尼日利亚货运机车大顶盖蒙皮平面度操作技术
2021-08-27 09:42:56王斌孙丽华袁志伟中车戚墅堰机车有限公司机车制造公司
钣金与制作 2021年7期
文/王斌,孙丽华,袁志伟·中车戚墅堰机车有限公司机车制造公司
出口非洲尼日利亚国家的货运内燃机车制造时,公司针对非洲的高温和风沙以及温差较大等恶劣气候条件,专门组织一批有丰富经验的设计工艺人员进行了研发,在原DF8B 型号机车的基础上进一步优化改进,特别针对风沙对机车的“心脏”—柴油机的影响,并对机车车体架动力室(柴油机室)两侧空滤器进风口分布格局进行重新设计,目的是加大车体架内两侧空滤器对空气的滤清效果,防止机车在运行过程中将沙子吸进柴油机内,影响到柴油机的正常运转功率。所以,在大顶盖制作工位上图纸改动较大,增加了很多装配附件,要拼装、定位、焊接在顶盖内部两侧2mm 的蒙皮上,造成蒙皮焊接变形大,这对顶盖蒙皮的焊接变形控制方面的要求,是一项很大的挑战。要保证大顶盖两侧蒙皮整体平面度在2mm/2000mm 的范围内,所以就必须采用相应的工艺措施,来确保顶盖蒙皮整体的平面度质量控制。
本文对尼日利亚货运机车车体架大顶盖制作过程中,从顶盖的各室间壁定位、上弦梁安装、棚条和立柱定位安装、动力室内两侧4 只空滤器壳安装以及一些附件等等组装流程和焊接工艺进行剖析,例如如果在附件安装焊接上不分散有序,同样会造成蒙皮第二次焊接变形,接下来我们将需要注意的重点方面和操作技术与大家共同探讨。
产品存在的问题
车体架大顶盖跨越电器室、电阻制动室、动力室、散热器室、辅助室共5 个室,由6 片间壁拼组而成,车顶总长度为16490mm,其中,动力室长度为5705mm,散热器室长度为4450mm,这两室长度较大且室内安装的附件较多,因此焊接产生的焊接应力集中,造成整体收缩变形大。
在出口尼日利亚的货运机车车体架的内部,不仅在左右侧壁上各增加了2 只空滤器壳(QSJ53-74-02/03/04/05-000),而且在车体架顶盖(QSJ53-76-00-000)的动力室两侧内部,左右各增加2 只空滤器框架(QSJ53-76-16-000),如图1 所示。顶盖动力室左右两侧内蒙皮上加装了空滤器壳,焊接后顶盖两侧蒙皮出现内凹状况比较严重。侧面整体平面度不够完美,凹凸现象非常明显,这种状态会使产品外观成形差,继而严重削弱用户对我公司制造产品的信任,直接影响到公司的后续订单。根据以上存在的顶盖侧面蒙皮面板平面度达不到设计要求的一系列影响到产品外观质量的问题,我公司必须在短时间内找出存在的问题点,制定出相关的工艺措施,确保提升出口机车外观质量。

图1 侧壁与顶盖上增加的空滤器壳
解决措施
针对以上存在的现象,多次跟工艺员和操作员一起查找问题,详细分析存在问题的原因,从顶盖的各室间壁定位、上弦梁安装、棚条和立柱定位安装以及动力室内两侧4 只空滤器壳安装等组装流程和焊接工艺的要求,到如何控制蒙皮面板在组焊过程中焊接与切割的受热变形,逐一探讨研究。对于平面度达不到要求的现象,由于顶盖侧面蒙皮是圆弧状,即使采取火焰调修的方法进行调平,效果也肯定不佳。经过仔细分析后,我们认为从以下几方面进行控制。
对操作员进行培训指导
对各工序和各工种进行有针对性地指导,组织操作者学习图纸工艺文件的各项要求,强调顶盖在安装空滤器壳时的注意事项以及焊工在焊接作业过程中,必须严格按照所定的焊接顺序、规范进行焊接,防止空滤器壳在焊接时产生较大的焊接变形。
各室间壁定位侧平面控制
车顶总长16490mm,宽3100mm,在间壁的定位上制定了工艺流程安装顺序。顶盖的底梁拼接好后,首先要把定间壁1 和间壁6 两端点焊好定位,然后从定间壁1 到间壁6 之间两侧圆弧的最高点处拉上钢丝绳或者细棉线,就可不分顺序地安装其中的任何四片间壁,这样可确保6 片间壁的两个侧面都在同一平面上,实际安装情况如图2 所示。

