
铜磷钎料性能研究进展
2021-09-10 07:22杨帆杨国良董博文
电焊机 2021年6期
杨帆 杨国良 董博文


摘要:从铜磷钎料的热塑性、铜磷钎料及钎焊接头的合金化、铜磷钎料钎焊接头的耐腐蚀性三个方面对国内外铜磷钎料性能的研究成果进行了综述,重点介绍铜磷钎料的热塑性、合金元素对铜磷钎料组织和性能的影响、铜磷钎料对钎焊接头母材溶解及润湿铺展,以及不同服役条件下的铜磷钎料钎焊接头耐腐蚀性。随着铜及铜合金零部件向集成化、功能化、微型化方向发展,铜磷钎料的发展及应用过程中仍存在以下问题:基于铜磷钎料热塑性成形的数值模拟技术研究缺失;忽略了高性能铜磷钎料研究;提高铜磷钎料钎焊接头耐腐蚀性研究较少。
关键词:热塑性;钎焊接头;合金化;原位合成;耐腐蚀性
中图分类号:TG425 文献标志码:C 文章编号:1001-2003(2021)06-0013-06
DOI:10.7512/j.issn.1001-2303.2021.06.03
0 前言
纯铜是一种重要的有色金属功能材料,具有优异的导电、导热、耐蚀和加工性能,但熔化温度过高极大地限制了其在焊接领域的应用[1-4]。在铜中加入磷可以显著降低其熔化温度,提高其钎焊工艺性能,铜磷钎料被广泛用于钎焊铜及铜合金、银及银合金、钼及钼合金等[5]。然而,铜磷系钎料中磷含量高(一般高于4.8%),生产及工程应用中存在以下难题:(1)钎料基体及钎焊接头中含有大量脆性Cu3P相,室温下钎料及钎焊接头的塑性很差[5];(2)铜磷钎料钎焊钢、镍及其合金时,会在钎缝界面区形成极脆的磷化物[5];(3)钎焊接头中的磷容易氧化形成酸性氧化物P2O5,腐蚀性较强。
为了改善铜磷钎料及其钎焊接头的力学性能,国内外专家学者在铜磷钎料的热塑性、铜磷钎料及其钎焊接头的合金化、钎焊接头的腐蚀方面做了大量的研究。文中对铜磷钎料及其钎焊接头力学性能相关研究进展进行综述,以期为铜磷钎料及其应用相关研究人员提供理论参考。
1 铜磷钎料的塑性研究
铜磷钎料中磷含量高,钎料基体中含有大量Cu3P相,室温下呈脆性,难以采用常规加工工艺生产。H. L. Yiu等[6]用扭转和拉伸试验研究了铜磷合金在不同应变速率和不同温度下的变形行为,测定了与超塑性流动有关的活化能,只有当α(Cu)晶粒尺寸稳定,且温度和应变速率在一定范围内时,才能发生超塑性。Wludzik Rafal等[7]研究了挤压工艺参数对CuAg15P5合金线材生产过程中应变和应力状态的影响,通过对铜磷铸锭挤压过程的有限元模拟,证实了挤压铸锭的冷却发生在其外层的塑性区,铸锭的内层比靠近模具表面的外层流动速率高,导致挤压铸锭截面上的应变分布不均匀,挤压铸锭外层的纵向应力相对较大,对于变形能力较低的铸锭,会导致周向表面裂纹。在0.15~0.30 mm/s范围内提高挤压速度,可显著提高挤压铸锭的温度,挤压速度为0.30 mm/s、初始温度为550 ℃时,挤压铸锭温度会超过其熔化温度。Tavolzhanskii S. A.等[8]发现二元铜磷合金在550~650 ℃热挤压条件下产生超塑性流动效应,塑性大大增加,为二元铜磷钎料的热塑性加工提供了有益的参考价值。龙飞等[9]研究了铜磷钎料的冷脆性、热塑性和热塑加工性在热拉拔过程中不同加热方式下的变化情况,重点分析比较了铜磷钎料的加热方式和温度调控方法与铜磷钎料加热电源的输出特性的关系。结果表明,相对稳定的钎料温度是高效拉拔的关键。在诸多加热方式中,直流高频开关电源具有钎料温度易调控、电能热能转换效率高、拉拔过程稳定的优点。
