花丝工艺机械化批量生产方式试验探讨
2021-09-06 02:58杨井兰袁军平唐一苇
黄金 2021年7期
杨井兰 袁军平 唐一苇




摘要:花丝工艺是中国传统金银细工的代表性工艺之一,被列入第二批国家级非物质文化遗产名录,但该工艺存在生产效率低、技艺传承难、工艺质量不稳定等问题,限制了其批量化生产应用。试验分别采用传统手工制作、翻模铸造、3D打印等方式制作银花丝首饰,借助体视显微镜、扫描电镜等手段观察其工艺质量,并对比分析了艺术效果、生产效率和生产成本。结果表明:对比传统手工制作方式,采用手工制作或3D打印原版后翻模铸造机械化批量生产方式可明显提高花丝首饰的生产速度,降低生产成本,且在花丝纹样排列均匀性与材料适用范围等方面更有优势,但在花丝纹样的精细度和神态灵性等方面存在一定的差距。该研究对提高花丝首饰生产效率,降低生产成本,更好保护和传承花丝工艺提供理论依据和技术支持。
关键词:花丝工艺;机械化;批量生产;花丝纹样;翻模铸造;3D打印
中图分类号:TG146.3文献标志码:A开放科学(资源服务)标识码(OSID):
文章编号:1001-1277(2021)07-0005-06doi:10.11792/hj20210702
引 言
花丝工艺是中国传统金银细工的代表性工艺之一,它是将金、银、铜拉成丝,运用堆垒、编织等技法制成各种首饰、器物等装饰品[1]。花丝作品造型别致、玲珑剔透,具有明显的中国特色和民族风格,但因工艺过于繁复,一度濒临失传,2008年花丝镶嵌制作技艺被列入第二批国家级非物质文化遗产名录。此后,社会各界对花丝工艺的关注不断增加,花丝镶嵌产品也越来越被广大消费者青睐。
传统花丝工艺几乎为全手工作业,生产效率非常低,对手工技艺要求很高,制作难度大,产品质量不稳定,生产成本高昂,这使得它难以满足现代首饰企业的生产经营管理要求,也难以满足普通消费者的需求。近年来,有研究人员围绕花丝镶嵌工艺的传承创新开展研究,但大都从设计、纹样、造型等方面进行[2-6],而有关花丝工艺技术创新和生产方式等的研究报道甚少,且基本没有给出详细的参考依据。鉴于此,本文对花丝工艺机械化批量生产方式进行了试验探讨,以便提高花丝首饰生产效率,降低生产成本,更好地保护和传承该工艺。
