
白钨粗选工艺流程优化研究及应用
2021-09-02 07:43:10王辉洲杨剑波任建国郭爱兵薛明向刘柏中
中国钨业 2021年2期
王辉洲,杨剑波,任建国,郭爱兵,薛明向,刘柏中
(洛阳栾川钼业集团股份有限责任公司,河南 洛阳 471500)
钨是工业生产中一种重要的稀有金属,是我国重要的战略资源,广泛用于冶金机械、石油化工、航空航天及国防等领域[1-2]。我国钨资源储量约占全球的41%,而国内钨资源以白钨矿为主,共伴生的白钨矿占全部钨资源的70%左右[3]。由于我国长期以黑钨矿为主要开采对象,经过长期开采,黑钨矿资源逐渐枯竭,白钨矿逐渐成为主要的开采矿种,因此高效开采回收白钨矿,提高白钨矿选矿技术具有重要意义[4-6]。然而目前对于储量丰富的细粒白钨矿开发利用程度相对较低[7],而且低品位白钨矿含有较多的含钙脉石矿物,其表面性质与白钨矿接近,溶解在矿浆中的杂质离子导致浮选效果较差[8-9]。
目前白钨矿选矿方法主要包括浮选、磁选、重选、化学选矿及联合工艺[10]。该钨钼矿石采用浮选进行白钨回收,通过浮选柱粗选—加温脱药—常温精选的方式最终得到钨精矿品位30%以上,综合回收率79%左右的选矿指标。目前使用脂肪酸作为粗选捕收剂,但该捕收剂对温度和水的硬度适应性较差[11]。因此为增强药剂作用效果,提高药剂在矿物表面的吸附量,分别从延长浮选时间以及提高浮选剂的有效成分含量两方面对现有工艺进行改造。在实验室中对流程延长前后进行浮选对比试验,以及分段添加浮选剂等试验研究流程改造对白钨矿回收率的影响。
