悬索桥空中纺线法架设主缆施工技术
2021-09-09 12:48刘新华霰建平
公路交通技术 2021年4期
刘新华, 霰建平, 金 仓, 李 松, 郭 瑞
(1.中交第二公路工程局有限公司工程设计研究院, 西安 710065; 2.中交二公局第二工程有限公司, 西安 710065)
国内外悬索桥主缆施工方法主要有预制平行索股法(PPWS法)和空中纺线法(AS法)2种。PPWS法起源于日本,现今国内绝大部分悬索桥主缆均采用该方法架设,且已形成设计、缆索制造、成熟的架设工艺工法及完整产业链[1]。AS法属于英式施工方法,是欧洲国家常用的悬索桥主缆架设方法,有着悠久的历史[2],目前在国外仍被广泛使用,典型代表有丹麦的大海带桥,英国的亨伯大桥和韩国的李舜臣大桥。
香港青马大桥是国内唯一采用AS法架设主缆的悬索桥[3-4],施工单位为英高日建筑联营所(特法佳建筑(亚洲)有限公司、高捷达土木工程有限公司及三井物业有限公司联营),国内尚无自主采用主缆AS法施工的工程。为完善悬索桥主缆施工工艺,增加我国桥梁建设的核心竞争力,以阳宝山特大桥为依托,对悬索桥主缆AS法架设施工工艺进行研究。
1 工程概况
阳宝山特大桥位于贵州省黔南州贵定县新巴州和德新镇境内,大桥横跨独木河大峡谷,是贵黄高速控制性工程之一。阳宝山特大桥主跨为650 m单跨钢桁梁悬索桥,主缆计算跨度为170 m+650 m+210 m,主缆主跨矢跨比为1/10,该桥总体布置如图1所示。
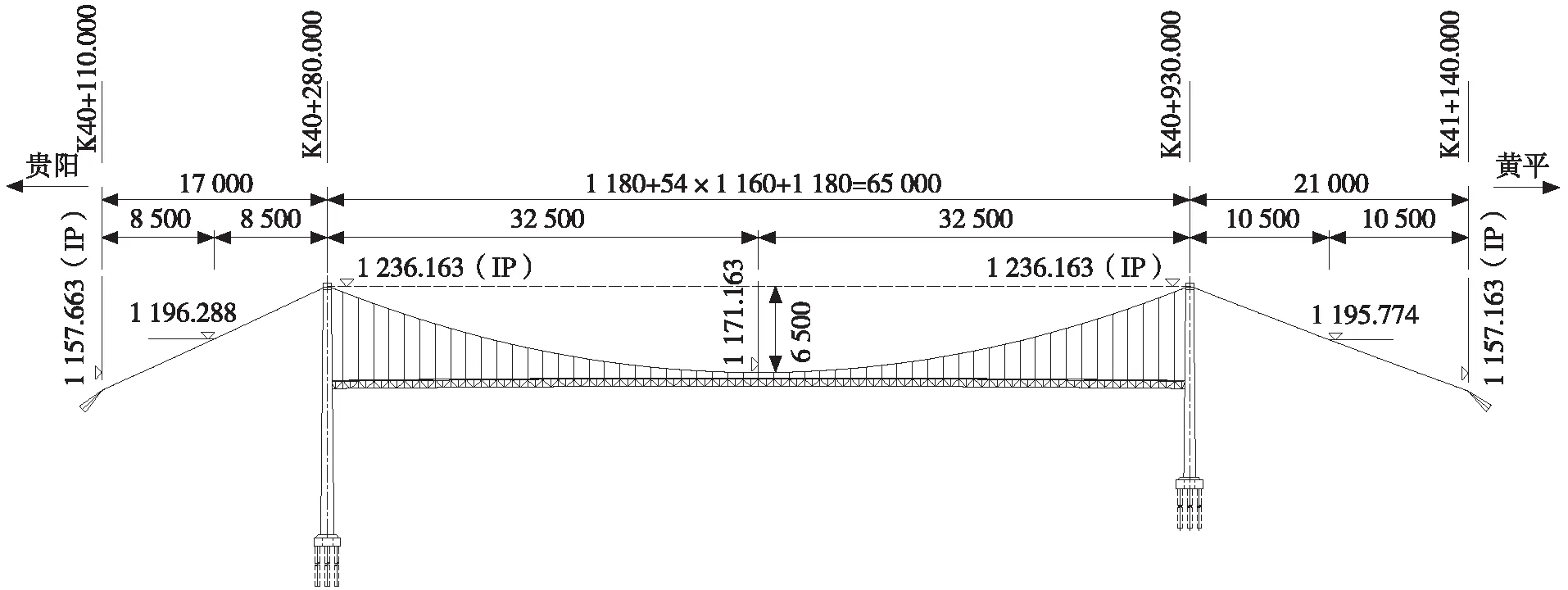
单位:cm
主缆中心间距36.0 m,其中1~10号通长索股由336根钢丝组成,11~36号通长索股由320根钢丝组成,贵阳岸的2根背索均由192根钢丝组成。主缆所有钢丝直径均为5.35 mm、公称抗拉强度为1 860 MPa的高强度镀锌钢丝。阳宝山特大桥主缆采用空中纺线法(AS法)施工。
AS法主缆锚固系统由索股锚固连接构造和预应力锚固构造组成。索股锚固连接构造由拉杆及其组件、连接垫板组成;预应力锚固构造由管道、环氧涂层钢绞线及锚具、锚头防护帽等组成。在前锚面位置拉杆一端与股靴相连接,另一端与被预应力钢束锚固于前锚面的连接垫板。锚固单元构造如图2所示。