1 试验部分
1.1 试样制作
以Ag999(纯银材料)、Ag925等为原材料,采用4种方式制作花丝首饰。
1)胶模翻模铸造。采用传统花丝工艺制作Ag999银花丝首饰首版,然后用硅橡胶翻制注蜡模型,在真空加压注蜡下制作蜡模,再经石膏型失蜡铸造实现批量生产。工艺流程为手工制版—压胶模—开胶模—修胶模—批量生产蜡模—批量浇铸金属—抛光。
2)合金模翻模铸造。采用传统花丝工艺制作Ag999银花丝首饰首版,然后用低温合金翻制注蜡模型,在高压射蜡机下制作蜡模,再经石膏型失蜡铸造实现批量生产。工艺流程为手工制版—制作模具—浇铸低温合金模—修整合金模—批量生产蜡模—批量浇铸金属—抛光。
3)3D打印蜡版铸造。采用可铸造光敏树脂或紫蜡为3D打印材料,将首饰模型打印出来,再通过石膏型失蜡铸造法铸造成型。工艺流程为设计图稿—3D建模—批量打印树脂版/蜡版—铸造成型—打磨—抛光。
4)3D打印激光选区烧结金属粉末工艺。采用Ag925金属粉末在Mysint100型激光选区烧结成型机上直接成型。工艺流程为设计图稿—3D建模—金属粉末3D打印成型—执模—抛光—电镀。
1.2 试验方法
从上述4种生产方式和手工制作首版中抽取试样,采用体视显微镜、扫描电镜观察试样制作工艺质量,采用显微硬度计检测材料硬度,分别从产品精细度、变形倾向、缺陷数量及类别、返工次数、纹样效果、制作时间、对生产人员的技能和经验要求、生产成本等方面,对不同生产方式进行评价和比较。
2 试验结果及分析
2.1 外观形貌对比
1)手工制作与胶模翻模铸造花丝首饰。手工制作的银花丝首饰原版及翻模铸造银花丝首饰见图1。其中,手工制作限于手工拔丝、掐丝等作业的可行性,采用了延展性极佳的Ag999。翻模铸造更加关注金属材料的铸造性能,因而材料选择范围较大,纯金、纯银可以铸造,金、银合金也可以铸造。采用合金铸造时,材料的强度、硬度增加,产品的抗变形能力要明显优于手工制作的纯金、纯银花丝。翻模铸造时,由于胶模和低温合金模都有一定的收缩率,使得产品的尺寸比原版小,且丝的直径也会变细。为达到所需的产品尺寸,在制作原版时要将这两部分的收缩都考虑进去。