1 矿石性质
矿区矿石以夕卡岩类型为主,主要有用矿物为辉钼矿和白钨矿[12],原矿化学元素分析结果如表1,钨物相分析结果如表2。
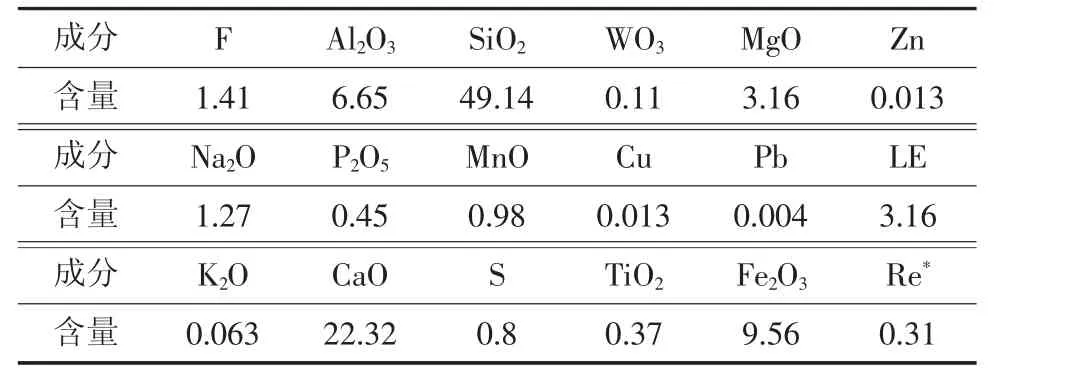
表1 原矿化学元素分析结果 w/%Tab.1 Chemical elements analyse
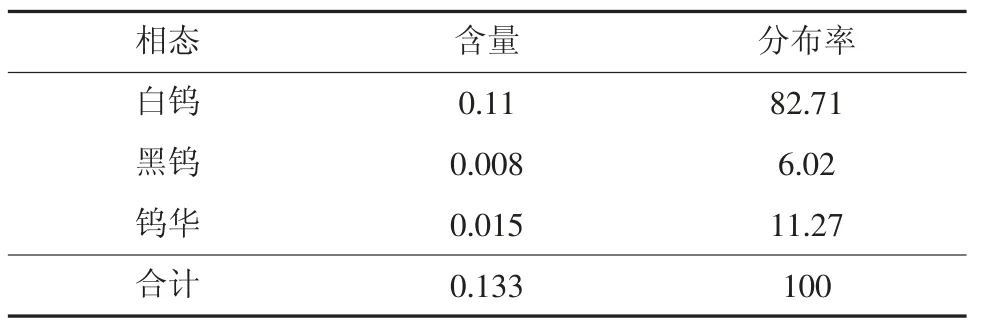
表2 钨物相分析结果 %Tab.2 The analysis results of tungsten phase
化学多元素分析结果表明,原矿中WO3含量为0.11%,铝、镁、钙相关矿物为主要脉石矿物。钨物相分析结果表明,白钨占比为82.71%,含量为0.11%。因此该钨浮选流程主要回收白钨矿。
2 试验部分
2.1 白钨粗选试验
钨粗选试验采用尾矿库回水进行,水中常见成分主要有硅酸根及其他不溶悬浮物,试验中纯碱用量为1 500 g/t,脂肪酸钠浮选剂用量为200 g/t。浮选流程如图1 所示,试验结果如表3。

表3 浮选试验结果 %Tab.3 The results of flotation text
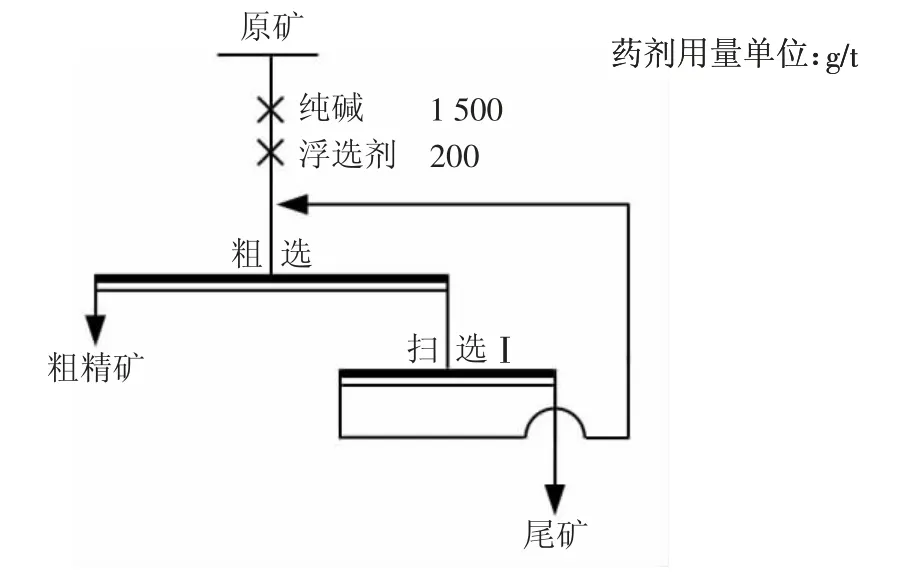
图1 浮选试验流程Fig.1 Flotation text process
为查明钨在原矿、粗精矿以及尾矿中的粒级分布特征,取原矿、尾矿和粗精矿进行实验室筛析试验,筛析结果如表4。
