
高精度预埋件安装定位方法研究
2021-09-10 07:22付隽苍
智能建筑与工程机械 2021年4期



摘要:工业厂房通常会有很多设备基础,设备基础中需要根据设备安装位置留设预埋件,然而预埋件的安装定位是施工控制的难点,精度越高的仪器设备对预埋件安装定位的精度也越高,其施工难度也更大,采取何种措施和方法来保证预埋件安装质量、精度满足设备安装精度要求将是我们研究的重点和难点。
关键词:设备基础;预埋件;定位;焊接
中图分类号:TU855 文献标识码:A 文章编号:2096-6903(2021)04-0000-00
0引言
设备预埋件的安装,通常是在结构施工时,附着在混凝土结构钢筋上一同固定,且预埋件数量少,一般只要求控制预埋件安装平整度及垂直度,但对于高精度设备基础,预埋件数量多,且需要考虑多块预埋件在横纵方向上的安装平整度及精度,采用传统的安装固定方法将无法保证其安装精度,这就需要单独研究一种方法来解决这一难题。下面以云南白药健康产业项目(一期)预埋件安装定位的施工为例来讲述一下大数量高精度预埋件安装定位的一种方法和措施,为以后大家施工类似工程提供一些借鉴。
1 工程概况
1.1 项目概况
项目位于昆明市,总面建筑积89395.04㎡(其中厂房一48938.44㎡,库房14751.15㎡,研发中心25465.99㎡,连廊979.29㎡),厂房一局部地下室1层,地上4层;研发中心地下1层,地上4层;库房地上1层,局部4层,连廊地上4层。
1.2 预埋件概况
预埋件主要分布在库房一层货架下,用于安装稳固货架。预埋件共7种规格,3960套,材质Q235B。其中预埋件1,编号MJ1,规格型号570×510×18,含垫板预埋圆钢,数量48套;预埋件2,编号MJ2,规格型号640×550×18,含垫板预埋圆钢,数量8套;预埋件3,编号MJ3,规格型号640×290×18,含垫板预埋圆钢,数量40套;预埋件4,编号MJ4,规格型号550×380×18,含垫板预埋圆钢,数量112套;预埋件5,编号MJ5,规格型号380×290×18,含垫板预埋圆钢,数量1280套;预埋件6,编号MJ6,规格型号320×150×18,含垫板预埋圆钢,数量2364套;预埋件7,编号MJ7,规格型号320×290×18,含垫板预埋圆钢,数量108套,见图1。
1.3 预埋件安装精度要求及控制难点
1.3.1预埋件安装精度要求高
预埋件1-7的上表面标高-0.080m,所有预埋件的标高允许偏差±10mm,顶面倾斜允许偏差±3mm;所有预埋件沿巷道方向位置允许偏差±25mm,垂直于巷道方向位置允许偏差±25mm。
1.3.2安装控制难点
(1)数量多:7种型号,3960套。
(2)预埋件定位准确后浇筑混凝土过程中保护难:预埋件数量较多,平均0.67㎡就有1块预埋件,浇筑混凝土过程中预埋件位置容易偏移,顶面平整度易出现倾斜。
2 方案确定
如果将预埋件直接固定在地坪钢筋上,在浇筑混凝土时,由于混凝土自身的重量加上振捣混凝土时振捣器的振动,预埋件极易移位,不能保证设计要求的安装精度。
为保证预埋件安装精度要求,减少后续工作对预埋件位置及精度的影响,设置预埋件独立支撑和固定支座,将预埋件安装固定构件与地坪钢筋完成分开,防止地坪钢筋的扰动引起预埋件位置的错动。设置混凝土浇筑专用通道,防止混凝土浇筑过程中扰动预埋件的安装固定位置。
3 预埋件加工
预埋件加工精度也将会影响预埋件安装的精度,因此必须严格控制好预埋件加工的每一道工序。
3.1预埋件钢板下料