从宏观外形看,手工制作花丝首饰与胶模翻模铸造花丝首饰没有很明显的差别,通常只有经验丰富的花丝师才能进行准确区分,二者之间的差别主要体现在花丝纹理的清晰度和花丝表面的光滑度。扫描电镜下观察到的花丝首饰纹理效果见图2。相对手工制作而言,胶模翻模铸造的花丝表面不平整顺滑,存在凹凸不平现象,无光泽,肉眼观察呈喷砂效果,丝与丝之间的界限不流畅,纹路深度较浅,弱化了花丝的纹路,减弱了艺术美感。
2)手工制作与合金模翻模铸造花丝首饰。手工制作Ag999镀金花丝脸谱與合金模翻模铸造花丝茶包见图3。与手工制作产品相比,合金模翻模铸造的花丝表面不光滑,呈喷砂效果,即使抛光也难以达到手工拉丝表面的光滑度;花丝纹路没有手工制作的清晰,特别是螺旋纹花丝,丝与丝之间浇铸的纹路有粘连,不清晰,高低落差不够。
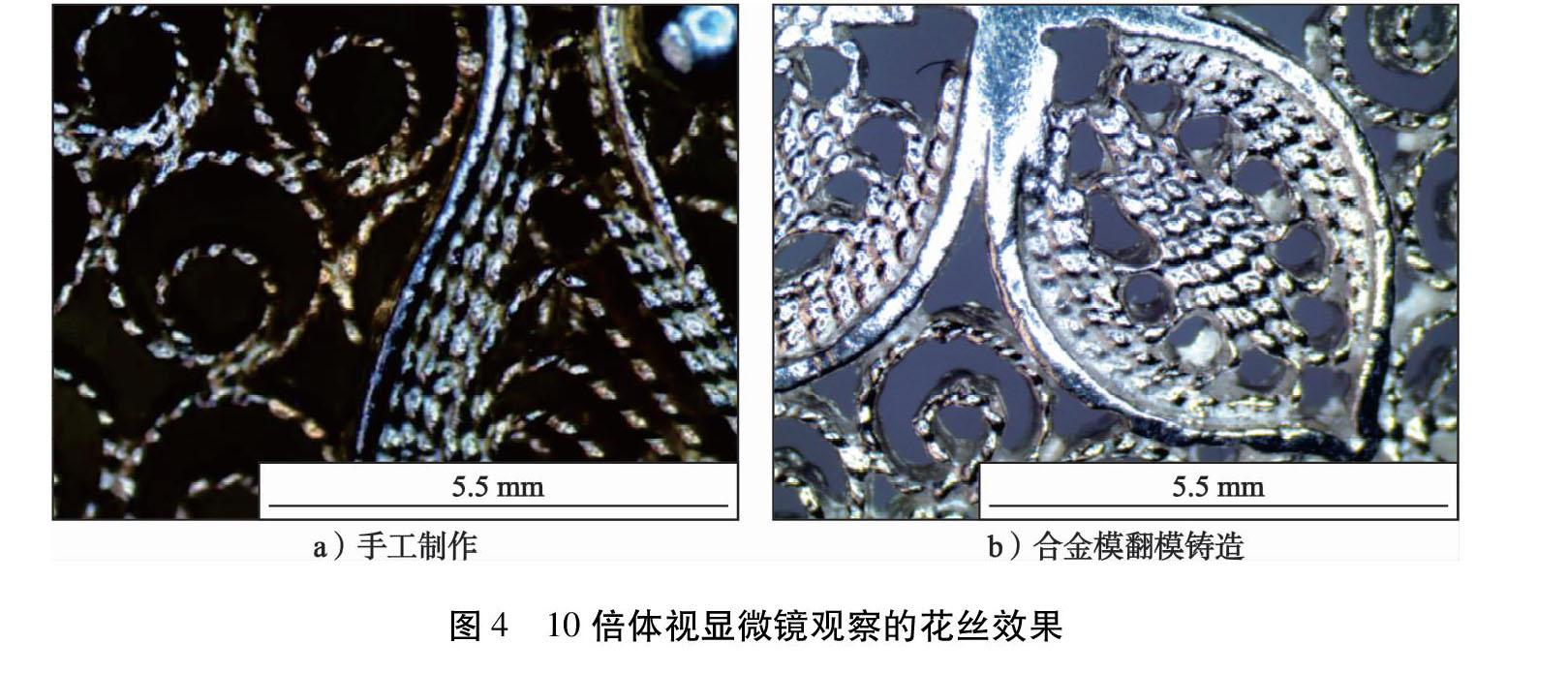
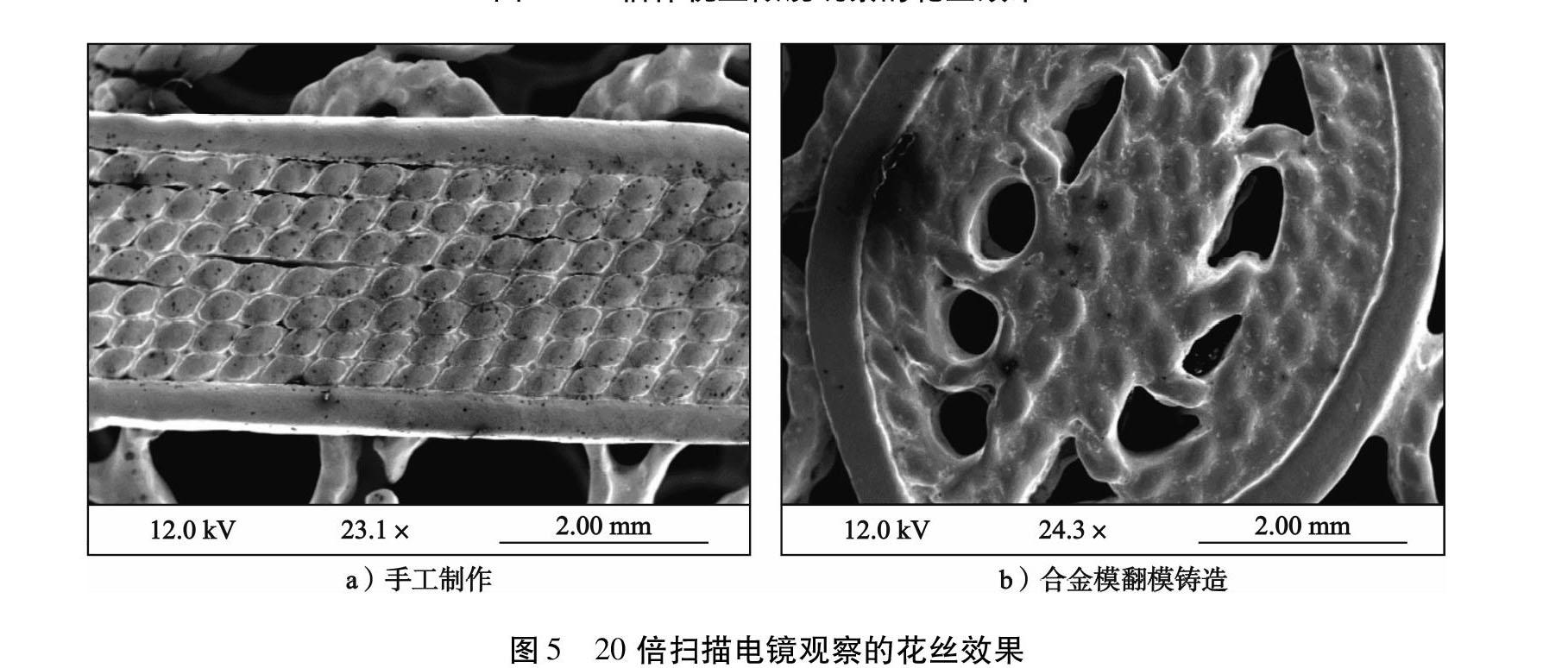
合金模采用低温锡合金材料,其优势在于收缩率比胶模低,尺寸准确度高,且可有效避免因加工错位磨损而出现的磨痕,确保铸件的平滑性。合金模翻模铸造工序相对简单,有利于降低生产成本,提高生产效率。在显微镜下观察的手工制作花丝与合金模翻模铸造花丝效果见图4和图5。对比相同花丝纹路的样品,手工制作花丝的纹路较清晰,丝与丝之间有明显的界限,而合金模翻模铸造花丝的纹路不清晰,丝与丝之间没有明显界限,较为平整,缺少花丝的纹样特征。与胶模翻模铸造产品相比,合金模翻模铸造花丝纹理的清晰度也要差一些。究其原因,合金模属于刚性模,在取蜡模时不能像胶模一样可以灵活变形,如果产品结构有阻碍取模的地方,将会破坏花丝的纹理,并使蜡模产生一定的磨损。
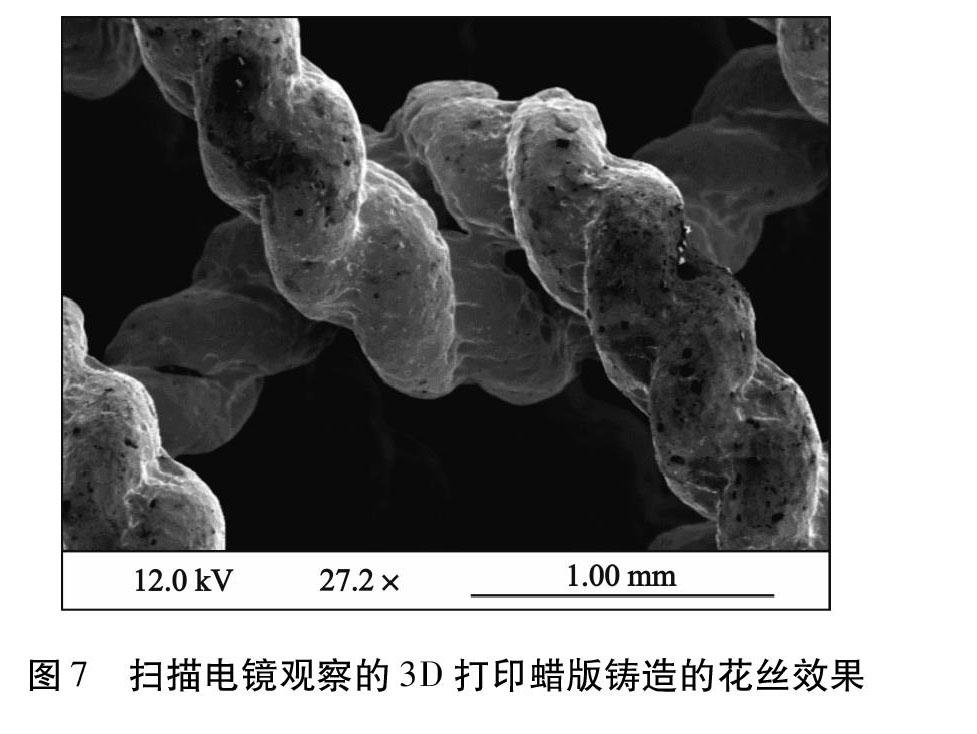