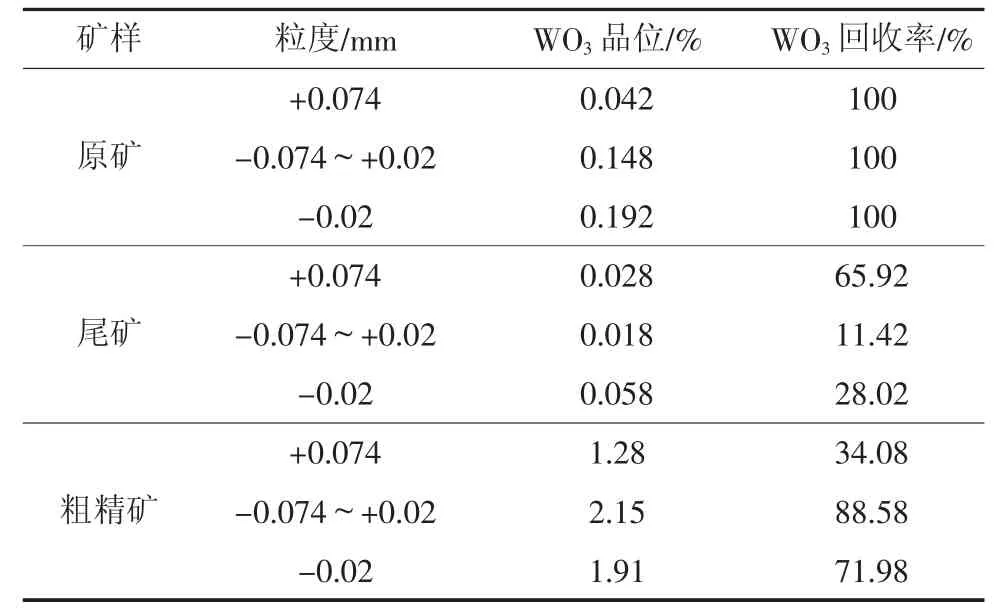
表4 筛析试验结果Tab.4 Sieve analysis results
粗选工段采用一次粗选、一次扫选,中矿返回原矿的工艺流程,当原矿品位为0.097%时,回收率为81.54%。对原矿和尾矿进行筛析,试验结果表明:0.074 mm 以上粒度 回收率为34.08 %;-0.074~+0.02 mm 粒级钨回收率为88.58%;0.02 mm 粒级以下物料中钨回收率为71.98%。由此可知白钨矿浮选主要回收-0.074~+0.02 mm 粒级中的钨,随着粒度减小,钨回收率下降。
2.2 粗选流程优化试验
由于-0.074~+0.02 mm 粒级回收率较高,因此考虑增加浮选时间,来提高0.074 mm 以下粒级白钨矿浮选回收率,优化后工艺流程如图2 所示,试验结果如表5。
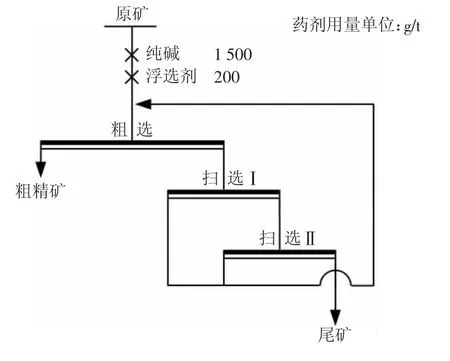
图2 优化后工艺流程Fig.2 Optimized process flow chart

表5 优化后试验结果Tab.5 Experimental results after optimization
仍采用生产回水进行试验,最终得到钨回收率为85.44%。对原矿尾矿和粗精矿进行筛析试验结果如表6。流程优化前后各粒级回收率对比如图3所示。
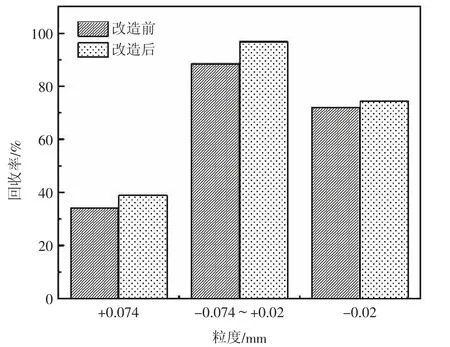