为控制下料精度,必须从每道工序抓起,确保钢板切割质量。切割选用高纯度的丙稀气体和液氧气体,使用大于4#~9#的割咀,切割火焰的焦距温度大于2900℃,这样的切割工艺,使钢板的端面光滑、平直、无缺口、无挂渣,對钢板的表面硬度深度影响降低至0.2mm(普通火焰切割表面硬度深度≥0.5mm)。
3.2 预埋件焊接
(1)本工程预埋件型号多、数量大,加工处理难度相当大,预埋件需要在工厂提前加工处理,运至现场安装。
(2)焊缝形式与尺寸要求,见表1。
未注明直角角焊缝长度的,焊脚长度按下表执行;未注明长度的均为沿周边满焊。
4 预埋件安装
4.1施工工序流程
级配碎石换填→垫层浇筑→防潮层施工→防潮层保护层施工→定位钢筋施工(植筋)→地坪下排钢筋施工→横向、纵向水平拉筋焊接→地坪上排钢筋施工→横向、纵向角钢焊接施工→预埋件安装、校正→预埋件焊接固定
4.2 定位钢筋施工
防潮层保护层施工完成48小时后,采用C14钢筋植筋作为定位角钢固定钢筋,植筋深度为140mm,间距1000mm,植入混凝土内部分满涂结构胶。
(1)施工准备。施工前应认真对照预埋件安装图,首先在钢筋混凝土基层面上弹出钢筋锚固点的钻孔位置,钻孔植筋位置应避开预埋件安装位置。
(2)钻孔必须对照设计图纸要求,明确植筋位置、钻孔直径及钢筋植入深度。
(3)清孔。1)钻孔完成后,采用气泵、毛刷将孔周围0.5m内的灰尘清理干净,清完后,用棉丝沾丙酮,清刷孔洞内壁,使孔洞内最终达到清洁干燥。2)采用干净棉丝将孔洞封堵严密,防治灰尘落入到其中。
4.2.4钢筋清理
(1)采用干净棉丝将孔洞封堵严密,防治灰尘落入到其中。
(2)采用钢丝刷将钢筋表面的锈蚀清除,直至钢筋表面出现金属光泽为止。
(3)将清理好的钢筋分类堆码摆好。
(4)采用浸有丙酮的棉紗将需植入混凝土内钢筋表面擦干净。
4.2.5钢筋植入
(1)钢筋锚固用胶配制。
(2)植筋孔内倒入锚固胶后,立即将钢筋发出光泽端用力插入孔内,一边插入一边沿顺时针方向旋转,直到钢筋插入孔底为止。
(3)在植筋胶凝固前,不允许拉拔、掰动钢筋,以防钢筋粘结不牢靠。
4.3 横、纵向拉筋施工
为确保纵、横向定位钢筋的稳定性及刚度,在定位钢筋中间设置纵向水平拉筋一道,中部及顶部各设置横向水平拉筋一道。水平拉筋与定位钢筋采用焊接连接,水平钢筋底筋施工完成后开始横、纵向水平拉筋施工。横向拉筋采用C14沿纵向间距1000mm通长设置,纵向拉筋采用C14通长设置。水平钢筋与定位钢筋采用焊接连接。
4.4 横、纵向角钢焊接施工
为保证所有预埋件在横纵方向上安装位置准确,地坪钢筋施工完成后,沿预埋件两侧安装L50×50×5定位角钢,定位钢筋与角钢采用穿孔焊,角钢与角钢相交位置采用双面焊。横、纵向水平拉筋施工完成后开始角钢施工,角钢安装前应对定位钢筋进行校正,将角钢与定位钢筋点焊连接,沿纵向拉线校正,验收合格后双面焊接牢固。
4.5 预埋件安装固定
(1)预埋件安装固定工艺:角钢施工检查完成→预埋件边框线、型号标注→预埋件安装、校正、检查→预埋件焊接。
(2)角钢安装完成,检查角钢标高、纵横向位移,在角钢标高、纵横向位移无误后进行预埋件安装固定。
(3)在角钢上画出预埋件边框线,用红油漆标注好各个位置预埋件的型号。
(4)根据标注进行预埋件的安装定位,先将预埋件点焊至定位角钢上,校正检查无误后进行满焊,每边焊缝长度不小于45mm。
(5)在预埋配置中,需要结合班组的操作位置,数量、标高水平,做好自检评定分析,在自检完毕合格后,项目部专职质检员进行检查,检查合格后方可报监理验收,验收合格,填写隐蔽验收记录后进行下道工序施工,见图2。
5预埋件保护
(1)预埋件安装定位完成后,严禁其他作业人员进入操作,杜绝施工过程中对预埋件的损坏。