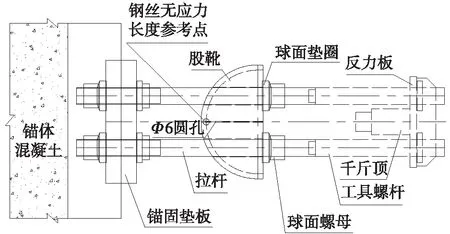
(a) 主缆锚固系统立面

(b) 主缆锚固系统平面
2 纺丝原理
主缆AS法施工分为空中纺丝牵引循环系统和地面放丝系统2部分。空中纺丝牵引循环系统由高速卷扬机、牵引绳、纺线轮及各钢丝绳导轮组成的双线循环往复式牵引系统。放丝系统主要由放线机、张力塔及各钢丝导轮组成。牵引循环系统带动纺线轮,牵引地面放丝系统放出的一组钢丝(目前常用4根),经过多次往复牵引,当钢丝达到单根索股设计数量时,将平行钢丝对接后进行捆扎,形成主缆索股。
主缆AS法施工技术在应用中不断发展,历经自由悬挂钢丝法(高强度法)、低张力法及最新技术的恒张力控制法,施工效率大大提高,并且降低了作业强度[5-7]。恒张力控制法,即主缆钢丝在自由悬挂张力80%~85%恒张力状态下纺丝,纺线轮往复架设的钢丝张力恒定,20%~15%钢丝张力的钢丝自重通过主缆索股成型器传递给猫道[8-9]。
AS法架设主缆时,纺丝系统的放线机上将工字轮内的钢丝放出,通过张力塔调节钢丝的恒定张力,由牵引系统的纺线轮带动钢丝在两岸往返运行,并进行主缆钢丝架设作业。在两岸的股靴位置,每次纺线轮到达时,工人将钢丝从纺线轮中拉出后挂在股靴上,重复往返架设和挂股靴作业直至单根索股架设完毕,其架设基本原理如图3所示[10]。在起始丝进行锚固且起始岸钢丝挂股靴作业完成后,纺线轮带动钢丝进行去程纺丝作业,没有运动的钢丝定义为死丝,从放线机内放出,同时以纺线轮2倍速度运行的钢丝定义为活丝[11]。纺线轮1次往返中使钢丝形成1个环,为提高架设主缆现场的工作效率,纺线轮单次运行可牵拉多根钢丝进行架设主缆作业,目前采用最多的是1个纺线轮上牵拉4根钢丝前进,即往返1个循环可架设8根钢丝。

(a) 去程纺丝示意
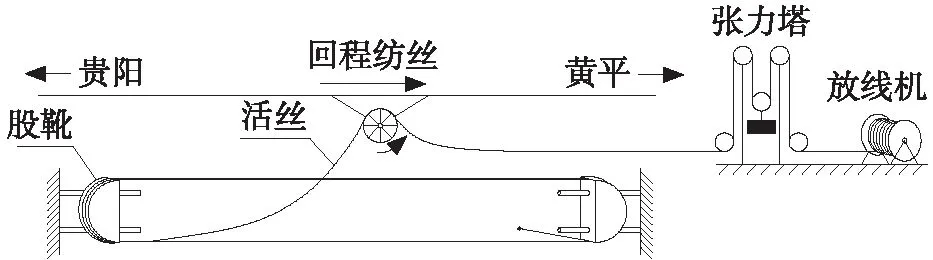
(b) 回程纺丝示意