3)手工制作与3D打印蜡版铸造花丝首饰。3D打印蜡版(树脂版)铸造的花丝首饰见图6。3D打印蜡版铸造的花丝首饰,纹样排列较均匀整齐,制作效率高[7];而手工制作类似的纹样,掐丝和填丝工艺环节耗时最久,且难以保证达到电脑建模的排列效果。但是,在3D打印蜡版铸造中,由于镂空花丝直径最小是0.42 mm,建模时花丝直径最小只能为0.5 mm;而手工制作的花丝,金属丝直径最小可达0.2 mm。此外,3D打印蜡版铸造的花丝精细度较为粗糙,在扫描电镜下观察,花丝纹样的紧密度不够,有明显的凹坑(见图7)。因此,3D打印蜡版铸造的花丝呈现喷砂效果,一般多用于制作古法黄金产品。
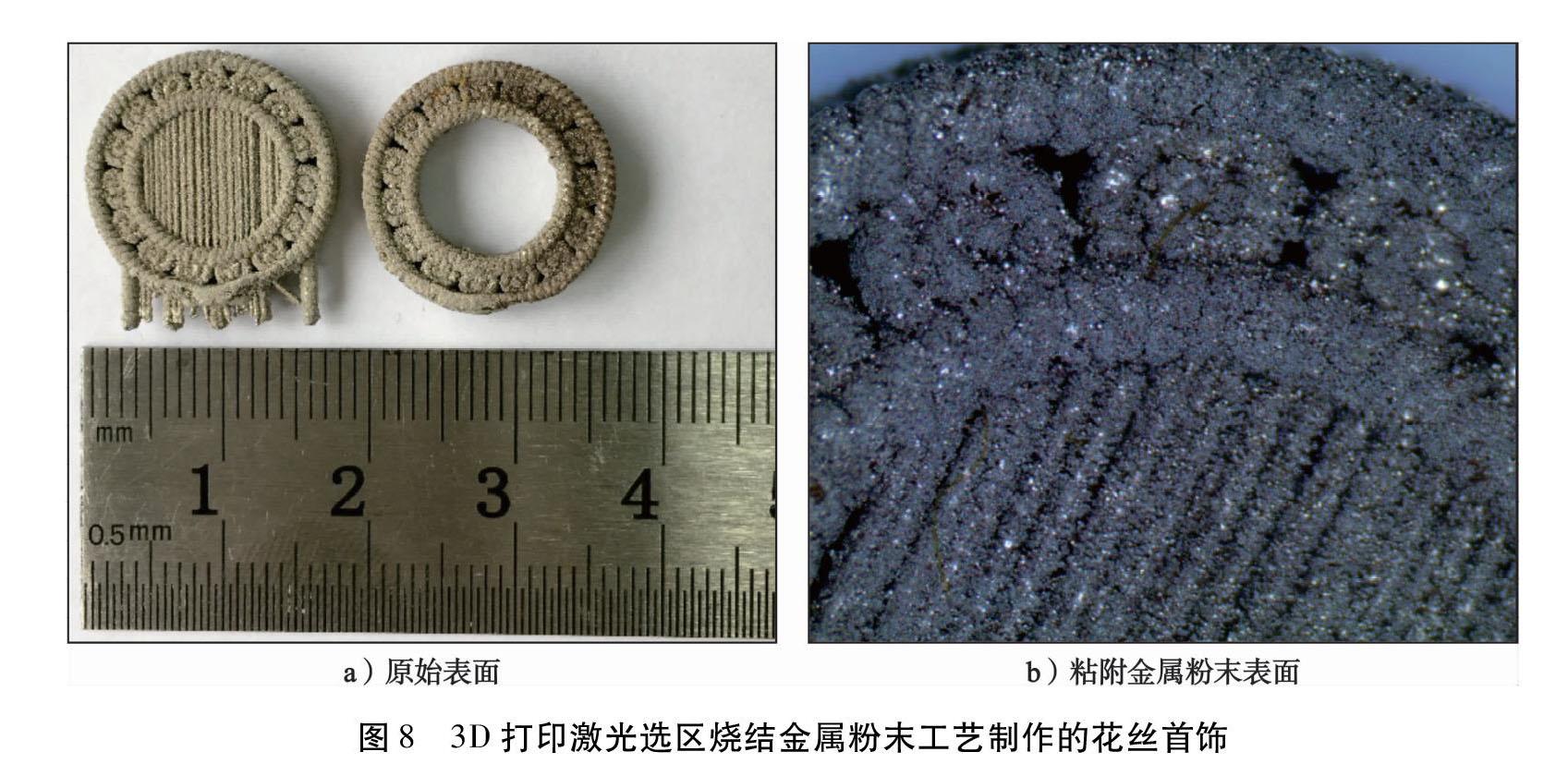
4)3D打印激光选区烧结金属粉末工艺。由于采用Ag925,材料硬度、强度提高,产品抗变形性能得以改善。但是,制作的花丝首饰表面粘附了大量金属粉末,肉眼观察几乎难以分辨出花丝纹样,既没有花丝的流畅线条,也无金属光泽(见图8)。
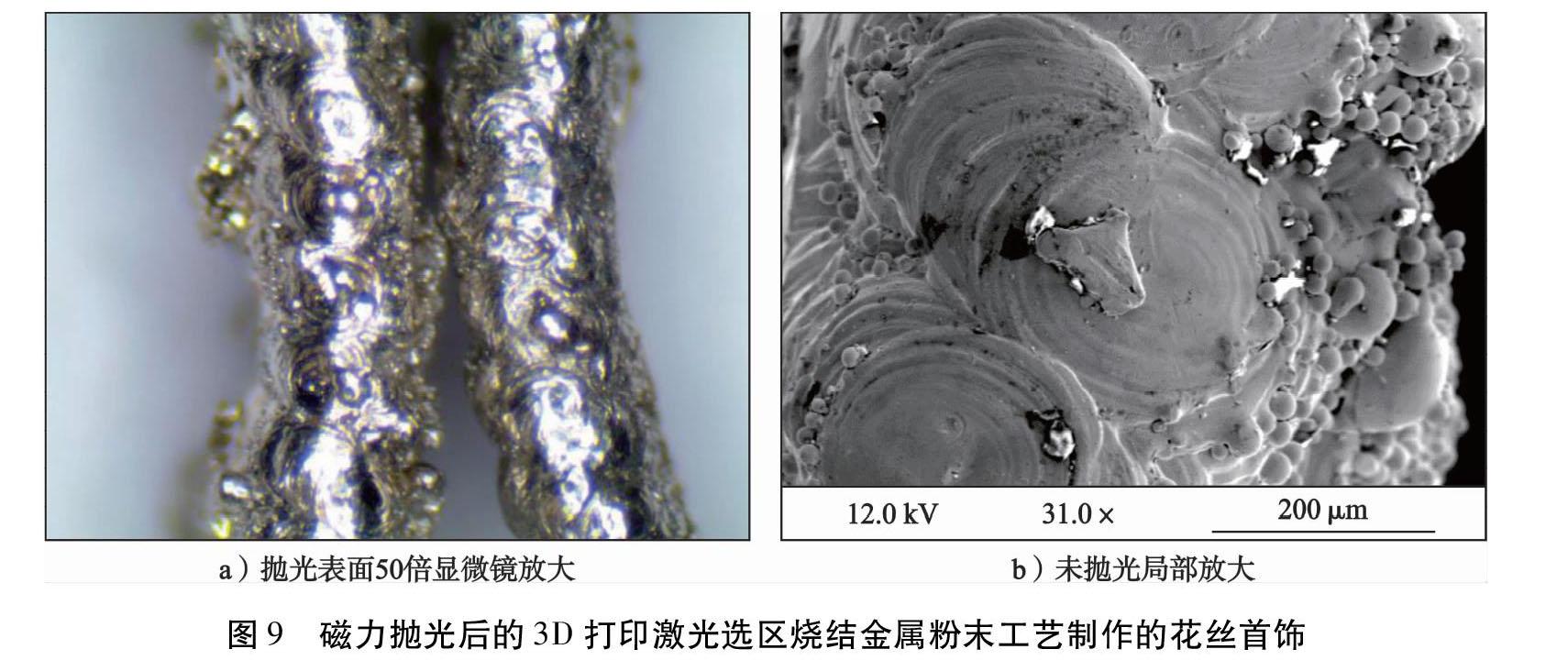
经过磁力抛光后,粘附的金属粉末大部分被去除,花丝首饰表面有一定金属光泽,但花丝纹样仍然较难分辨(见图9-a))。在扫描电镜下经高倍观察,可以明显看到花丝表面的激光熔斑,以及侧壁粘附的金属粉末(见图9-b))。
采用3D打印激光选区烧结金属粉末工艺制作的花丝首饰,存在3个较突出的问题:一是支撑设置与清理。从打印效果分析,该工艺制作的首饰支撑数量和密度明显比3D打印蜡版铸造的多,在处理这些支撑的过程中,由于金属花丝较细,很难通过人工和机器完成对支撑的清理。二是金属粉末粘附。金属粉末打印过程中,激光束扫描的轨迹边缘,由于热量传递作用,会发生金属粉末的粘附,增加表面粗糙度,尤其是当2个金属丝之间的缝隙较小时,打印后粘附的金属粉末会直接将金属丝连在一起,导致花丝纹样无法分辨。三是执模抛光。由于花丝产品本身十分纤细,一旦其表面粗糙,采用常规的执模抛光不仅工作量大,且很容易破坏其结构和纹样;采用磁力抛光处理时,磁针直径通常比花丝直径粗,磁针针头无法进入花丝的凹位、缝隙位,达不到抛光作用。因此,以目前的打印精度,该工艺制作的花丝产品很难进行抛光处理,除非打印设备升级换代,打印精度提高,否则无法满足花丝首饰制作工艺要求。
