
陶瓷智能浮雕机设计
2021-08-26 15:39黎泉朱艳贾广攀吴甲兰
河南科技 2021年9期
黎泉 朱艳 贾广攀 吴甲兰

摘 要:中国四大名陶之一的坭兴陶市场需求日益增长,但是其浮雕工艺的手工生产率低下,无法满足高效生产要求。本文结合市场需求,设计了一款陶瓷智能浮雕机。根据坭兴陶浮雕工艺的特点,机械结构设计为四轴联动。本设计采用Mach3软件作为PC机控制软件,通过Mach3控制板与机械结构连接,并通过位置传感器形成闭环控制,使用ArtCAM软件将雕刻图案矢量图转换为浮雕的曲面图,并生成加工代码,最后通过实例验证了浮雕机设计的正确性和可行性。
关键词:陶瓷;浮雕;Mach3;ArtCAM
中图分类号:UTQ174.5 文献标识码:A 文章编号:1003-5168(2021)09-0072-03
Abstract: The market demand for Nixing pottery, one of the four famous potteries in China, is growing day by day, but the manual productivity of its relief craftsmanship is low, which cannot meet the requirements of efficient production. This paper designed a ceramic intelligent relief machine based on market demand. According to the characteristics of Nixing pottery relief craftsmanship, the mechanical structure was designed for four-axis linkage. This design used Mach3 software as the PC control software, connected with the mechanical structure through the Mach3 control board, and formed a closed-loop control through the position sensor, used the ArtCAM software to convert the engraving pattern vector diagram into a relief surface diagram, and generated the processing code, finally verified the correctness and feasibility of the relief machine design through an example.