铜磷钎料中加入锡元素可降低钎料的熔化温度,提高钎料的流动性,钎焊后的管路结构件具有良好的密封性,从而使钎焊接头能承受较大的动态载荷,在空调和制冷设备的生产中得到了广泛应用。Sylwia Wiewiórowska等[10]研究了BCu86SnP的塑性变形温度范围,对热处理试样和非热处理试样进行衍射、X射线和金相检验表明,合金组织中不存在随温度变化而发生的相变,组织的细化主要是Cu3P脆性相的析出物,在260 ℃左右的温度下,合金组织中析出相的百分比达到最大值,超过该温度后,该百分比逐渐降低,在550 ℃左右达到最低值。因此,BCu86SnP钎料的塑性加工应在260 ℃以上的温度区间内进行。
采用快速凝固技术制备的非晶铜磷钎料既保持了传统铜磷钎料熔化温度低、流动性好、自钎剂的优点,又改善了传统铜磷钎料的室温脆性,应用范围不断扩大。田丽等[11]研究了Cu-P基急冷钎料的制备及钎焊性能,利用单辊急冷法制备了Cu76.3
P7.5Ni13Sn3Si0.2非晶钎料薄带,该薄带具有良好的韧性,硬度低、易加工,熔化温度低,润湿性好,钎焊接头质量良好。俞伟元等利用液态单辊急冷法制备了用于铜及铜合金瞬间液相焊非晶铜磷钎料Cu68.5Ni15.7P6.5Sn9.3,制备的非晶铜磷钎料薄带具有良好的韧性,可以冲压成各种形状,钎焊工艺性能优良,钎焊接头强度较高。
2 铜磷钎料及钎焊接头的合金化研究
为改善铜磷钎料的加工及钎焊工艺性能,采取的主要方法是合金化,即在铜磷钎料中加入Sb、Ag、Sn、Ni、Si、Zr及Re等元素来改善铜磷系钎料的综合性能,表1列出了国内外市场上常用的铜磷钎料。Tavolzhansky S A等[12]研究了銅磷锑系钎料成分对铜合金组织和性能的影响,通过热分析、化学分析和金相分析,在二元铜磷合金中添加2%的锑可使铜磷合金的共晶转变点由8.25%变为7.5%~7.7%,形成熔点为702 ℃的三元共晶。Takemoto Tadashi等[13]研究了添加银和锡的铜磷钎料的液相线表面,测定了Cu-Ag-Sn-P四元系钎料的显微硬度,采用磷当量法预测初生相的种类,发现铸态钎料的硬度与锡含量有对应关系。王世伟[14]研究了不同含量的Sn、In、B、Sb、Mn等合金元素对低银铜磷钎料性能的影响,采用多元少量方法能有效改善和提高低银铜磷钎料的综合性能。张吟秋等[15]研究了微量Si、Sb、Ce对高磷铜钎料的组织、冷热变形行为和焊接性的影响,微量添加元素改善了钎料的加工性能和焊接性,其中Sb、Ce的效果又优于Si。姜锋等[16]研究
了复合添加La、Ce和Si对铜磷钎料润湿性和焊缝微观组织的影响,复合添加La、Ce和Si能细化钎料组织,但由于稀土元素易被氧化,生成黑色稀土相覆盖α(Cu)固溶体,使钎料润湿性变差。吕晓春等[17]
研究了稀土Ce对Cu-Ag-P钎料钎焊接头组织和性能的影响,当Ce含量为0.01%~0.025%时,钎料的流动性能优于不含稀土时的性能,但是对于Cu-Ag-P钎料钎焊接头强度没有明显影响。