2.2 生产效率与质量对比
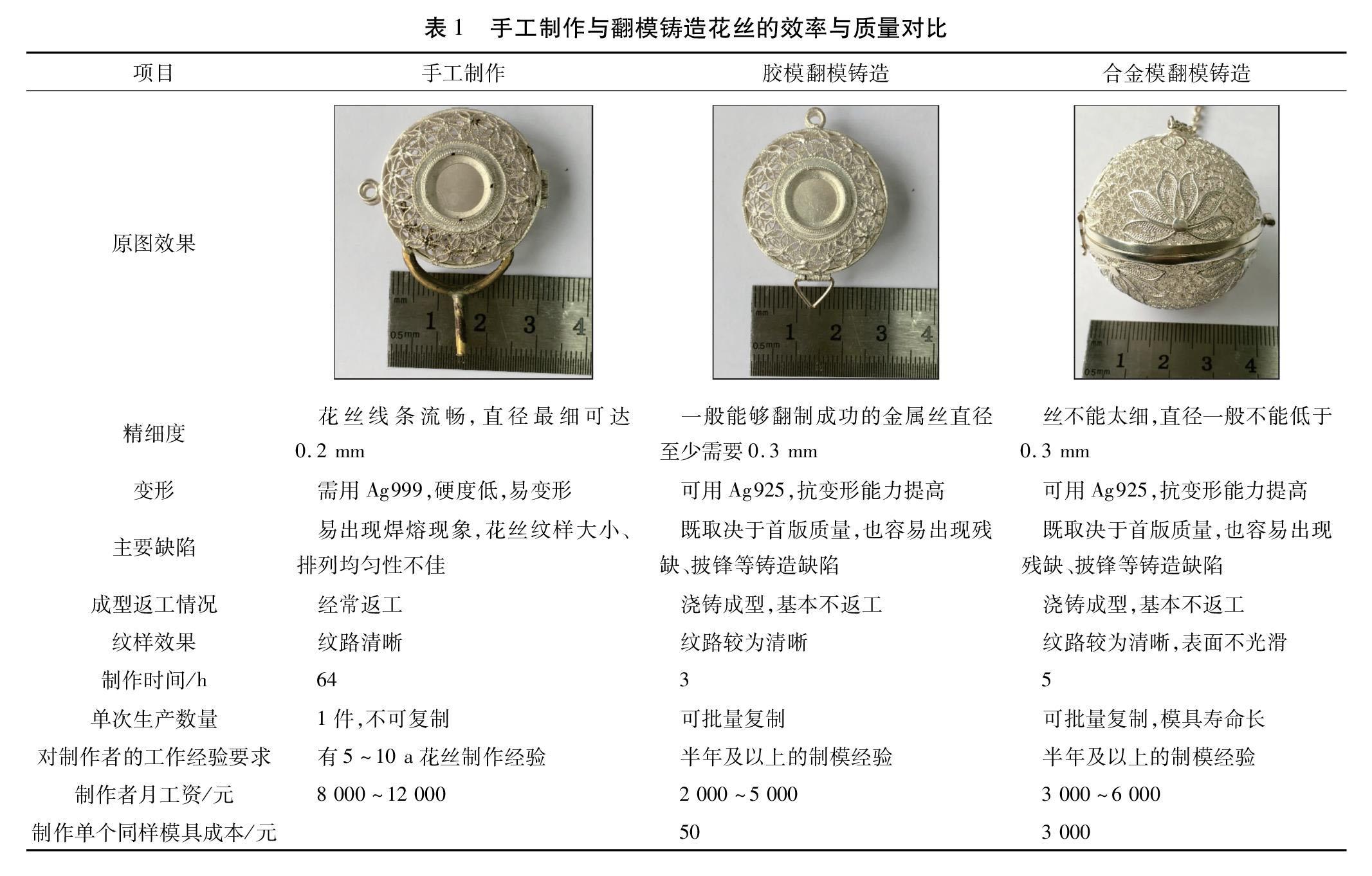
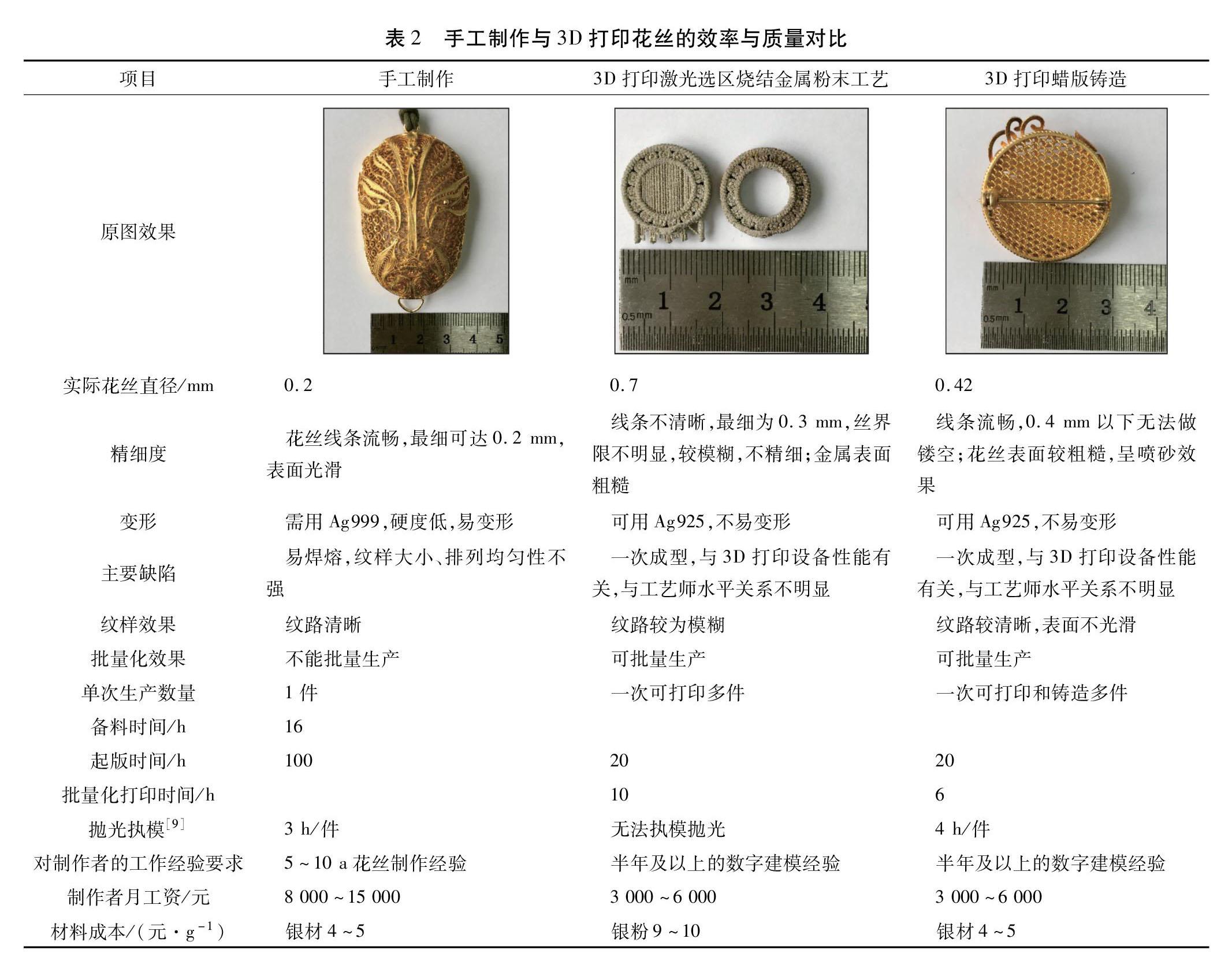
不同的花丝生产工艺,在生产效率、生产成本、产品质量等方面均存在一定的差别,手工制作与翻模铸造花丝不同评价指标对比见表1,手工制作与3D打印成型花丝不同评价指标对比见表2。
对比手工制作工艺、翻模铸造工艺、3D打印蜡版铸造工艺和3D打印激光选区烧结金属粉末工艺等4种不同加工工艺可以得出:①手工制作的花丝,从简单到复杂,花丝制作时间逐渐增加,可从4 h到几千小时不等,时间成本较高,而且对制作花丝的工艺师要求也较高,一般要有5~10 a花丝制作经验,而工艺师的培养成本高,因此手工制作花丝首饰更适合个性定制,多为孤品,只能为少数人拥有。②翻模铸造工艺,无论产品结构复杂与否,都可以明显缩短制作时间,达到批量生产的目的。翻模铸造方式可以采用硅橡胶模或低温合金模,胶模翻模铸造的产品精细度要优于合金模翻模铸造的产品,且成本较低,但胶模经长时间使用后容易老化,不能继续使用,需重新制作;而低温合金模的使用寿命则不受影响。③3D打印蜡版铸造工艺的花丝纹样较均匀。对于手工制作花丝产品而言,焊接是其核心技艺之一,而采用3D打印原版,则可以不用焊接。随着3D打印技术日趋成熟,3D建模软件资源越来越丰富,设计人员不需要花费较长时间专门学习技术,只需要经过一段时间的软件培训和设备操作,就可以依据设计图的三维数据进行首饰精准建模,实现稳定高速产出[8]。④采用3D打印激光选区烧结金属粉末工艺,无需经过铸造环节,可直接批量制作金属产品。但是,限于设备精度,花丝首饰的外观效果达不到要求,打磨修整工作量大。如果设备更新换代,打印精度提高,在达到生产质量要求的前提下,比较适合个性定制,因批量生产成本较高。
3 结 论
1)传统手工制作花丝首饰制作周期长,生产效率低,产品质量不稳定,成型返工率高,难以实现批量化生产。采用翻模铸造或3D打印蜡版铸造工艺,可大幅提高生产效率,改善产品稳定性,降低对人员的手工技艺要求。