Keywords: Nixing pottery;relief;Mach3;ArtCAM
钦州坭兴陶是中国四大名陶之一,据《钦州县志》记载,坭兴陶的历史可以追溯到新石器时代,经过长远的历史积淀,坭兴陶凝聚了丰富的物质文化和精神文化,具有较高的艺术收藏价值。坭兴陶的泥料可塑性和黏性较强,人们可以在坯体表面进行雕、刻、镂等不同的艺术装饰,而浮雕则是耗时较长的工序之一,同时对工匠的技能手法要求较高。坭兴陶的浮雕与一般的浮雕具有较大的不同,一般浮雕都是在坯体或者其他材质平面上浮起一定厚度的形象,而坭兴陶的浮雕则采用平面以下另雕突起的方式,它的最高点顶多與器物平面相当[1]。随着坭兴陶产业的不断优化升级和需求量的不断增大,坭兴陶的规模化生产对浮雕等制作工序以及生产率提出了新的要求,传统的手工浮雕工艺已不能满足市场需求。因此,有必要研发一台满足坭兴陶制作工艺要求的智能浮雕机,其具有比较广阔的市场。
1 机械结构设计
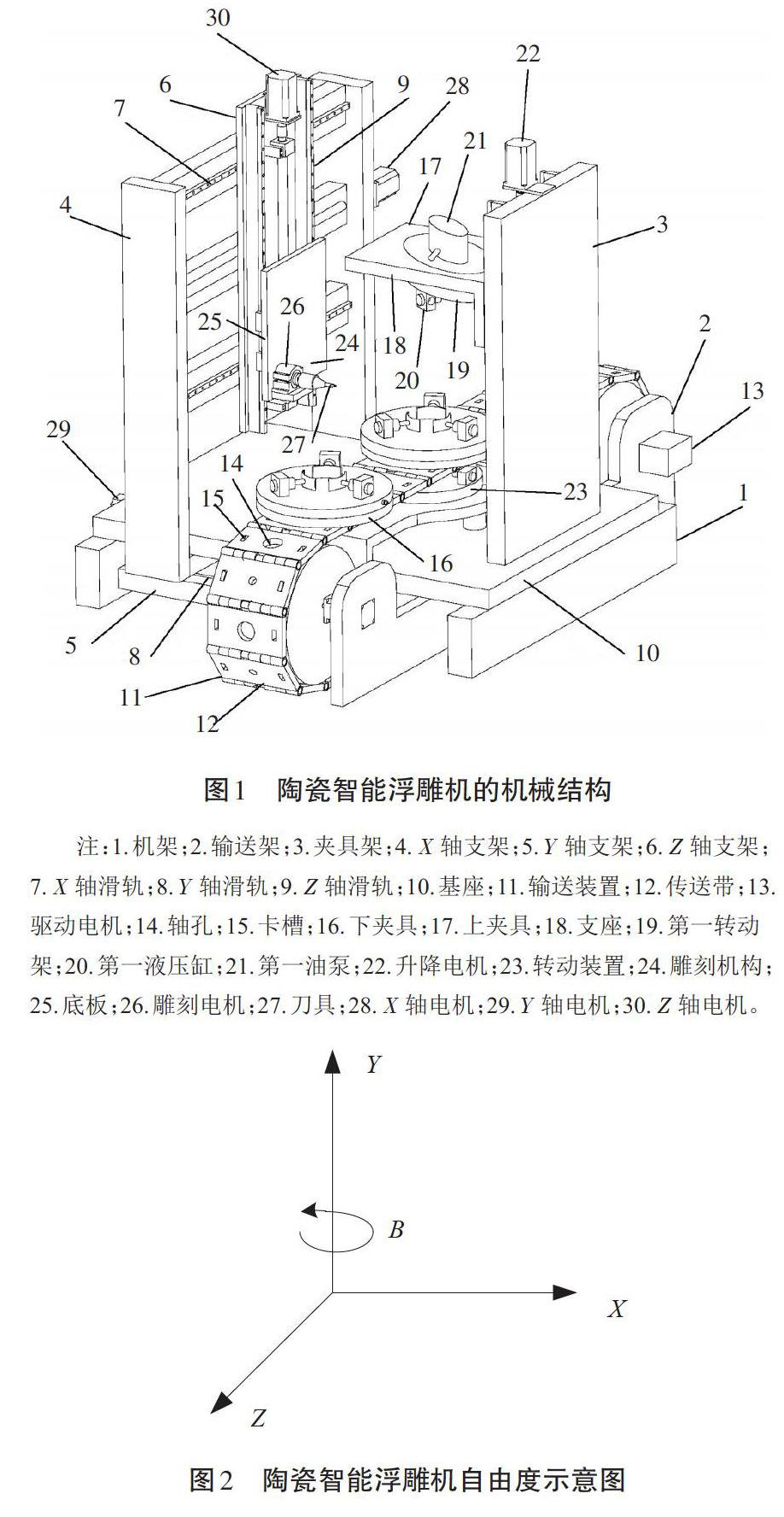
本研究设计的陶瓷智能浮雕机机械结构如图1所示,由于坭兴陶浮雕面大都为平面类或回转类,因此运动轴设计为[X]、[Y]、[Z]三个直线轴和绕[Y]轴旋转的[B]轴,其共有4个自由度,如图2所示。
注:1.机架;2.输送架;3.夹具架;4.[X]轴支架;5.[Y]轴支架;6.[Z]轴支架;7.[X]轴滑轨;8.[Y]轴滑轨;9.[Z]轴滑轨;10.基座;11.输送装置;12.传送带;13.驱动电机;14.轴孔;15.卡槽;16.下夹具;17.上夹具;18.支座;19.第一转动架;20.第一液压缸;21.第一油泵;22.升降电机;23.转动装置;24.雕刻机构;25.底板;26.雕刻电机;27.刀具;28.[X]轴电机;29.[Y]轴电机;30.[Z]轴电机。
陶瓷智能浮雕机包括机架、输送装置、夹紧装置、转动装置和雕刻装置等。
机架由基座、输送架、夹具架和雕刻架等组成,基座和输送架底部均安装有支撑座,其用于摆放在地面或桌面上,夹具架和雕刻架均安装在基座上,夹具架和雕刻架分布在输送架的两侧,夹具架上设置有与[Z]轴平行的夹具滑轨。
输送装置安装在输送架上,其包括驱动电机及传送带,传送带与输送架用滚筒连接,驱动电机固定于输送架用以驱动传送带,在陶瓷坯体上料、雕刻、下料时传送托盘。