钎焊是借助于液态钎料填满固态母材之间的间隙并相互扩散形成结合的一种材料连接的方法,铜磷钎料钎焊过程中常常发生钎料对母材的溶解,液态钎料对固态母材的扩散溶解是形成牢固钎焊接头的关键。Takemoto Tadashi等[18]采用含Sn、Ag的低熔点铜磷钎料,研究了液态钎料对纯铜母材的熔蚀,700~740 ℃范围内熔蚀深度随保温时间的平方根呈线性增加,锡在铜中的扩散控制着熔蚀反应,钎料中磷元素含量对铜母材的熔蚀深度影响最大。李一楠等[19]研究了溶解钎焊条件下Cu-Ag及Cu-P钎料对铜母材的溶解行为,测量在800~900 ℃温度范围内Cu-P和Cu-Ag钎料的溶解厚度,推导并计算出铜在这两种合金钎料中的溶解速度常数存在如下关系:kCu-P(T)=10 kCu-Ag(T),在相同溶解钎焊工艺条件下,液态Cu-P合金对铜母材的溶解量大于Cu-Ag合金,P元素与Ag元素相比具有加速溶解母材的作用。
铜磷钎料是一种自钎剂钎料,钎焊铜时可以不用钎剂。但是钎焊铜合金如黄铜等时,因磷不能充分还原锌的氧化物,还需使用钎剂。在传统钎焊过程中,钎料和钎剂通常分开使用,而钎剂具有挥发性,因此为了保证钎焊的质量,在焊前需添加过量的钎剂;但大量钎剂的挥发会对空气造成污染,而且焊后残留的钎剂具有较强的腐蚀性,必须采用大量水或有机溶剂清洗,造成二次污染[20]。此外,焊前添加钎剂的工序会导致制冷、工具等行业难以完全实现自动化柔性生产。张冠星等[21]研究了基于紫铜/黄铜钎焊的新型无银铜磷锡复合钎料,设计开发了一种新型药皮铜磷锡复合钎料,无须再单独添加钎剂即能实现紫铜/黄铜的钎焊,如图1所示,与常用的BCu89Pag相比,不含贵金属银,节约生产成本。黄俊兰等[22]研究了一种铜磷锡药皮钎料,分析了钎剂比例对铜磷锡药皮钎料润湿性能的影响,无论在黄铜上还是紫铜,钎剂均要适量,过多的钎剂不利于钎料的润湿铺展。
铜磷钎料钎焊钢、镍及其合金会在钎缝界面区形成极脆的磷化物。Pisarev A N等[23]研究了减少铜磷钎料钎焊钢金属间化合物生长的可能性,采用热力学计算,试图通过锰、钛和镍合金化来降低金属间化合物的生长和形成速度,对Fe-Ni-Cu-P四元系Fe2P-Cu3P-Ni截面相平衡及组分和化合物的溶解度研究表明,镍及其磷化物可以与铁、铜形成连续的固溶体,在Cu-P钎料中引入镍可使磷化物在钎缝中溶解。龙伟民等[24]研究了基于银合金先導润湿的铜磷钎料钎焊钢,基于低熔点合金先导润湿的原理,设计制备了一种表面覆盖低熔点银合金层的新型铜磷焊片,钎焊过程中表面覆盖的低熔点银合金早于铜磷合金熔化润湿碳钢基体,并形成反应层,铜磷钎料熔化后与银合金层反应熔合,冷却后形成良好的冶金连接;与使用铜磷钎料直接钎焊的接头相比,银合金先导润湿钎焊的铜磷/碳钢界面化合物层厚度明显减小,抗剪强度超过160 MPa,断裂发生在靠近连接界面的钎焊材料内部,接头强韧性显著改善。Pashkov I N等[25]研究了用铜磷粉末钎料改善钢制换热器的性能,铜磷合金镀层是低碳钢的最佳镀层,该涂层在盐雾中经受了120 h以上的试验,磨料颗粒的流动阻力提高了6倍,钢表面形成的磷化铁和α(Cu)固溶体,承受住高强度的振动荷载,在高腐蚀介质中使用铜磷镍合金涂层,可以大大提高低碳钢构件的耐蚀性和耐磨性。
3 铜磷钎料钎焊接头的耐腐蚀性研究
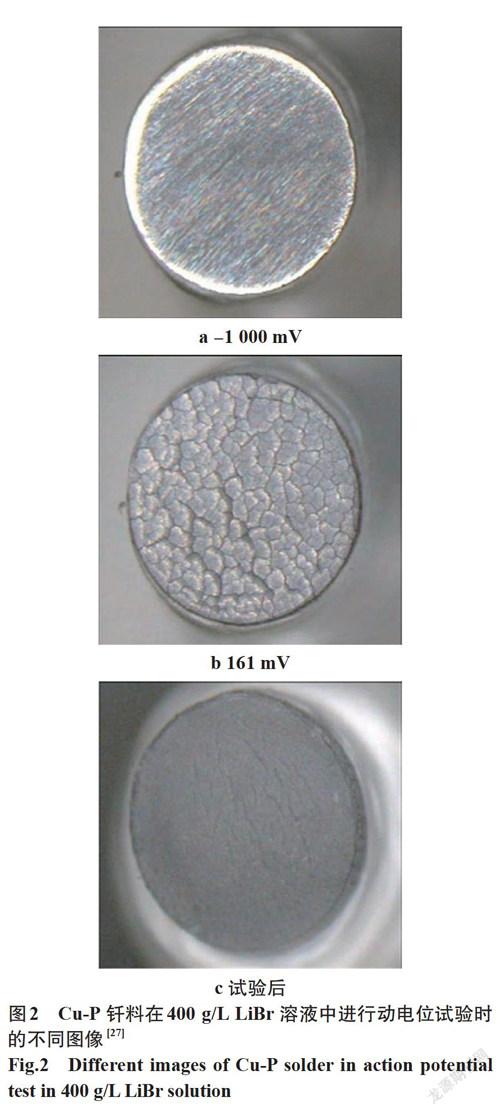