主缆AS法施工采用双线往复式牵引循环系统,目前牵引系统设计的最大运行速度为6 m/s。纺线轮两岸对称安装在牵引索的两侧钢丝绳上,可进行单索股纺丝施工或双索股同时纺丝施工。纺线轮通过塔顶时需减速,方便工人的操作和减少运行风险。
阳宝山特大桥采用恒张力控制的AS法施工技术,主缆纺丝张力为132.3 kgf,纺线轮单次牵拉4根钢丝,往返8根钢丝进行纺丝施工。阳宝山特大桥采用双索股纺丝施工工艺,2个纺线轮同时往返运行架设主缆,即1个往返可架设16根钢丝。由于阳宝山特大桥为国内首次采用AS法进行主缆施工,将牵引系统最大运行速度控制在4 m/s。
3 纺丝设备
3.1 钢丝回倒设备
主缆AS法施工是通过牵引循环系统带动纺线轮,牵引1组钢丝(目前常用4根),经过多次往复牵引,当钢丝达到单根索股设计数量时,将平行钢丝对接后进行捆扎,形成主缆索股。
钢丝出厂为2 t钢丝卷,为提高工作效率,减少纺丝过程中钢丝换盘次数,在纺丝前通过钢丝回倒设备,将3组2 t钢丝卷缠绕到工字轮上形成纺丝用6 t丝盘。钢丝回倒机组由放线盘、张力装置、收线机等组成。通过调节张力装置上的张力组件,使钢丝带有一定张力缠绕到工字轮上。
3.2 牵引系统设备及放丝系统设备
AS法架设主缆施工设备主要分为牵引系统设备和放丝系统设备,通过2个系统设备的协同作业完成主缆的纺丝作业[12-13],如图4所示。阳宝山特大桥放丝设备布置在黄平侧锚碇后方,由黄平侧向贵阳侧进行往返纺丝作业。
阳宝山特大桥主缆AS法施工,为双线循环往复式牵引系统。牵引系统设备主要由双摩擦高速卷扬机、纺线轮、锚碇导轮组、塔顶导轮组、猫道门架导轮组、牵引系统张紧机构、各转向滑轮及平衡配重组成。现场配备2套牵引循环系统,左右幅主缆各1套牵引循环系统。
纺线轮为主缆纺线法施工往复拽拉架设钢丝的关键构件,结构如图5所示。纺线轮由4个单独的转动轮和前后支脚组成,每次往返最多架设8根主缆钢丝,并且可进行去程和回程的角度调节,便于主缆索股钢丝的入鞍和排列。纺线轮的前后支脚通过索道握索器固定在牵引索钢丝绳上,能够高速平稳地通过各个导轮组。为了防止钢丝在运行时出现钢丝跳出转动轮槽的现象,纺线轮上设置有防跳丝装置。