2)传统手工制作花丝首饰只能采用纯度高、延展性好的材料,产品容易变形。采用翻模铸造批量生产可扩大材料的选择范围,提高产品强度,改善抗变形性能,并可在花丝首饰上采用不同的镶嵌方式,扩大了花丝镶嵌的范围。
3)与手工制作工艺相比,采用翻模铸造工艺、3D打印蜡版铸造工艺和3D打印激光选区烧结金属粉末工艺等方式批量生产的花丝产品在精细度、纹样清晰度、造型灵活度、神态生动性等方面存在不同程度的差距,生产时可根据产品定位进行相应选择。未来随着设备的更新换代,机械化批量生产花丝产品的质量有望进一步提升。
[参 考 文 献]
[1] 唐克美,李苍彦.金银细金工艺与景泰蓝[M].郑州:大象出版社,2004.
[2] 颜建超,章梅芳,孫淑云.“花丝镶嵌”概念的由来与界定[J].广西民族大学学报(自然科学版),2016,22(2):30-38.
[3] 吴小军.从唐代“金筐宝钿”论花丝镶嵌的历史和定义[J].艺术探索,2018,32(5):26-43.
[4] 颜建超,章梅芳.花丝及其纹样在古代文物上的运用[J].广西民族大学学报(自然科学版),2019,25(1):35-44.
[5] 杨一一,管理,李文欢,等.西汉废帝海昏侯刘贺墓出土马蹄金、麟趾金花丝纹样的制作工艺研究[J].南方文物,2018(2):102-107.
[6] 王焕.传承与突破:当代设计介入传统手工艺的意义——以成都银花丝工艺的传承与发展为例[J].艺术评论,2020(11):140-148.
[7] 张荣红,熊玮,张楠.3D打印技术在传统工艺表现中的应用研究[J].宝石和宝石学杂志,2015,17(1):45-49.
[8] 徐禹,周燁林.基于陶瓷3D打印技术支持下的陶瓷首饰设计探索与实践[J].中国陶瓷,2021,57(2):77-81.
[9] 袁军平,郑广昌,王昶,等.首饰表面处理新工艺[J].电镀与涂饰,2011,30(9):42-45.
Experimental discussion about mechanized mass production mode of filigree craft