溴化锂(Liar)水溶液具有良好的热物理性能、较高的水化热、较高的固相溶解度、良好的热稳定性和适当的粘度,是吸收式制冷系统最有效的吸收剂之一。A Valero-Gomez等[26-27]研究了铜及铜钎焊接头在溴化锂溶液中的腐蚀与电偶行为,在铜磷钎料中增加磷的含量可降低该钎缝合金和模拟钎焊接头母材的腐蚀速率,Liar溶液中的铬酸盐(Li2CrO4)和氢氧化锂(LiOH)对模拟钎焊接头具有良好的缓蚀作用。
铜质水龙头以其典雅高贵、材质厚重的特点受到消费者的喜爱,成为高档装修的代表特征,铜质水龙头中的管件连接往往需要铜磷钎料。K. Nielsen[28]研究了自来水中铜管钎焊接头的腐蚀,含银量为15%、5%、2%和0%的铜磷钎缝(L-Ag15P、L-Ag5P、L-CuP6)未显示出腐蚀,但紧邻钎缝的铜在自来水中受到严重腐蚀,腐蚀以点蚀的形式出现,最大深度为0.3 mm。Aminazad A M等[29]研究了铜钎焊接头在3.5%NaCl水溶液中的腐蚀行为,采用AWS-BAg5和铜基填料AWS BCuP2两种不同的钎焊合金对铜板和铜管(ISO DHP)进行钎焊,在两种钎焊接头中都观察到选择性腐蚀和电偶腐蚀,但在铜磷钎料钎焊接头附近的铜受到点蚀法的显著腐蚀。
电气设备中铜材因遭受含硫化氢环境腐蚀的影响,致使其性能下降,并给电气设备的安全运行埋下隐患。为保证电气设备在现场服役环境中的安全可靠性,需对铜材钎焊接头在该环境中的寿命进行预测。Takemoto Tadashi等[30]研究了铜磷钎料钎焊铜接头的抗硫化氢气体腐蚀性能,采用铜磷钎料BCuPSn和BCuP-5(JIS规定)制备了钎焊铜搭接接头,并将其在50 ℃、90%RH、浓度100×10-6的H2S气体环境中暴露1 000 h,BCuPSn钎焊接头在H2S气体中暴露1 000 h后,强度未发生明显变化,BCuP-5钎焊接头在暴露1 000 h后强度下降到初始值的1/4,α(Cu)固溶体沿钎焊界面结晶发生优先腐蚀。
4 结论与展望
铜及铜合金作为核心导体材料,广泛用于电子信息产业超大规模集成电路引线框架,国防装备的电子对抗、雷达、大功率微波管,高脉冲磁场导体材料,高速轨道交通用架空导线、大功率调频调速异步牵引电动机导条与端环,新能源汽车用电阻焊电极、电池材料、充电桩弹性材料,冶金工业用连铸机结晶器、电真空器件,电气工程用开关触桥和各种导线等[31]。铜磷钎料具有熔化温度低、流动性和润湿性好、具有自钎性及成本低等优点,是在600~800 ℃钎焊温度范围内取代银基钎料的理想钎料。目前,铜磷钎料在热塑性、钎料及钎焊接头的合金化、钎焊接头的耐腐蚀性等方面取得了一定的进展,且在制冷、电机、电气、汽车等行业得到了大规模应用,然而随着高新技术产业的快速进步,铜及铜合金材料朝着超高性能、高纯度、高迭代方向发展,对相关产品的集成化、功能化、微型化、可靠性等提出了更高要求。銅磷钎料的发展及应用过程中仍存在很多问题,具体如下:(1)基于铜磷钎料热塑性成形的数值模拟技术研究缺失。铜磷系钎料加工成型困难,即使添加Sb、Ag、Sn、Ni、Si、Zr及Re等元素对合金塑性的改善仍不是太理想,采用常规的熔炼、挤压、轧制或拉拔等工序,铜磷焊片厚度难以做到0.1 mm以下,铜磷焊丝直径难以做到0.5 mm以下。目前虽然能采用快淬急冷技术将铜磷钎料加工成非晶薄带,但加工成本较高。目前针对铜磷钎料的热塑性研究仍处于生产应用的理论解释阶段,如何通过温度场的变化、热量的传递精确模拟铜磷钎料的塑性流动,并以此精确控制铜磷钎料的尺寸、微区成分以适应精密铜及铜合金零部件高可靠连接是目前需要解决的难题。(2)忽略了高性能铜磷钎料研究。