复合镀膜技术在半钛眼镜架的研发及应用
2021-08-31 02:24:30张世黎
中国新技术新产品 2021年11期
张世黎
(诚益光学(厦门)有限公司,福建 厦门 361000)
0 引言
金属材料的化学镀技术、离子镀技术均在眼镜电镀生产作业中发挥着极其关键的作用,来保证眼镜产品表面符合人体佩戴和使用需求。随着半钛眼镜架的产生,其复合镀膜技术可以迅速降低成本,达到各类测试的要求。因此该技术得到了各眼镜制造企业的广泛认可和推广。
1 半钛眼镜架
半钛眼镜架的上镜腿部分是由钛合金制成,而其他的一些部件是由其他的金属材料组成,例如框线、鼻梁采用不锈钢或铜镍合金制成,镜腿或镜腿的部分则是采用钛合金制成。因为镜腿与人体皮肤的接触面最大,采用这种半钛结构的眼镜框具有与人体皮肤亲和度高不易过敏的优点。使眼镜框的镜腿的部分具有特殊的性能,从而达到眼镜框使用的最佳状态。眼镜架表面需要着色,因此不同的材料对镀膜技术也有不同的要求。
2 复合镀膜技术
该文论述一种半钛眼镜架的复合镀膜技术。首先在半钛材料表面进行化学镀镍,作为底镍以消除半钛眼镜架不同材料的性能差异,会影响后续真空蒸镀等表面处理。然后再以真空蒸镀镀膜技术对半钛眼镜架进行着色。
2.1 化学镀镍技术
2.1.1 预镀镍总体思路
半钛眼镜架除了钛合金(表1)外还有其他金属材料,如铜镍合金(表2)、不锈钢(表3)等,若直接在半钛眼镜架上进行真空蒸镀等表面处理,各类材质很难达到理想的效果。

表1 GB/T 3620.1-2007 钛合金 主要化学成分及占比 wt%

表2 NS106 白铜主要化学成分及占比 wt%

表3 GB/T3280-2007 304HC 不锈钢主要化学成分及占比 wt%
因此,需要先对半钛眼镜架表面进行处理,获得均一的表面。
2.1.2 预镀镍工艺研究
由于钛合金及不锈钢和高镍、铬合金钢的表面上有一层钝化膜,如果按常规钢铁件表面预处理的方式进行处理,化学镀层的结合强度很差,很难保证结合力,因此,半钛眼镜架在预镀镍前须进行除油和阳极处理[1],建议配方及工艺参数见表4。研究结论:阳极处理是在浓酸中对半钛眼镜架进行活化,消除钝化膜的影响,经以上工艺配方及参数实验证明,符合预镀镍前处理工艺要求。前处理后的半钛眼镜架表面已较好地去除氧化还原产物,已为预镀镍做好充分的准备[2]。建议预镀镍配方及工艺参数[3]见表5。