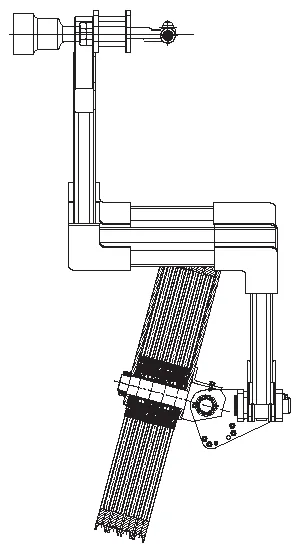
放丝系统设备主要包括放线机和张力塔,放线机放丝速度为牵引系统运行速度的2倍。张力塔用于调节钢丝张力,保证在纺丝过程中4根钢丝张力恒定。现场共需配备8套放线机和8套张力塔。放线机和张力塔现场图片如图6所示。
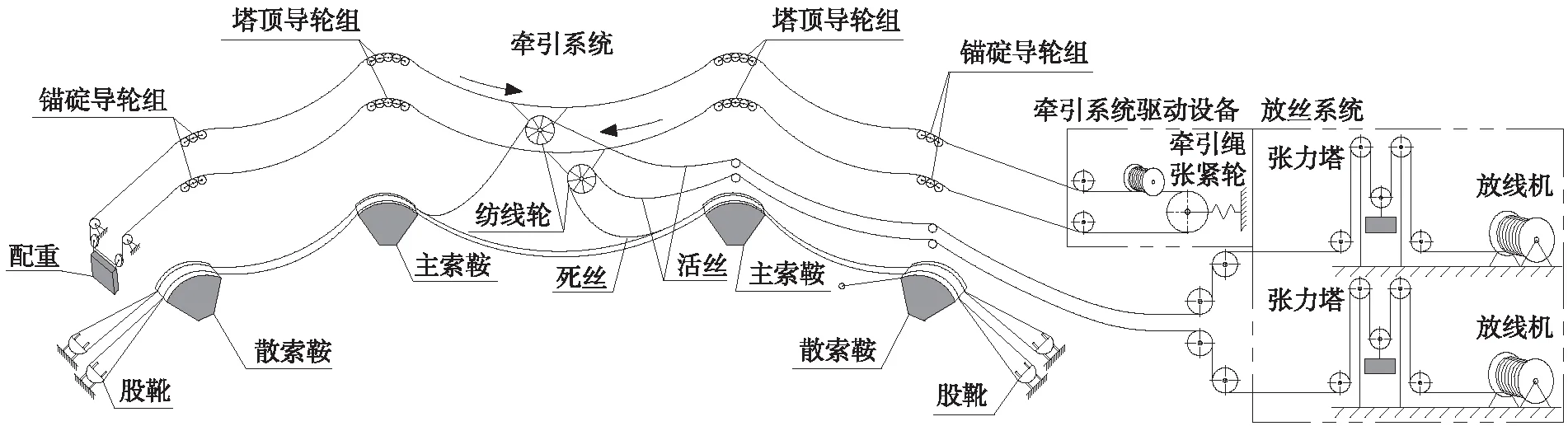
图4 主缆空中纺丝作业示意
(a) 纺线轮立面
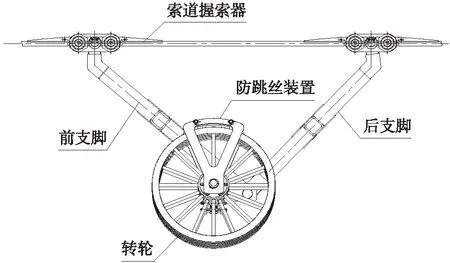
(b) 纺线轮侧面
3.3 钢丝对接设备
纺线法是将钢丝单独牵拉进行架设主缆的施工技术,整根索股是一个闭环的串联钢丝束,在施工过程中需要对钢丝进行对接作业,对接时采用压接机对连接套进行压接,压接后的强度不低于钢丝的抗拉强度。压接机分为固定式压接机和便携式压接机,固定式压接机在纺丝场地倒换钢丝卷盘时使用,便携式压接机用于单根索股架设完成时的首尾丝对接。钢丝对接压接套结构及固定式、便携式压接机如图7所示。

(a) 放线机
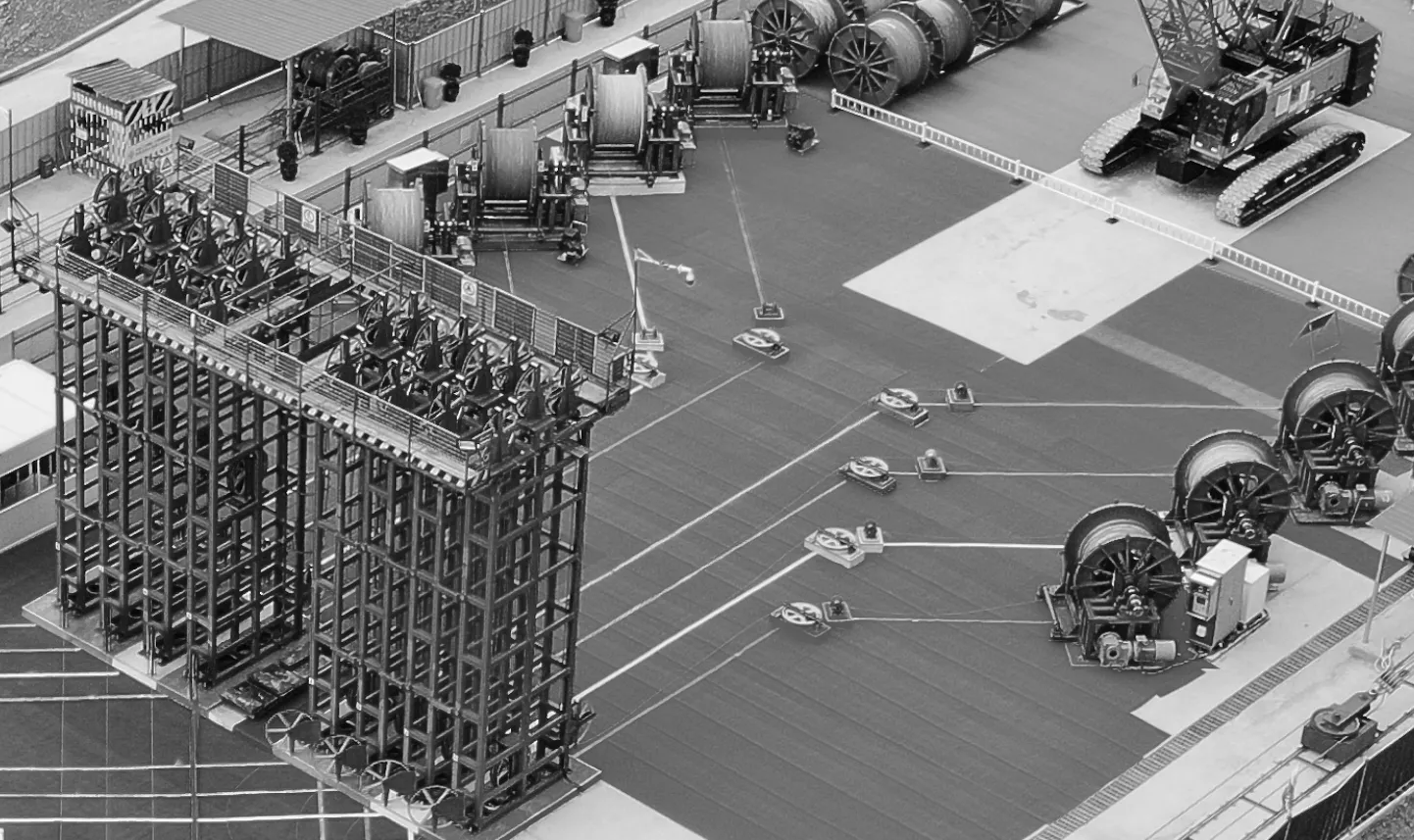
(c) 现场工作场景(航拍)
(a) 压接套

(b) 固定式压接机

(c) 便携式压接机
4 纺线法施工工艺
4.1 纺丝施工准备
包括满盘工字轮准备、牵引系统准备和张力塔配重调节。
1) 满盘工字轮准备
提前通过回倒机组将2 t钢丝卷缠绕到6 t工字轮上,在工字轮存放区准备足够的满盘工字轮待用,并将指定的满盘工字轮放置到放线盘上准备进行纺丝作业。
2) 牵引系统准备
(1) 牵引系统安装完成后进行空载试运行和加载试运行。空载试运行分为低中高3种速度进行,反复运行查看牵引系统稳定运行状态及纺线轮通过门架的顺畅程度。空载试运行后进行加载试运行,按照先轻后重,先慢后快的原则,进行加载试运行。
(2) 根据AS法施工实际运行时,钢丝对纺线轮产生的反拉力对纺线轮施加配重,反复试运行,并对牵引系统配重进行调节,直到运行顺畅,无牵引索脱槽及严重抖动等问题。
3) 张力塔配重调节