目前针对铜磷系钎料的性能提升研究以合金化方向为主,钎焊接头性能提升效果有限,原位合成法可以制备传统制造方法无法成型的铜磷钎料,采用原位合成高性能铜磷钎料减少钢钎焊接头脆性磷化物的形成是未来铜磷钎料推广应用的一个重要研究方向。(3)提高铜磷钎料钎焊接头耐腐蚀性研究较少。铜磷钎料钎焊接头在液态流体、湿润空气和腐蚀性气氛下服役时,与母材接触部位容易发生腐蚀,究其原因是钎缝处产生大量的酸性氧化物P2O5,P2O5会导致磷酸的形成,而磷酸对钎缝和母材都具有腐蚀性,导致钎焊接头腐蚀失效,在不影响钎焊接头性能的前提下通过合金化降低磷的含量或在母材表面形成耐蚀涂层是铜磷钎料钎焊接头耐腐蚀性的重要研究方向。
参考文献:
黄伯云.我国有色金属材料现状及发展战略[J].中国有色金属学报,2004,14(S1):122-127.
龙伟民,何鹏,顾敬华,等.中国有色金属焊接材料的发展现状及展望[J]焊接,2011(11):7-10.
龙伟民,孙华为,鲍丽,等.钎焊材料全寿命周期中的节能减排技术[J].焊接技术,2015,4(9):12-15.
龙伟民,张青科,朱坤.等.绿色钎焊材料及无害化钎焊技术的发展[J].焊接,2014(1): 3-7.
张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,2008:15-138.
H L Yiu,T Sheppard. Deformation of Cu-P alloys at high te-mperature[J]. MATERIALS SCIENCE AND TECHNOLOGY,1985(3):209-220.
Wludzik Rafal,Knapinski Marcin,Pilarczyk Jan W. Effect of parameters of extrusion on strain and stress states in the manufacturing process of wire from alloy CuAg15P5[J]. Wire Journal International,2010,43(12):56-63.
Tavolzhanskii S A,Bazhenov V E,Pashkov I N. Composition,Properties,Application and Manufacturing Features of Binary Copper–Phosphorus Solders(Article)[J].Metallurgist,2016,60(7-8):750-757.
龙飞,胡庆贤,徐华,等.铜磷钎料热拉拔过程加热工艺对钎料组织和塑性的影响[J].焊接学报,2015(9):31-34,114.
Sylwia Wiewiórowska,Zbigniew Muskalski,Maciej Suliga.Determination of Temperature Range Enabling the Plastic Deformation Process of CP302 Solder[J]. Solid State Phenomena,2010:226-230.
田丽,李维火,陈明侠,等.Cu-P基急冷钎料的制备及钎焊性能的研究[J].热加工工艺,2015,44(15):158-161.