图3 流程优化前后各粒级回收率Fig.3 Recovery rate of each fraction before and after process optimization
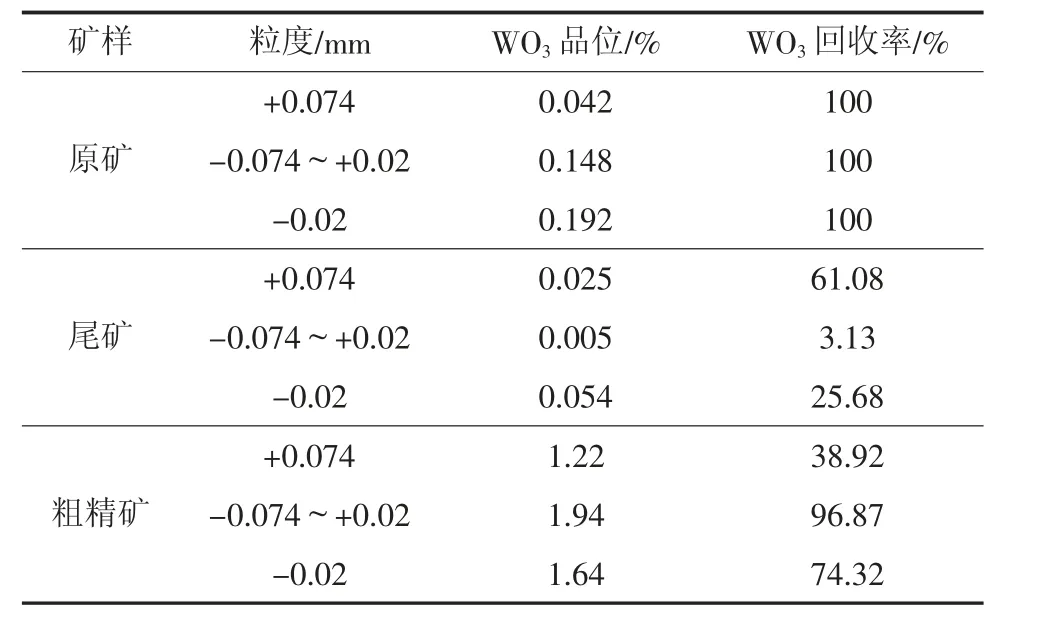
表6 优化后筛析试验结果Tab.6 Sieve analysis results after optimization
流程优化后0.074 mm 以上粒度钨回收率为38.92%,比优化前提高了4.84%;-0.074~+0.02 mm粒度钨回收率为96.87%,比优化前提高了8.29%;0.02 mm 以下粒度钨回收率为74.32%,比优化前提高了2.34%。筛析试验结果表明,延长粗选工艺流程主要能提高0.074 mm 以下颗粒的回收率,0.02 mm以下粗精矿品位会有较大幅度下降。由于增加一次扫选,导致钨浮选时间增加,相当于增加了浮选剂与白钨矿的作用时间,有利于提高药剂在白钨矿表面的吸附量,从而提高白钨矿浮选回收率。
2.3 分段加药试验
流程改造完成后,钨浮选时间比之前延长15.57 min,由于在气温较低时,浮选剂溶解度下降,容易从溶液中析出,从而使浮选剂的有效成分含量下降,为了使浮选剂能够更有效地与矿物相互作用,将原加药方式改为分段加药。浮选剂用量为200 g/t。其中粗选用量为170 g/t,扫选Ⅰ用量为30 g/t。纯碱用量为1 500 g/t。改造前后浮选工艺流程分别如图4、图5,试验结果如表7 所示。