表4 预镀镍前处理工艺配方及参数
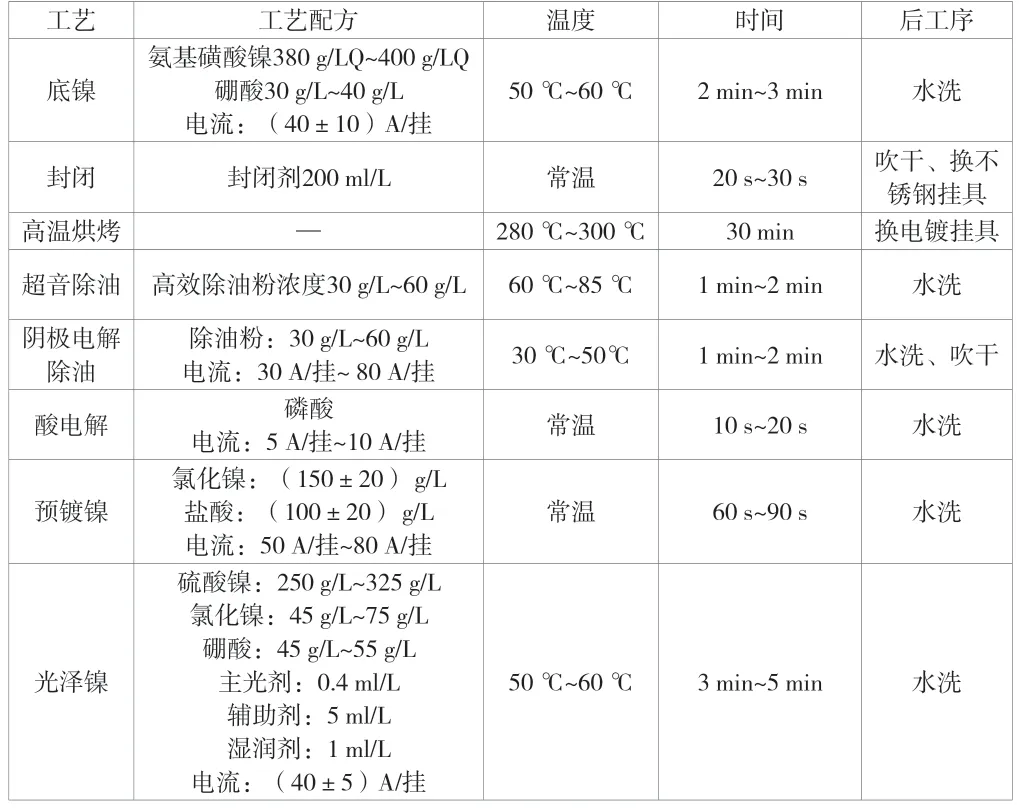
表5 预镀镍工艺配方及参数
研究结论:经以上实验配方及参数验证,半钛眼镜架在预镀镍时镍层能够与基材形成强且均匀的附着力,已改善镀层与基材的结合强度,符合预镀镍层的相关技术指标。
2.2 真空蒸镀镀膜技术
2.2.1 真空蒸镀镀膜总体思路
眼镜行业一般采用化学电镀的方法进行表面颜色处理,半钛材质已预镀镍后进行二次化学电镀,会出现变质、脆化,导致断裂,品质极其不稳定,不良率高,且不环保。因此,该文介绍了一种半钛眼镜架预镀镍后进行真空蒸镀镀膜的镀层技术。针对半钛眼镜架预镀镍后颜色无光泽、不耐磨以及不耐腐蚀等问题,需要在眼镜表面再进行真空蒸镀二次表面处理,如附上一层金属膜,从而起到防止腐蚀,提高耐磨性、增进美观等作用。
真空蒸镀技术(图1),即利用电子束集中轰击不同的镀材,加热使其蒸发,沉积于半钛眼镜架表面,获得所需的功能膜层和装饰效果。

图1 真空蒸镀示意图
2.2.2 镀材选择原则
根据半钛眼镜架产品不同的功能和颜色需求,以及蒸镀镀材的物理力学性能对镀材进行筛选。
2.2.2.1 纯度
纯度是镀材的主要性能指标之一,因为镀材的纯度对薄膜的性能影响很大。不过在实际应用中,对镀材的纯度要求也不尽相同。
2.2.2.2 杂质含量
镀材固体中的杂质和气孔中的氧气和水气是沉积薄膜的主要污染源。不同用途的镀材对不同杂质含量的要求也不同。例如半导体工业用的纯铝及铝合金镀材,对碱金属含量和放射性元素含量都有特殊要求。
2.2.2.3 密度
为了减少镀材固体中的气孔,提高薄膜的性能,通常要求镀材具有较高的密度。镀材的密度不仅影响蒸镀速率,还影响着薄膜的电学和光学性能。镀材密度越高,薄膜的性能越好。此外,提高镀材的密度和强度使镀材能更好地承受蒸镀过程中的热应力。密度也是镀材的关键性能指标之一。
2.2.2.4 晶粒尺寸及晶粒尺寸分布
通常镀材为多晶结构,晶粒大小可由微米到毫米量级。对于同一种镀材,晶粒细小的靶的蒸镀速率比晶粒粗大的靶的蒸镀速率快;而晶粒尺寸相差较小(分布均匀)的靶蒸镀沉积的薄膜的厚度分布更均匀。
2.2.2.5 不同镀材的蒸汽压与温度曲线关系
通常不同镀材的蒸汽压与温度曲线关系(图2),选择不同镀材对应不同的熔点,得出不同的蒸汽压。

图2 不同镀材的蒸汽压——温度曲线
2.2.2.6 不同的镀材得到的膜系不同
通过更换不同的镀材(如铝、铜、不锈钢、钛、镍靶等),即可得到不同的膜系(如超硬、耐磨、防腐的合金膜等)。不同镀材物理性能见表6。

表6 不同镀材与功能关系表
2.2.2.7 不同镀材镀膜颜色不同
镀材与颜色关系表见表7。

表7 镀材与颜色关系表
2.2.3 真空蒸镀镀膜工艺技术研究(以真空蒸镀钛铝膜为例)
2.2.3.1 镀材基本性能
该文研究选择的镀材为钛铝(TiAl)合金(表8),钛铝(TiAl)合金为钛与金属Al 生成金属间化合物,钛铝(TiAl)合金镀材熔融点1 660 ℃,密度4.0 g/cm3,无磁性,耐磨性能好,抗氧化和抗腐蚀能力强(≥600 ℃),如图3 所示。