Yang Jinglan,Yuan Junping,Tang Yiwei
(Jewelry Institute of Guangzhou Panyu Polytechnic)
Abstract:As one of the most representative Chinese traditional filigree crafts for gold and silver,filigree technique has been listed in the second batch of national intangible cultural heritage.However,several problems such as low production efficiency,difficulty in the transmission of skills and unstable product quality have become the main restraining factors for mass production.In this paper,silver filigree jewelry was produced by traditional handmade method,mold casting and 3D printing technology respectively,their crafting qualities were observed with stereoscopic microscope and SEM,and their artistic effects,production efficiencies and production costs were compared and analyzed.The results show that compared with traditional handmade method,the mechanized mass production method of mold casting from handmade or 3D printing model can significantly improve the production efficiency,reduce the production cost,and have more advantages in the arrangement uniformity of filigree patterns and the application range of materials.However,traditional handmade method has some certain advantages in the fineness of filigree patterns and the spirituality of expression.The study can provide theoretical basis and technical support to improve production efficiency,reduce production cost of filigree jewelry,and to better protect and inherit filigree craft.
Keywords:filigree craft;mechanization;mass production;filigree pattern;mold casting;3D printing
猜你喜欢
有色金属材料与工程(2021年5期)2021-10-25
喜剧世界·中旬刊(2020年9期)2020-09-10
现代妇女(2020年3期)2020-03-12
科技视界(2019年27期)2019-11-05
有色金属材料与工程(2018年4期)2018-11-25
中华手工(2017年6期)2017-07-06
中华手工(2016年7期)2016-10-10
小天使·五年级语数英综合(2015年11期)2015-11-06
Coco薇(2015年10期)2015-10-19
中华手工(2015年1期)2015-01-23