夹紧装置由上夹具、下夹具和升降电机等组成。上夹具安装在滑轨上并置于传送带的上方,由升降电机驱动其沿夹具滑轨滑动,传送带上同时安装有多个下夹具,其与上夹具配合使用。
转动装置设置在上夹具的下方,并位于传送带的上、下传送部分之间,其由支撑架、第二转动架、转动电机、第二油泵和两个对称设置的第二液压缸等构成。支撑架安装于基座上,第二转动架安装在支撑架上并可绕其转动,第二油泵和两个第二液压缸安装于第二转动架上,第二液压缸通过油管连接至对应的第二油泵,第二液压缸的活塞杆上设计有夹紧片,夹紧片由第二液压缸驱动以夹紧或松开转轴,第二转动架由固定安装在支撑架上的转动电机驱动。雕刻装置安装在雕刻架上,在进行浮雕作业时,其可沿着[Z]轴上下移动。
输送装置上共设置有三个托盘,分别为上料托盘、加工托盘和卸料托盘。在进行浮雕作业时,要将已制作好的陶瓷坯体放置在上料托盘上,上、下部分各有夹紧装置进行固定,由输送装置进行托盘交换,上料托盘移动到雕刻位置,成为加工托盘,控制[X]、[Y]、[Z]轴的移动可实现雕刻头的直线移动。[B]轴设置在托盘上,控制托盘的转动可实现坯体的旋转,实现其回转表面的加工。雕刻加工完成后,由输送装置进行托盘交换,加工托盘移出雕刻位置,变成下料托盘。最后,将陶瓷坯体卸下,完成陶瓷坯雕刻加工,转入下一工序。
2 控制系统设计
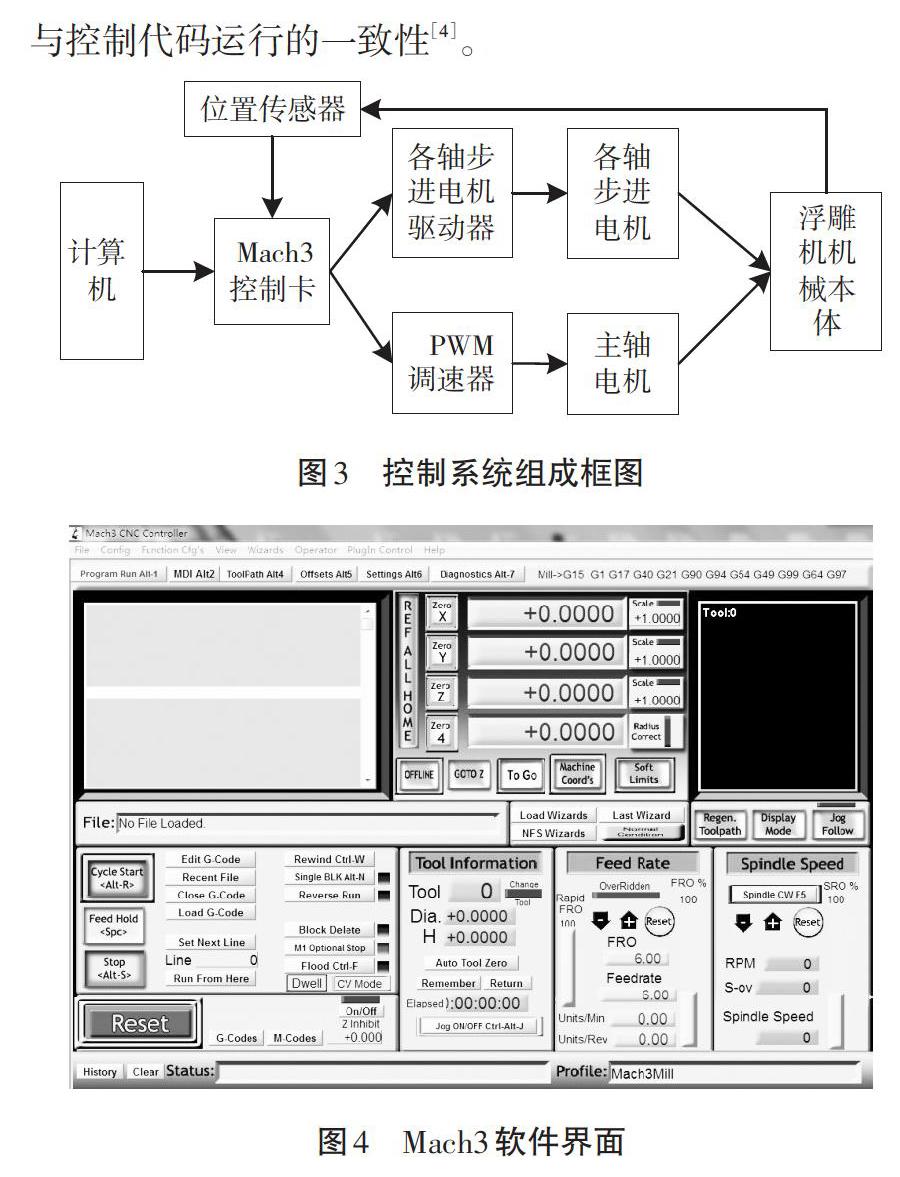
陶瓷智能浮雕机的控制系统组成如图3所示。计算机端采用Mach3软件(见图4)作为运动控制软件,Mach3软件是由美国ArtSoft公司开发的可用于Windows平台的数控软件,Mach3软件使用PC机上的LPT或者USB端口作为浮雕机的输入与输出通道,输出脉冲与方向信号,用以控制步进电机或伺服电机驱动器,进而控制浮雕机,该软件支持所有国际标准G代码,支持多种DXF、JPG、HPGL和BMP等文件格式输入[2-3]。其通过并口与Mach3控制卡连接,再由Mach3控制卡发送各轴步进电机驱动信号到对应的驱动器,用以驱动各进给轴,Mach3控制卡同时发送PWM脉冲信号控制主轴电机的转动。由于采用的是步进电机,控制方式为开环控制,因此在浮雕机上各进给轴安装位置传感器,将各轴的实时位置信号回传到Mach3控制卡,形成闭环控制,以此提高控制精度,确保浮雕图案的准确性。
陶瓷智能浮雕机共有三个直线轴和一个旋转轴,Mach3控制系统需要控制这四个轴的运动,同时要控制主轴的转动,或者停止时保持一定的扭矩。在調试设备时,Mach3控制卡上的每个端口都对应控制不同的轴,接线时需要调节好控制板上各端口与所控制轴之间的关系,只有确保对应的关系正确,才能保证浮雕机各轴运动与控制代码运行的一致性[4]。