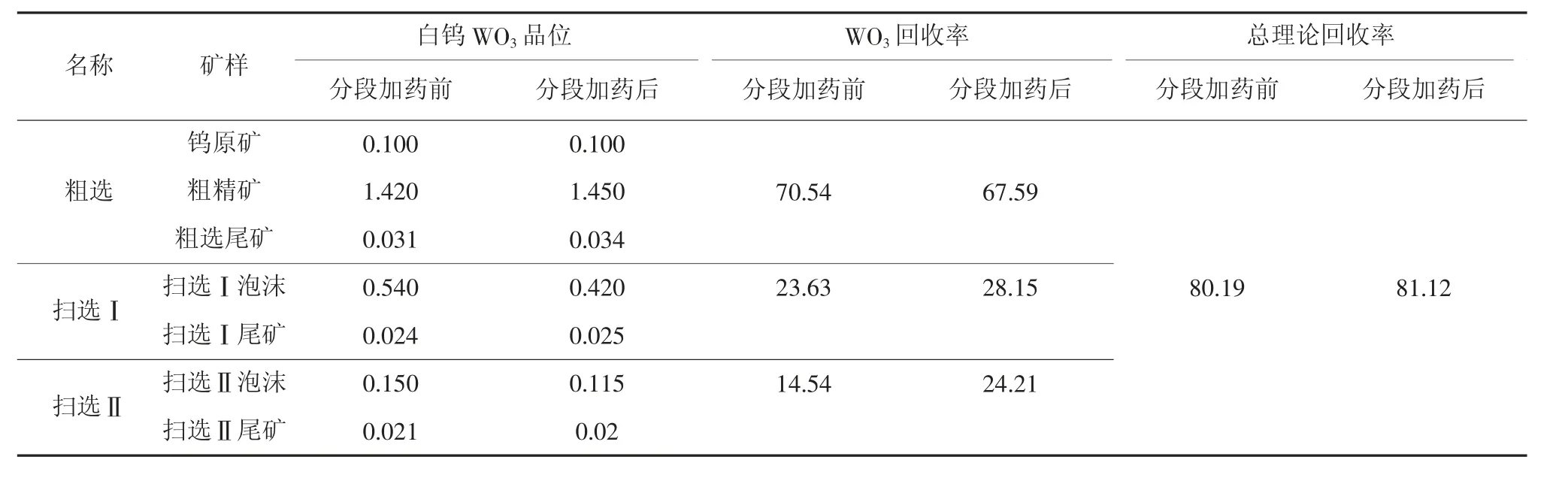
表7 改造前后浮选试验结果 %Tab.7 Flotation test results before and after modification
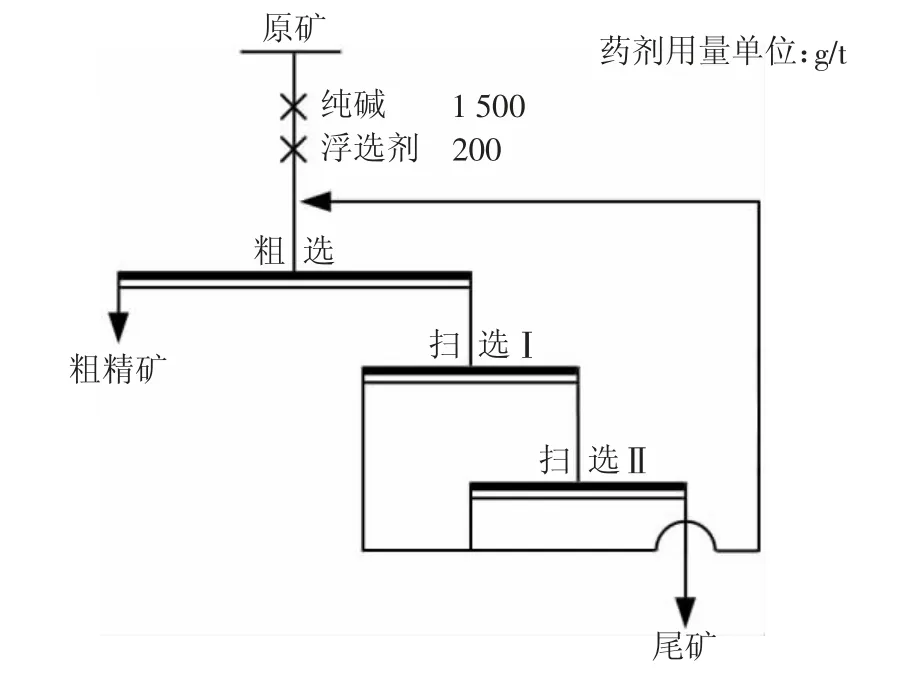
图4 改造前浮选工艺流程Fig.4 Flotation process before optimization
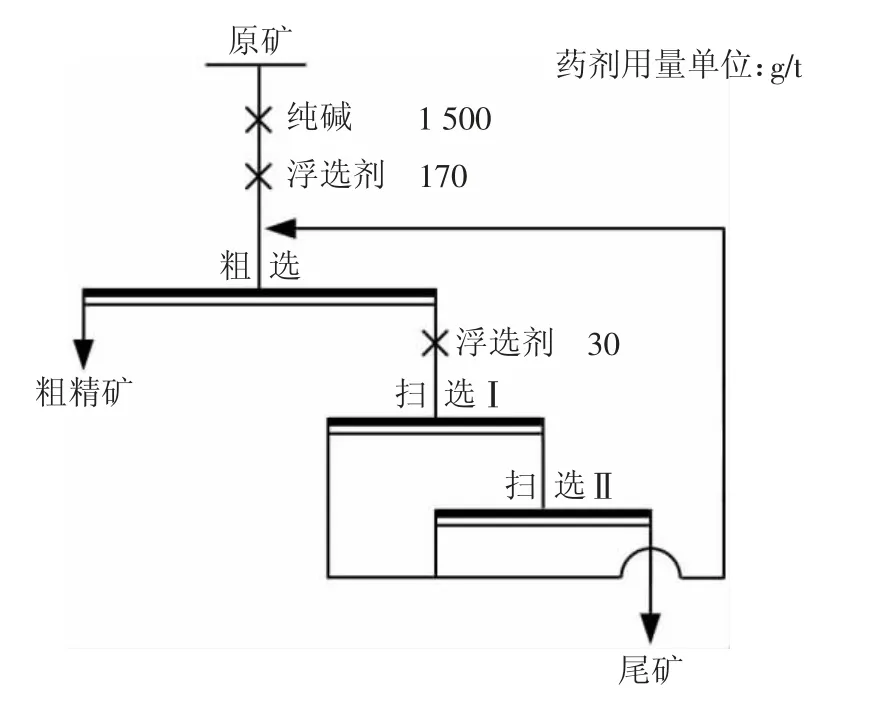
图5 改造后浮选工艺流程Fig.5 Flotation process after optimization
试验结果表明:实施分段添加浮选剂之后,粗选回收率相比之前下降2.95 个百分点,粗选浮选剂用量下降15%;扫选Ⅰ由于添加30 g/t 的浮选剂,使得扫选Ⅰ回收率提高4.52 个百分点;扫选Ⅱ回收率提高9.67 个百分点,总回收率提高0.93 个百分点,粗精矿品位提高0.03 个百分点。分段添加浮选剂可以有效保留药剂的有效成分,因此分段添加药剂可以有效地促进浮选剂与矿物表面相互作用,从而提高白钨矿粗选工段回收率。
3 工业生产指标对比
由表8 可知,改造后白钨矿粗选工段回收率比改造前提高1.06%。2020 年4~6 月期间完成流程优化,7~11 月粗选工段回收率累计达到83.32%。按目前处理量计算,粗选工段每天比改造前多回收白钨金属0.24 t,每年多回收87.6 t 白钨金属量。