图2 拉线保证整个顶盖六个间壁在同一平面
顶盖上弦梁定位要求
在6 个间壁全部点焊定位后,不能紧跟着就焊上顶盖的上弦梁,而是要先拼装电阻制动室内的纵梁、横梁、上下面板、进出风口挡板等附件定位。需要注意在上顶盖的上弦梁前,上盖板、下大面板、进出风口挡板只能点焊定好位,不能满焊接,因为满焊后会由于焊接应力收缩造成电阻制动室变形,尺寸超差,同时更会出现后续上弦梁不能安装到位的情况。在顶盖的电阻制动室拼装好后,才可以上顶盖的上弦梁。安装上弦梁时到不到位不能靠经验和目测,一定要用专用的顶盖圆弧样板进行检测定位,如图3 所示。要使间壁的拱侧梁、拱顶梁与顶盖上弦梁控制在同一个圆弧面上,上弦梁才定位焊。
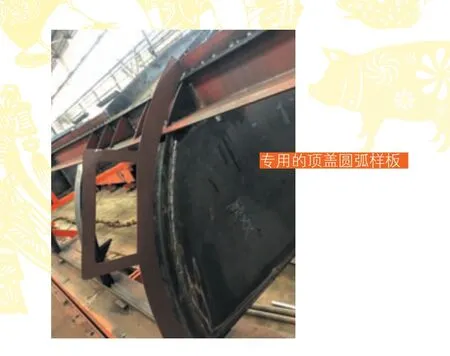
图3 使用专用的圆弧样板进行上弦梁定位
棚条和立柱定位焊接要求
顶盖两侧上弦梁按要求定位焊接后就可以安装支撑立柱和棚条,棚条和立柱的定位安装也要和各个间壁定位一样,在间壁1 至间壁6 两侧圆弧的最高点拉线,确保32 根支撑立柱和棚条圆弧面与间壁侧面都在同一平面上,如图4 所示。

图4 拉线控制各立柱、棚条与间壁拱侧梁在同一平面
同时在安装32 根支撑立柱和棚条时,也要象安装上弦梁一样,每安装一根都要用专用的顶盖圆弧样板来进行检测定位,如图5、图6 所示。目的是使顶盖两侧安装的所有立柱和棚条的圆弧与间壁侧面都在同一平面上。焊接要求:两侧安装的所有立柱、棚条都只能点焊。

图5 确保立柱圆弧一致

图6 确保棚条圆弧定位
动力室空滤器壳定位焊接要求
顶盖两侧的立柱、棚条安装定位后,就可以安装动力室两侧的空滤器壳,为了确保4 只空滤器壳下接口安装焊接后能在同一水平面,有针对性地对台位进行改造,制作专用的工装水平平台,如图7所示。同时还能使空滤器壳外侧的圆弧面与安装的立柱、棚条圆弧面达到一致,如图8 所示。

图7 在工装平台上安装空滤器

图8 立柱、棚条、空滤器圆弧面一致
需要注意:所有的立柱、棚条只能点焊定位,不能立马就进行满焊,要等到动力室的空滤器壳和散热器室上弦梁上的10 只散热器安装座定好位,然后再在电器室、动力室和散热器室上弦梁上各支撑2 根工艺支撑管,然后才能进行全面焊接。用工艺支撑管的目的:由于它们内部的间距大,容易出现焊接收缩变形,造成上弦梁内凹,使后续蒙皮安装的弧度变小。
蒙皮安装焊接要求
大顶盖的整体骨架焊接完成后,要把与蒙皮相接触的焊缝进行平整打磨,对各个室的开档间距进行测量,如果此时某个室的开档间距超差,都可以用火焰加热进行调修调整。一旦蒙皮蒙上去焊接后再发现开档间距尺寸超差,再用火焰调修就达不到明显的改善效果。安装蒙皮时,每块蒙皮都要放平整,相互之间要留1~1.5mm的间隙,间隙的上下要一致,蒙皮放到位后,先从下边的底梁与模接触处进行定位点焊,然后把压蒙皮圆弧的工装进行柔和地压紧,不能用力量过大,否则会出现蒙皮被压内凹现象,最好是在压紧工装与蒙皮之间放长度1000mm 左右的木条作为垫板,这样可以使得蒙皮的整体受力面大而且受力均匀,确保蒙皮圆弧面的平整,如图9 所示。

图9 蒙皮压紧定位焊接

蒙皮的定位焊接,采用双面和四边点焊,防止翘起。因蒙皮是2mm 厚的薄板,在蒙皮对接焊接时,要采用小规范的焊接电流,合理调节焊接规范,焊丝规格为直径1.2mm,焊接速度要快,防止焊接区域温度过高产生变形,造成圆弧和平面达不到工艺要求;在蒙皮、座子和附件焊接时,焊接作业人员要均衡分散同时采用对称焊接,防止或尽量减小焊接过程中的变形,确保大顶盖蒙皮的平面度以提升外观质量, 如图10 和图11 所示。

图10 蒙皮圆弧度改善后状态

图11 蒙皮平面度达到工艺要求
结束语
上述操作法详叙了顶盖装配与焊接的全过程,重点介绍了组焊各方面需要控制的项目、标准、制作方法以及惯性问题的控制,以往车型的差异控制,经过相应措施的有效实施,保证了大顶盖两侧蒙皮的整体平面度,值得在类似车型生产时推广使用。
猜你喜欢
西北工业大学学报(2023年2期)2023-05-12 12:12:36
客车技术与研究(2023年1期)2023-03-15 04:11:34
介入放射学杂志(2021年10期)2021-10-28 08:51:50
军民两用技术与产品(2021年5期)2021-07-28 05:55:06
工程力学(2020年9期)2020-09-17 08:58:34
模具制造(2019年4期)2019-06-24 03:36:42
航空世界(2018年12期)2018-07-16 08:34:46
儿童故事画报·发现号趣味百科(2017年4期)2017-06-30 08:05:59
焊接(2016年1期)2016-02-27 12:54:45
湖北工业职业技术学院学报(2015年2期)2015-12-25 07:09:56