]. Rare Metal Materials and Engineering,2019,48(1):91-96.
鄭州机械研究所. 一种圆截面形态有缝药芯银焊丝:中国,201520230532.4[P/OL]. 2015-10-07 [2020-08-13].
郑州机械研究所. 一种半封闭药芯银焊条:中国,201520
230543.2[P/OL]. 2015-08-19 [2020-08-13].
郑州机械研究所. 一种截面非圆形无缝药芯银焊丝:中国,201520230603.0[P/OL]. 2015-10-07 [2020-08-13].
郑州机械研究所. 自带增韧性合金的药芯银钎料:中国,201510269707.7[P/OL]. 2017-08-25 [2020-08-13].
Belohlav A, Kuta M. Low silver,low nickel brazing material:US, US 9157134B2[P/OL]. 2015-10-13 [2020-08-13].
马超力. Ga、Ce对Ag17CuZnSn钎料组织及性能的影响[D]. 南京:南京航空航天大学,2017.
吕登峰,陈宝玉,钟素娟,等. 新型环保药皮钎料环的研制及应用[J]. 焊接, 2017(4):17-20.
郑州机械研究所. 簧状环保型药皮银钎料环:中国,201510269713.2[P/OL]. 2017-05-17 [2020-08-13].
郑州机械研究所. 具有强附着力的高效药皮钎料:中国,201510269610.6[P/OL]. 2017-11-28 [2020-08-13].
Lucas-Milhaupt Inc. Process for flux coating braze preforms and discrete parts:US,US 9314862B2[P/OL]. 2016-04-19 [2020-08-13].
郑州机械研究所. 一种带防滑凸点的药皮钎料环:中国,201520230547.0[P/OL]. 2015-08-19 [2020-08-13].
郑州机械研究所. 一种铜磷锡药皮钎料环:中国,201520
230580.3[P/OL]. 2015-10-07 [2020-08-13].
郑州机械研究所. 一种代银铜磷锡药皮钎料环及其制备方法:中国,201510180763.3[P/OL]. 2017-03-08 [2020-08-13].
烟台市固光焊接材料有限责任公司. 一种低温铜铝钎料的制备方法及其低温铜铝钎料:中国,201410188611.3[P/OL]. 2015-11-25 [2020-08-13].
李秀朋,朱坤,于新泉,等. Al-12Si自钎剂钎料环的制备及3003铝合金的钎焊[J]. 焊接,2014(1):54-56.
李秀朋,龙伟民,陈曦,等. 烧结压力对自钎剂钎料性能的影响[J]. 焊接学报,2015,36(3):97-100.
李秀朋,龙伟民,裴夤崟,等. 烧结温度对自钎剂钎料性能的影响[J]. 焊接,2013(7):44-47.
李秀朋,龙伟民,沈元勋,等. 烧结时间对自钎剂钎料显微组织和力学性能的影响[J]. 焊接学报,2014,35(7):59-62.
何鹏,林盼盼. 基于材料基因组理念的钎焊材料开发与智能钎焊技术创新系统工程[J]. 材料导报,2019,33(1):156-161.
何鹏,张玲. 智能钎焊技术进展[J]. 焊接学报,2017,38(4):124-128.