按照监控设计单位给定的纺丝张力对张力塔的配重进行调节,通过拉力计测量钢丝的张力塔出丝张力,根据张力测量结果对张力塔配重重量进行调节。
4.2 起始丝牵拉及锚固
1) 纺丝准备完成后进行起始丝牵拉工作。将单次的4根起始丝绕过各个导轮组和纺线轮后锚固在边跨的猫道上,由于规范要求钢丝接头不能同时出现在同一断面上,因此规定不同索股起始丝牵拉的距离不同,且同1根索股的4根钢丝的钢丝头位置也不能在同一断面上。
2) 在黄平侧锚跨人工将钢丝进行挂股靴作业,待该项完成后即可进行去程纺丝作业。
4.3 纺丝作业
1) 去程纺丝作业前,将纺线轮调整为25°状态[14],此时纺线轮上端钢丝为活丝,下端钢丝为死丝。
2) 进行去程纺丝,死丝落入对应的索鞍鞍槽或者主缆成型器的保持槽内,并按照设计图顺序进行排列,活丝落入活丝滚轮上,如图8(a)所示。此时,牵引系统和放线系统进入联动控制状态,放线机放丝速度为牵引索运行速度的2倍。
3) 纺线轮到达对岸锚跨时,放丝系统停止放丝,对岸锚跨人工进行钢丝挂股靴作业。
4) 回程纺丝作业前,将纺线轮摆动到与铅垂面成15°[14]返程角度。
5) 操作牵引系统进行回程纺丝,此时放线系统为停止状态,放线机不再放丝。纺线轮回程纺丝时,将活丝置入索鞍鞍槽内或者主缆成型器的保持槽内并按照设计图顺序进行排列,如图8(b)所示。

(a) 去程纺丝作业

(b) 回程纺丝作业
4.4 起始丝和尾丝对接
按照4.3节所述循环进行纺丝作业,当纺丝达到设计数量后,将最后4根活丝(尾丝)和4根起始丝进行对接,接合位置要错开。采用液压剪进行错位剪断,砂轮锯对钢丝头进行打磨,便携式压接机将起始丝和尾丝丝头用连接套筒进行对接,单根索股纺丝结束。
4.5 索股整形及垂度调整
1) 索股整形
单根索股纺丝完成后,即可进行索股整形和垂度调整作业。索股整形采用索股整形器进行圆整工作,在整形过程中采用木锤敲打通过震动减小索股的孔隙率,索股整形要求达到孔隙率20%。当整形达到规定的直径后采用强力纤维带进行绑扎定型[15]。
2) 索股垂度调整
索股垂度调整与PPWS索股垂度调整方法基本一致,基准索股和参照索股垂度调整均采用绝对高程法进行测量,一般索股垂度调整采用相对高程法进行测量。调整顺序为先中跨,再边跨,最后调整锚跨。