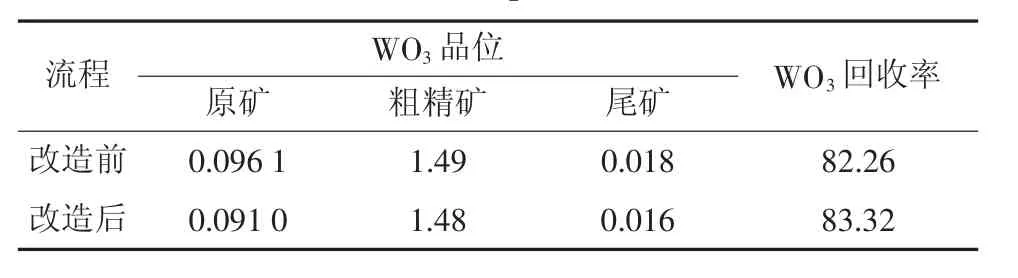
表8 工业生产指标 %Tab.8 Industrial production index
4 结 论
(1)白钨矿粗选过程中主要回收的粒级为-0.074~+0.02 mm,该粒级回收率可达到88.58%,因此在磨矿过程中应尽可能增加该粒级的产率。
(2)通过增加白钨矿扫选次数,使得白钨矿浮选时间延长15.57 min,提高了浮选剂与白钨矿作用时间,最终有利于提高捕收剂吸附量,使白钨矿回收率提高3.9 个百分点。
(3)分段添加浮选剂,通过提高浮选剂在溶液中的有效成分含量,在同等条件下最终可使白钨矿粗选工段回收率提高0.93 个百分点。
(4)白钨粗选工段回收率可提高1.06 %,粗选工段每年增加白钨金属量87.6 t,目前精选工段回收率95%左右,每年最终可增加钨金属量83.22 t,增加净利润800 万元左右,当年即可收回投资,经济效益显著。参考文献:
[1] 李淑菲,李 强.白钨矿浮选研究现状[J].矿产综合利用,2019,6(3):17-21.LI Shufei,LI Qiang.Research status of scheelite flotation [J].Multipurpose Utilization of Mineral Resources,2019,6(3):17-21.
