
基于PID算法的热熔胶温度控制
2021-09-04 01:48王冠华陈忠祥
设备管理与维修 2021年15期
王冠华,陈忠祥
(红云红河烟草(集团)有限责任公司会泽卷烟厂,云南曲靖 654200)
0 引言
KDF2 成型机应用于烟草行业的滤棒生产。早期的设备主要采用继电器系统控制,停机频次较高,其中热熔胶的停机问题尤为明显。热熔胶温度波动过大,引起胶水夹带气泡,导致滤棒粘接不牢,造成跑条,严重影响设备的有效作业率。本文在研究现有成型机热熔胶系统的基础上,对热熔胶控制系统进行升级,使用Siemens S7-300 PLC 精确控制热熔胶的温度。
1 热熔胶系统简介
1.1 系统原理及结构介绍
KDF2 成型机热熔胶系统的作用是粘接滤棒成型纸的接缝,其主要介质是热熔胶,常温下呈白色固体状,经加热后变成液体,经过由电磁离合器和齿轮泵组成的输送系统后,将其涂覆在成型纸的边缘,然后通过烟枪将成型纸和滤棒卷制成型,由冷却系统冷却,快速固化热熔胶,从而形成稳定的搭边。
热熔胶系统的结构包括预热胶箱、熔化室、输送泵、软管、喷嘴、纸张加热和辅助加热。当热熔胶在熔胶罐中融化后,通过齿轮泵将其送至胶管,最后由胶嘴散布在纸带上。
1.2 控制原理
温度控制是开关式控制,由温度控制器实现,如图1 所示。温控系统包括温度控制器N、温度传感器Pt100、温度调节旋钮R1、加热器R 和固态继电器V 等。加热部件内部安装加热器和温度传感器,加热器的作用是加热工作部件,温度传感器的作用是检测工作部件的温度。在整个加热系统中,温度控制器是控制核心,它对比温度调节旋钮的设定值和温度传感器的实际检测值:如果实际温度值低于设定值,温控器发出信号,接通固态继电器,则加热器加热;如果实际温度高于设定值,则加热控制信号断开。这种控制方式精度低,温度波动范围大,胶水中存有气泡,导致热熔胶粘接不良,废品率较高,造成原辅材料大量浪费。
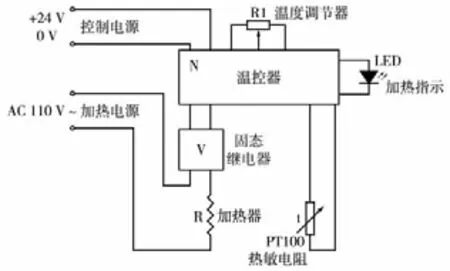
图1 温度控制原理
2 热熔胶控制系统设计
PID 代表比例(P)、积分(I)和微分(D),将三者线性组合构成控制量,由这一控制量对被控对象进行控制。本文使用Siemens S7-300 PLC 编写温度控制功能块。根据温度偏差,按照PID算法进行处理后,输出固定周期的脉冲宽度调制信号,控制固态继电器的接通时间,从而调节热熔胶系统的加热时间,准确控制温度。
2.1 方案设计
在实际生产过程中设备时停时开,手动添加热溶胶原料,电网电压不稳定。这些因素导致受控对象的实际温度与目标温度之间存在较大偏差。因此,整个过程需要调整和控制。
系统可分为两个工作间隔,第一个工作间隔是启动阶段和手动加胶初期阶段。此时,当系统输出与设定值明显差异时,控制的目的是尽快减少输出与设定值之间的差距;第二个工作间隔为正常工作阶段,一旦系统输出接近设定值的允许误差范围,控制目的是生产期间的输出尽可能保持在该范围内。以上两个工作间隔的划分根据偏差E 确定,E 的阈值需要根据操作员的经验和现场调试确定。
为更快达到温度设定值,设计方案为:当||e||≥E,控制量取Um或0 实行开关控制;当||e||<E,采用PID算法提高控制精度,使其响应超调小,甚至无超调,结构如图2 所示。

图2 温度控制
2.2 功能实现
2.2.1 PID 模块和功能块FB50
S7 编程软件中,PID包含FB41(CONT_C)、FB42(CONT_S)和FB43(PULSEGEN)等3 个功能块。其中,FB41 用于连续控制,FB42 用于步进控制,FB43 用于脉冲宽度调制,通常与FB41结合使用。
结合PID 模块,编写温度控制功能块FB50,使用梯形图或语句表语言在FB50 功能块中进行编程,通过调用FB41 和FB43 来实现温度控制PID算法。根据输入变量(如设定点、反馈量)和设定参数(如积分时间、微分时间、比例常数),输出脉冲宽度调制信号,通过PLC 的I/O 口控制固态继电器的输入端线圈,固态继电器输出端连接电烙铁,由线圈的通断时间控制电烙铁通断时间,实现温度控制。
2.2.2 系统调试
PID算法控制规律表达式为

温度调节主要通过调节PID算法的比例常数Kp、积分时间常数TI和微分时间常数TD等3 个参数实现。本文PID 调节器的参数选择试凑方法。只调整比例部分,即将Kp由小变大,并观察相应的系统响应,直到获得快速响应和超调小的响应曲线;如果系统响应满足要求,则Kp由此确定,若响应曲线不符合要求,如系统存在静态误差,则增加积分环节。先将TI设置为一个较大的值,并适当降低已经设置的Kp,然后降低TI。在这个过程中,Kp和TI可根据响应曲线反复修改。如果通过比例积分消除了静态误差,但经反复调整,动态过程仍然不能令人满意,则增加微分环节,首先将TD设置为零,然后逐步增大。
整定中,参数的选定是多变的,在Kp、TI和TD等3 部分共同作用下,其中某部分的增大可由其他部分的减少来抵消,故需反复调试,达到最优控制效果。
3 结束语
KDF2 成型机的生产效率在很大程度上取决于热熔胶系统,其温度控制不理想是导致机组故障停机的主要因素之一,温度控制方法多种多样。本文提出的PID 温度控制功能块是基于PID算法的温度控制方法,采用西门子S7-300 PLC 提供的PID功能块,调用简单、参数调整方便,大大提高了温度控制的准确性和可靠性。
猜你喜欢
学苑创造·A版(2022年5期)2022-05-19
生活用纸(2021年12期)2021-12-08
合成材料老化与应用(2021年1期)2021-03-03
家教世界(2019年29期)2019-11-02
组合机床与自动化加工技术(2019年3期)2019-04-08
计算机测量与控制(2019年3期)2019-03-19
科技创新与应用(2018年34期)2018-01-17
科技与创新(2017年14期)2017-08-09
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