图3 钛铝合金镀材图

表8 钛铝(TiAl)合金主要化学成分及占比 wt%
2.2.3.2 半钛眼镜架镀钛后的要求
半钛眼镜架镀钛后的要求:1)真空蒸镀后的半钛眼镜架表面要求:高硬度≥H、耐磨、防腐蚀、金属色泽华丽、不褪色、镀膜寿命长,相应的技术指标见表9。2)真空蒸镀钛半钛眼镜架的颜色设计:加入N2,电镀后为金色;加入C2H2,颜色为黑色;加入O2,颜色为蓝色;同时加入N2和C2H2,颜色为玫瑰金。
2.2.3.3 真空蒸镀工序
半钛眼镜架真空蒸镀工序如下:建议清洗→上真空挂具→进炉→抽真空(粗抽/细抽)→蒸镀→后期处理。
2.2.3.4 真空蒸镀关键参数
2.2.3.4.1 饱和蒸气压(PV)
在一定的温度下,真空室中蒸发材料的蒸气在与固体或液体平衡过程中所表现的压力.饱和蒸气压与温度的关系曲线对于薄膜制作技术有重要意义,它可以帮助我们合理选择蒸发材料和确定蒸发条件。
2.2.3.4.2 真空度
P≤ 10-3Pa(保证蒸发,粒子具分子流特征,以直线运动)。
2.2.3.4.3 基片距离(相对于蒸发源)
10 cm~50 cm(兼顾沉积均匀性和气相粒子平均自由程)蒸发出的原子是自由、无碰撞的,沉积速度快[4]。
2.2.3.4.4 膜层厚度
根据蒸发原料的质量、蒸发时间、衬底与蒸发源的距离、衬底的倾角、材料的密度等计算薄膜的厚度。
2.2.3.4.5 蒸发装置
W、Mo、Ta,耐高温的金属氧化物、陶瓷或石墨坩埚。
2.2.3.4.6 加热装置
电子束加热:电子束通过5kV~10kV 的电场后加速,然后聚焦到被蒸发的材料表面,把能量传递给待蒸发的材料使其熔化并蒸发。采用电子束加热,以较大的功率密度实现快速蒸发,防止合金分馏;可同时安置多个坩埚,同时或分别蒸发多种不同物质;大部分电子束蒸发系统采用磁聚焦或磁弯曲电子束,蒸发物质放在水冷坩埚内。蒸发发生在材料表面,有效抑制坩堝与蒸发材料之间的反应;蒸发分子动能较大,能得到比电阻加热更牢固致密的膜层。但电子束蒸发源会使蒸发气体和残余气体电离,有时会影响膜层质量;电子束蒸镀装置结构复杂,价格昂贵;产生的软X 射线对人体有一定的伤害。
研究结论:经以上实验配方及参数验证,半钛眼镜架在预镀镍后,以真空蒸镀的镀膜技术进行复合膜层,能够与镍层形成强且均匀的膜层,符合半钛眼镜架复合膜层的相关技术指标。
2.3 技术指标
半钛眼镜架复合镀膜后,经检测眼镜性能及功能,具体的技术指标及实际值见表9。

表9 半钛眼镜架复合镀膜技术指标实际值
研究结论:经过实验验证,根据以上技术路线及配方工艺的试验半钛眼镜架制品,蒸镀膜层均匀性较好,无烧黑变黄,光泽度高,附着力强,具备一定应用性。
3 结语
综上所述,该文研究的复合镀膜技术是2 种镀膜工艺的组合应用,能较好地解决含钛材的眼镜架膜层质量问题,提高了钛材的利用率,发挥钛材的性能优势,能够有效降低半钛眼镜架成本。虽然复合镀膜技术在半钛眼镜架的着色技术还属于初级应用阶段,但是复合镀膜技术因其本身所具备的性能,在半钛眼镜架表面着色方面已经取得一定的质量成效,且获得了行业的推广。下一步还需要对复合镀膜技术不断地优化,拓宽其应用范围,更好地提升半钛眼镜架的表面着色质量,希望通过该文的研究成果,能够让复合镀膜技术在半钛眼镜架的着色上有更大的提高,技术应用有更广阔的发展前景。
猜你喜欢
建材发展导向(2021年18期)2021-11-05 09:19:20
影像视觉(2020年5期)2020-06-30 03:42:35
金沙江文艺(2020年5期)2020-06-03 17:29:51
上海建材(2018年4期)2018-11-13 01:08:52
作文大王·笑话大王(2017年12期)2017-12-25 16:41:49
上海建材(2017年4期)2017-10-16 01:33:33
电镀与环保(2017年3期)2017-06-23 08:24:50
电镀与环保(2017年1期)2017-02-27 08:02:20
电镀与环保(2016年2期)2017-01-20 08:15:23
中国眼镜科技杂志(2016年14期)2016-12-08 03:41:08