[2] 黄艳芳,王甜甜,张红新,等.某低品位白钨矿浮选试验研究[J].中国矿业,2019,28(10):147-151.HUANG Yanfang,WANG Tiantian,ZHANG Hongxin,et al.Experimental study on flotation of low grade scheelite[J].China Mining Magazine,2019,28(10):147-151.
[3] 张 辉,张发明,蒋海勇,等.湖南某白钨矿选矿试验研究[J].中国钨业,2020,35(1):23-28.ZHANG Hui,ZHANG Faming,JIANG Haiyong,et al.Experimental study onprocessing of scheelite from Hunan [J].China Tungsten Industry,2020,35(1):23-28.
[4] 矿产资源综合利用编辑委员会.矿产资源综合利用手册[M].北京:科学出版社,2000:125-132.
[5] 刘书杰,王中明,苏建芳,等.福建某低品位共伴生白钨、萤石矿选矿试验研究[J].有色金属(选矿部分),2021,1:52-59.LIU Shujie,WANG Zhongming,SU Jianfang,et al.A study on beneficiation of Fujian low grade scheelite and fluorite ore[J].Nonferrous Metals(Mineral Processing Section),2021,1:52-59.
[6] 刘明宝,杨超普,阎 赞,等.高硫难选白钨矿选矿回收技术研究[J].矿产综合利用,2017,1:27-31.LIU Mingbao,YANG Chaopu,YAN Zan,et al.Research on benefication of a high-sulfur refractory scheelite with high sulfur content[J].Multipurpose Utilization of Mineral Resources,2017,1:27-31.
[7] 艾光华,徐晓衣,邬海滨,等.江西某低品位白钨矿选矿试验研究[J].有色金属工程,2017,7(1):44-48.AI Guanghua,XU Xiaoyi,WU Haibin,et al.Experimental study on mineral processing of Jiangxi low grade scheelite[J].Nonferrous Metals Engineering,2017,7(1):44-48.
[8] 严 群,王金庆,冯 博,等.白钨矿与含钙脉石常温浮选分离药剂研究进展[J].金属矿山,2016,5:99-105.YAN Qun,WANG Jinqing,FENG Bo,et al.Research progress of flotation separation reagent for scheelite and calcium -bearing gangue at room temperature[J].Metal Mine,2016,5:99-105.
[9] 周晓彤,邓丽红,关 通,等.钨浮选尾矿水对白钨矿浮选影响及新工艺研究[J].中国钨业,2020,35(1):18-21.ZHOU Xiaotong,DENG Lihong,GUAN Tong,et al.Effect of tungsten flotation tailings water on scheelite flotation and its new technology[J].China Tungsten Industry,2020,35(1):18-21.
[10] 黎继勇,谢 贤,童 雄,等.低品位白钨选矿技术研究的发展[J].矿产综合利用,2015,8(4):1-7.LI Jiyong,XIE Xian,TONG Xiong,et al.Research and development of mineral processing technology for low grade scheelite [J].Multipurpose Utilization of Mineral Resources,2015,8(4):1-7.
[11] 孙 伟,卫 召,韩海生,等.钨矿浮选化学及其实践[J].金属矿山,2021(1):24-41.SUN Wei,WEI Zhao,HAN Haisheng,et al.Flotation chemistry of tungsten ore and its practice[J].Metal Mine,2021(1):24-41.
[12] 郭明杰,王延锋,程春见.柱-机联合流程优化河南某白钨矿精选工艺研究[J].中国钨业,2016,31(3):50-53.GUO Mingjie,WANG Yanfeng,CHENG Chunjian.Study on the optimization of scheelite concentration process by column-machine combined process[J].China Tungsten Industry,2016,31(3):50-53.
猜你喜欢
山西化工(2023年12期)2024-01-12 01:51:40
矿山安全信息(2022年15期)2023-01-15 22:57:19
矿山安全信息(2022年23期)2022-11-24 20:40:35
选煤技术(2022年3期)2022-08-20 08:39:18
陶瓷科学与艺术(2021年8期)2021-10-15 06:53:58
矿冶(2020年4期)2020-08-21 08:16:24
中国钨业(2019年2期)2019-10-21 09:30:02
钻井液与完井液(2019年4期)2019-10-10 01:56:56
北方人(2019年10期)2019-06-17 03:22:06
山东冶金(2018年6期)2019-01-28 08:14:52