Tavolzhansky S A,Pashkov I N. Effect of the composition of brazing alloys of the copper-phosphorus-antimony system on the structure and properties of copper alloys[J]. Welding International,2013,27(9):694-697.
TAKEMOTO Tadashi,OKAMOTO Ikuo,MATSUMURA Junji. Liquidus Surface of Quaternary Copper Phosphorus Brazing Filler Metals with Silver and Tin:Copper Phosphorus Brazing Filler Metals with Low Melting Temperature (Report III)(Materials, Metallurgy & Weldability)[J]. Transactions of JWRI,1989,18(1):93-98.
王世伟.合金元素对铜基低银钎料性能的影响[J].中国有色金属学报,1995(2):108-111.
张吟秋,丁华东.微量Si,Sb,Ce对高磷铜钎料的影响[J].中南矿冶学院学报,1991,22(3):283-288.
姜锋,刘辉,文康,等.复合添加La,Ce和Si对铜磷钎料润湿性和焊缝微观组织的影响[J].热加工工艺,2013,(11):202-205.
吕晓春,孙静涛,杜兵.稀土Ce对Cu-Ag-P钎料钎焊接头组织和性能的影响[J].焊接,2007(2):52-54,63.
TAKEMOTO Tadashi,OKAMOTO Ikuo,MATSUMURA Junji. Erosion of Pure Copper by Copper Phosphorus Brazing Filler Metals containing Tin and Silver:Copper Phosphorus Brazing Filler Metals with Low Melting Temperature (Report V)(Physics,Process,Instrument & Measurement)[J].Transactions of JWRI,1989,18(2):205-209.
李一楠,王長文,彭子龙,等.溶解钎焊时Cu在 Cu-Ag及 Cu-P合金钎料中的溶解行为[J].中国有色金属学报(英文版),2011(A2):394-399.
董博文,龙伟民,钟素娟,等.药芯钎料的研究进展[J].机械工程材料,2019,43(10):1-5,65.
张冠星,钟素娟,程亚芳,等.基于紫铜/黄铜钎焊的新型无银铜磷锡复合钎料[J].焊接学报,2017(12):33-36,45,130.
黄俊兰,龙伟民,董显.铜磷锡药皮钎料的润湿性能研究[J].热加工工艺,2021(3):141-144.
Pisarev A N,Khorunov V F,Maksymova S M,et al. Possibil-ities Of Reduction Of Growth Of Intermetallic Interlayer In Steel Brazed Using Brazing Filler Metals Of Copper-Phosphorus System[J]. Paton Welding Journal,2016:17-20.
龙伟民,董博文,张青科,等.基于银合金先导润湿的铜磷钎料钎焊钢[J].焊接学报,2017,38(1):1-4,129.
Pashkov I N,Kustova O V. Improving the service properties of tubeless steel heat exchangers manufactured using copper–phosphorus powder brazing alloys[J]. Welding International,2014,28(10):805-809.
A Valero-Gómez,J García-Antón,A Igual-Munoz.Corrosion and Galvanic Behavior of Copper and Copper-Brazed Joints in Heavy Brine Lithium Bromide Solutions[J].Corrosion,2006,62(12):1117-1131.
A Valero-Gómez,J García-Antón,A Igual-Munoz.Corrosion Behavior of Copper-Phosphorus-Silver Brazing Alloys in Lithium Bromide Solutions[J].Corrosion,2006,62(9):751-764.
K Nielsen. Corrosion of Soldered and Brazed Joints in Tap Water[J]. Corrosion Engineering,Science and Technology,1984,19(2):57-63.
Aminazad A M,Hadian A M,Ghasimakbari F. Investigation on Corrosion Behaviour of Copper Brazed Joints[J]. Procedia Materials Science,2015:672-678.
Takemoto Tadashi,Haramaki Takashi,Yasuda Tomio,et al. Hydrogen sulfide gas corrosion resistance of copper joints brazed with low melting temperature copper phosphorus brazing filler metals[J]. Trans of JWRI,1990,19(2):215-220.
姜业欣,娄花芬,解浩峰,等.先进铜合金材料发展现状与展望[J].中国工程科学,2020,22(5):84-92.