3 浮雕加工实现
ArtCAM软件是英国Delcam公司研发的CAD造型和CNC、CAM加工解决方案,是复杂立体三维浮雕设计、珠宝设计和加工的首选CAD/CAM软件解决方案,可快速将二维构思转换成三维艺术产品[5]。在坭兴陶智能浮雕机机械结构装配好并连接好各电气控制线路后,人们可以将其投入陶瓷坯体的浮雕作业。为了验证机器的正确性与可靠性,笔者选取已设计好的“难得糊涂”浮雕灰度图(见图5),通过ArtCAM软件处理后生成其仿真效果图(见图6),经仔细检查并保证无误后生成NC代码,最后导入PC机的Mach3软件,通过Mach3控制卡控制机械结构进行实际加工,雕刻好的陶瓷杯子如图7所示。经比对灰度图、浮雕三维图和实物图,陶瓷杯上雕刻出来的图案与灰度图基本吻合,仅细节处有细微差别,这主要是由雕刻刀具的浮雕力度分布不均引起的,以上实例验证了浮雕机的正确性和可行性。
4 结论
经过对陶瓷智能浮雕机的机械机构、硬件电路、Mach3软件、雕刻图案及雕刻刀轨的调试和反复试验,浮雕机能够正常、连续、稳定地工作,各轴定位准确,雕刻效果良好。浮雕机下一步的改进可围绕自动上下料、自动识别形状及自动对刀等方面进行,以期实现全过程自动化生产,进一步提高生产率。
参考文献:
[1]平友舜.试论坭兴陶的历史沿革和艺术特点[J].南京艺术学院学报(美术与设计版),1985(4):40-44.
[2]王宽,赵巍,张翔宇.基于Mach3的教学型五轴数控机床控制系统设计[J].天津职业技术师范大学学报,2016(1):37-40.
[3]龚志远.小型CNC雕刻机设计[J].组合机床与自动化加工技术,2011(2):100-102.
[4]李荣泳.基于Mach3软件的经济型五轴雕刻机开发[D].东莞:东莞理工学院,2011:18.
[5]罗奇亮.数控雕刻机控制系统的研究及实现[D].西安:西安工业大学,2010:12-13.
猜你喜欢
爱你·健康读本(2020年12期)2020-12-28
智慧少年·故事叮当(2020年9期)2020-10-09
数学大王·趣味逻辑(2020年12期)2020-01-05
小资CHIC!ELEGANCE(2019年36期)2019-11-26
阅读(低年级)(2018年6期)2018-05-14
佛山陶瓷(2018年2期)2018-03-10
儿童故事画报·智力大王(2017年3期)2017-06-30
景德镇陶瓷(2017年2期)2017-05-26
幼儿智力世界(2015年5期)2015-08-20
流行色(2009年3期)2009-04-21