(2)预埋件安装完成后,沿2、4、6、8轴纵向搭设2m宽、1.5m高钢管脚手架浇灌运输道,通道上满铺50板,混凝土浇筑过程中随浇随拆。
(3)混凝土浇筑过程中,设专业人员跟班作业,振动棒应避免与预埋件直接接触,预埋件附近,必须小心谨慎,边振捣边观察预埋件,及时校正预埋件位置。保证其不发生偏移。
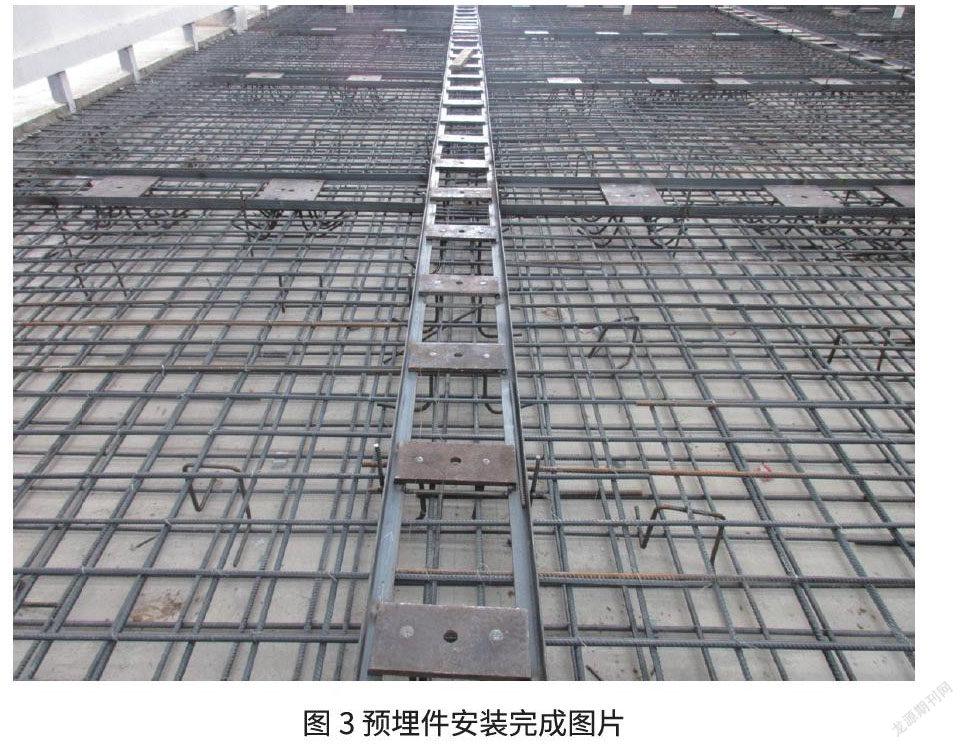
6 预埋件检查验收及安装效果
监理单位组织建设单位、施工单位及设备安装单位对预埋件安装质量检查验收,预埋件平整度采用水平尺检查,顶面标高采用水准仪检查,预埋件顶标高最大偏差-7mm,顶面最大倾斜偏差2mm,沿巷道方向位置最大偏差20mm,垂直于巷道方向最大偏差10mm,均在施工误差允许范围内。完全满足设备安装的精度要求,安装完成图片如下图3。
7结语
通过采用此种方法对预埋件进行定位,有效保证了预埋件的安装质量,同时也保证了预埋件的安装精度,取得了很好的效果,与此同时,通过本工程大数量、高精度预埋件安装定位施工技术的总结,为我们将来从事类似施工提供指导和帮助。
收稿日期:2021-03-01
作者简介:付隽苍(1978—),男,云南宣威人,本科,高级工程师、研究方向:施工管理。
Research on Installation and Positioning Method of High-precision Embedded Parts
FU Juncang
(Yunnan Jiantou Second Construction Co., Ltd., Kunming Yunnan 650203)
Abstract:Industrial plants usually have many equipment foundations, in which embedded parts need to be set according to equipment installation position. However, the installation and positioning of embedded parts is a difficult point in construction control. The higher the precision, the higher the accuracy of installation and positioning of embedded parts, and the more difficult the construction is. What measures and methods to ensure the installation quality and accuracy of embedded parts meet the requirements of equipment installation accuracy will be the focus and difficulty of our research.
Key words: Equipment foundation; Embedded parts; Positioning; Weld
猜你喜欢
杂文选刊(2018年1期)2018-01-09
中华建设科技(2017年6期)2017-07-21
中学生数理化·高一版(2017年1期)2017-04-25
科学与财富(2017年5期)2017-03-21
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
城市建设理论研究(2012年35期)2012-04-23
雕塑(1996年3期)1996-07-12
