YP11A型装封箱机横条烟检测装置的设计研究
2021-09-10 02:58杨旭杨坤华杨帆陈翀
中国设备工程 2021年16期
杨旭,杨坤华,杨帆,陈翀
(贵州中烟工业有限责任公司遵义卷烟厂,贵州 遵义 563000)
在传统卷烟的装封箱环节,目前大多数烟草企业普遍使用的是YP11A型装封箱机,该机型是在YP11型装封箱机的基础上,广泛吸收国外同类产品的先进技术,研究开发的额定生产能力为5.6箱/min的装封箱机。该机型主要由横向输入部分、堆垛装置、扩口装置、入箱推进装置、主传动装置、纸箱成型装置、胶带封口装置、纸箱推送装置、自动进料装置等构成。通过各种检测信号,实现从条烟的收集、整理到装箱、封箱等系列过程的全自动化程序操作。在实际生产过程中,由于YP11A型装封箱机不具有检测横条烟的功能,但前段工序偶尔会流入横条烟,导致YP11A型装封箱机的入箱推进装置将烟条以横向的方式推入烟箱中,造成条状缺陷、箱装缺条、箱装缺陷,甚至设备卡停、卡坏的现象产生。
1 YP11A型装封箱机的工作流程
如图1所示,YP11A型装封箱机主要由条烟收集、条烟输送、条烟装箱等工序组成。条烟收集主要将同一品牌的卷烟进行统一汇集,并改变烟条朝向,通过条烟输送轨道将烟条输送到条烟装箱工序,然后经过条烟堆叠、入箱推进、封箱贴胶等系列工序完成整个条烟装箱工作。整个流程以全自动化的形式进行完成,不需要人工干预。
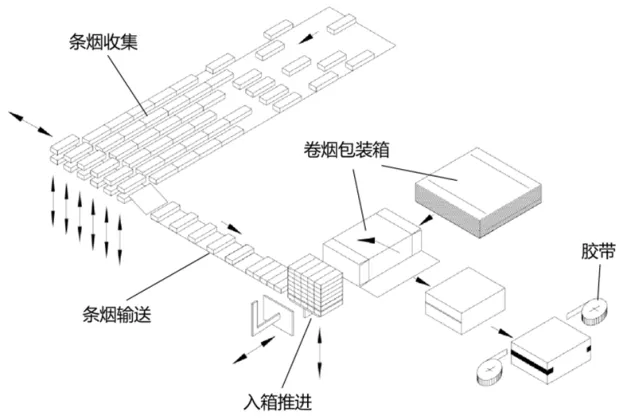
图1 YP11A型装封箱机工作流程图
2 现状分析
在卷烟生产过程中,装封箱机主要完成卷烟包装生产的最后一道工序,即条烟装箱工作。YP11A型装封箱机的来料要求是需要烟条以垂直于横向输入装置的方向(正常烟条)进入堆垛装置。如果烟条以平行或者斜至横向输入装置的方向(横条烟)进入堆垛装置,则有可能会造成各种缺陷或故障。通过统计贵州中烟遵义卷烟厂2020年的数据,平均每周会发生因横条烟导致的条烟挂烂6.4条,箱装缺陷3.2次,设备损坏的现象也偶有发生。这极大地影响了产品的质量与工厂的生产效率,对企业声誉、成本造成的影响不可忽视。为此,解决YP11A型装封箱机因横条烟所导致的问题迫在眉睫。
3 原因及问题分析
理论上,不让横条烟通过装封箱机即可解决这个问题。但在实际的生产过程中,因为进入装封箱机前的条烟CCD剔除装置带烟(遵义厂添加的辅助检测装置,不影响装封箱工序)、人工误操作、上游输送流程流入横条烟等诸多原因,会导致横条烟进入条烟装箱工序,将产生如下问题:(1)若横条烟进入成品,将发生箱装缺条质量事故;(2)横条烟在提升过程中可能导致烟条被设备挤烂,甚至损坏设备;(3)若横条烟进入箱装工序后,需停机并进行人工处理,处理该问题耗时较长,不但增加了操作人员的工作量,降低了设备效率,还对操作人员的安全造成了一定的风险。
因为横条烟导致的各种问题不仅影响了产品质量与生产效率,更对企业的声誉造成了不可估量的影响。为此,要想彻底解决横条烟带来的众多问题,就必须将横条烟控制在条烟装箱工序之前,设计一种能准确检测横条烟的装置,对流入装封箱机的每条烟进行朝向检测,当出现横条烟时能够及时准确地报警,通过人工干预进行处理。
4 设计思路及方案
根据YP11A型装封箱机的设备结构与条烟装箱工序的工作流程,计划在不影响原机功能的前提下,增加检测装置并修改PLC程序。以下是条烟装箱的工序流程图:
从图2流程图可以得知,条烟CCD检测与条烟装箱之间有一段距离,且是条烟进入YP11A型装封箱机之前的最后一道工序。本方案计划在此处添加一个专用于检测横条烟的装置,当检测到横条烟时,能作停机处理并发出报警信号,从而使操作工进行人工干预。

图2 条烟装箱工序流程图
该装置主要由4个电容式接近开关构成,固定在塑料框架上,两边覆盖有机玻璃罩壳,如图3所示。

图3 横条烟检测装置
根据条烟输送轨道的宽度与烟条宽度,将4个接近开关固定在通道中部,保持同一水平线,每个接近开关之间的距离为15~20cm,接近开关检测端部的感应电极与烟条的距离为2~5mm,覆盖整个条烟。接近开关的信号线缆经过固定框架上的穿孔连接到YP11A型装封箱机的主机PLC。在不影响原机功能的前提下,对PLC程序进行编写,具体逻辑如下。
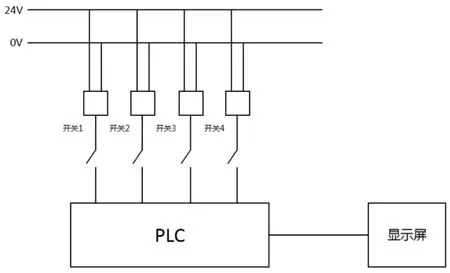
图4 硬件布置图
当烟条通过接近开关时,接近开关会产生闭合信号,给4个接近开关设定一个时间常数T,T=30ms,烟条以不同朝向通过检测装置时会有以下几种现象:(1)当正常条烟通过检测时,4个接近开关的信号将同时被触发,先后的时间差小于T,烟条正常通过;(2)当横条烟通过检测时,4个接近开关中的任意一个或多个信号不被触发,PLC由此判定当前条烟为横条烟,发出报警停机信号;(3)当烟条斜至通过检测时,4个接近开关被触发的先后时间差大于T,PLC判定当前条烟为横条烟,发出报警停机信号。
烟条正常通过时,所有设备均正常运行,不需要人工进行干预;当发出报警停机信号时,该工位的操作工必须将横条烟取出,才能重新启动设备。
5 效果验证
通过这样的检测模式,可以有效地将横条烟控制在了条烟装箱工序之前,达到了以下效果:(1)本方案设计合理、简单、成本低、占地空间小,不影响原机功能;(2)有效防止因横条烟进入装封箱机造成的箱装缺条质量事故(烟箱缺条、装箱烟条挂烂触皱、封箱外观缺陷等);(3)有效防止因横条烟进入装封箱机造成的条烟、纸箱被卡烂的情况,降低产品消耗;(4)提升设备的运行效率,降低操作人员的工作量;(5)将人工取出横条烟的操作控制在进入装封箱机前,避免了人为操作的风险性。
6 结语
本文所述的横条烟检测模式,能够在不改变原机功能的前提下,有效地将横条烟控制在进入装封箱机前,科学、经济、有效地解决了因横条烟导致的各种产品缺陷与设备故障。目前该装置已安装在贵州中烟遵义卷烟厂的多条封箱工序上,经过近一年的使用及验证,该检测装置运行稳定,检测准确,能够有效地检测出横条烟,避免了各种因横条烟导致的条装、箱装缺陷及设备卡停现象,不仅提高了产品质量与设备的运行效率,还降低了辅料消耗与人工干预的风险。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
电子与封装(2016年10期)2016-11-15
电脑知识与技术(2016年19期)2016-08-18
工程建设与设计(2016年1期)2016-02-27
铁道科学与工程学报(2015年5期)2015-12-24
新闻传播(2015年6期)2015-07-18
中国医疗美容(2015年4期)2015-04-27
中国医疗美容(2015年4期)2015-04-27