5 双索股纺丝施工工艺
为便于读者理解,前文所述均为单索股纺丝施工工艺,但施工现场为提高施工效率,通常单幅猫道采用双索股同时进行施工,阳宝山特大桥主缆架设也是用双索股纺丝的方法。牵引循环系统两岸同时对称安装纺线轮,当一个纺线轮进行去程纺丝时,另一个纺线轮进行回程纺丝,每个纺线轮对应纺丝1根索股,单幅猫道上同时纺丝2根索股。
6 结束语
1) 悬索桥主缆AS法架设施工工艺在贵州阳宝山特大桥的成功应用填补了国内该施工工艺的空白。历时4个月,阳宝山特大桥主缆AS法架设施工全部完成,在施工精度和效率方面均取得了较好的效果,为该法的推广应用积累了宝贵经验。
2) 相较PPWS法架设的悬索桥主缆,AS法的孔隙率达到了同样的精度,在制索精度上甚至有了提高,达到了1/30 000;经济性方面,AS法极大节省了工厂制索费用,同时节约了猫道等临时结构的制造费用;在施工效率上,对跨径小于2 500 m的悬索桥,PPWS法的效率更好,但在2 500 m以上的超大跨径悬索桥施工中,PPWS法的制索和架设能力受限,AS法较PPWS法更优。
3) 在后续工程应用中将在阳宝山特大桥主缆AS法架设施工的基础上,更进一步优化施工工艺,提高施工效率,并向超大跨径主缆AS法架设工艺更高效方向努力。
4) AS法工艺的突破,将在山岭双隧道锚固悬索桥、山区大跨径悬索桥以及2 500 m以上的超大跨径悬索桥中发挥它的优势。
猜你喜欢
数学物理学报(2022年4期)2022-08-22
中国交通信息化(2021年9期)2021-11-22
云南画报(2020年12期)2021-01-18
金桥(2020年10期)2020-11-26
铁道建筑技术(2019年6期)2019-11-29
城市道桥与防洪(2019年7期)2019-02-18
上海公路(2018年1期)2018-06-26
中国公路(2017年11期)2017-07-31
中国交通信息化(2015年4期)2015-06-06
城市道桥与防洪(2014年5期)2014-02-27