ABS基植物纤维复合材料性能研究
2021-08-25 02:55:58周春兵
化工时刊 2021年2期
周春兵 方 勇
(无锡霓达美峰橡胶制品制造有限公司,江苏 无锡 214000)
ABS基木塑复合材料是近年发展起来的一种新型高性能材料,相较于以往木塑复合材料,具有更强的刚性,尺寸稳定性,能够适应结构要求更高的加工领域。但是ABS基木塑复合材料很难加工,主要因为其热熔体的黏度高,导致转矩高(转矩值很容易达到最大扭矩的80%)、口模压力波动大、熔体严重破坏(尤其在木纤维含量高时,如重量分数达到50%时)、挤出不稳定。另外木粉在高温下容易炭化,填充剂也容易分解,导致ABS基木塑复合材料难以加工[1-5]。
1 实验部分
1.1 原材料

表1 实验原材料
1.2 实验设备与仪器

表2 实验设备与仪器
1.3 实验配方

表3 实验配方
1.4 实验工艺流程
图1为本研究实验工艺流程图。

图1 实验工艺流程图
原料处理:因ABS、秸秆粉均是极性较强材料,易吸水,成型前需干燥。条件为100 ℃,干燥4 h。为避免干燥过程中材料老化,选用抽真空干燥箱。
高速混合:为保证物料混合效果,物料称取后,利用高速混合机,1 250转/分混合5 min出料。
流变仪制样:在220 ℃温度下,采用不同螺杆转速制样。
1.5 性能测试
转矩流变性能测试:温度设置220 ℃,分别在转子转速30 r/min、40 r/min、50 r/min、60 r/min、70 r/min、80 r/min情况下,测试复合材料转矩变化。
密度测定:GB/T 4472—2011。
变色观察:拍照观察。
2 结果与讨论
2.1 ABS/植物纤维(WPC)流变性能分析
在220 ℃条件下,利用转矩流变仪,考察不同转速对WPC材料转矩流变性能影响。
2.1.1 ABS/玉米秸秆粉复合材料流变性能
图2为不同螺杆转速下,ABS/玉米秸秆粉复合材料转矩流变曲线图,考察流变仪转速对复合材料流变性能的影响。六种转速下的扭矩随时间的变化趋势一致,均是迅速增大到一个最大值(最大扭矩),然后下降后逐渐平稳(平衡扭矩);6种转速下复合材料前期曲线重合,表明扭矩达到最大值的时间基本一致,在8~9秒之间;最大扭矩值大小不等,随着转速的提高,最大扭矩值呈上升趋势,数据表明复合材料对剪切不敏感,不属于切敏性材料;
塑化时间定义为复合材料扭矩不再变化的起始时间。由图2可知,随着螺杆转速的提高,复合材料塑化时间是逐渐减少的。随着螺杆转速的提高,螺杆分散打乱玉米秸秆粉在树脂集体中的分布效果提高,因素塑化时间减少,但扭矩偏高,功率消耗较大。

图2 ABS/玉米秸秆粉流变曲线图
2.1.2 ABS/小麦秸秆粉复合材料流变性能
图3为不同转速下ABS/小麦秸秆粉复合材料转矩流变曲线图。由图3可以看出,6种转速下,复合材料到达最大转速的时间基本一致,在8~9秒之间。与玉米秸秆粉不同的是,随着转速的提高,复合材料最大扭矩先减小再提高,50 r/min条件下复合材料最大扭矩最小,表明ABS/小麦秸秆粉复合材料对剪切敏感,可以通过提高螺杆转速来提高其加工性能。随着螺杆转速的提高,复合材料塑化时间减少。
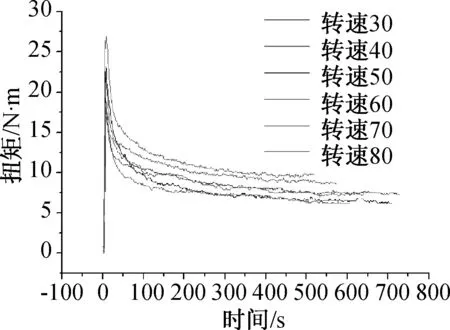
图3 ABS/小麦秸秆粉流变曲线图
2.1.3 ABS/大豆秸秆粉复合材料流变性能
图4为不同转速下,ABS/大豆秸秆粉复合材料转矩流变曲线图。数据表明,ABS/大豆秸秆粉复合材料也属于切敏性材料,随着螺杆转速的提高,复合材料流动性变好,在50 r/min转速下,最大扭矩最小为16.9 N·m。
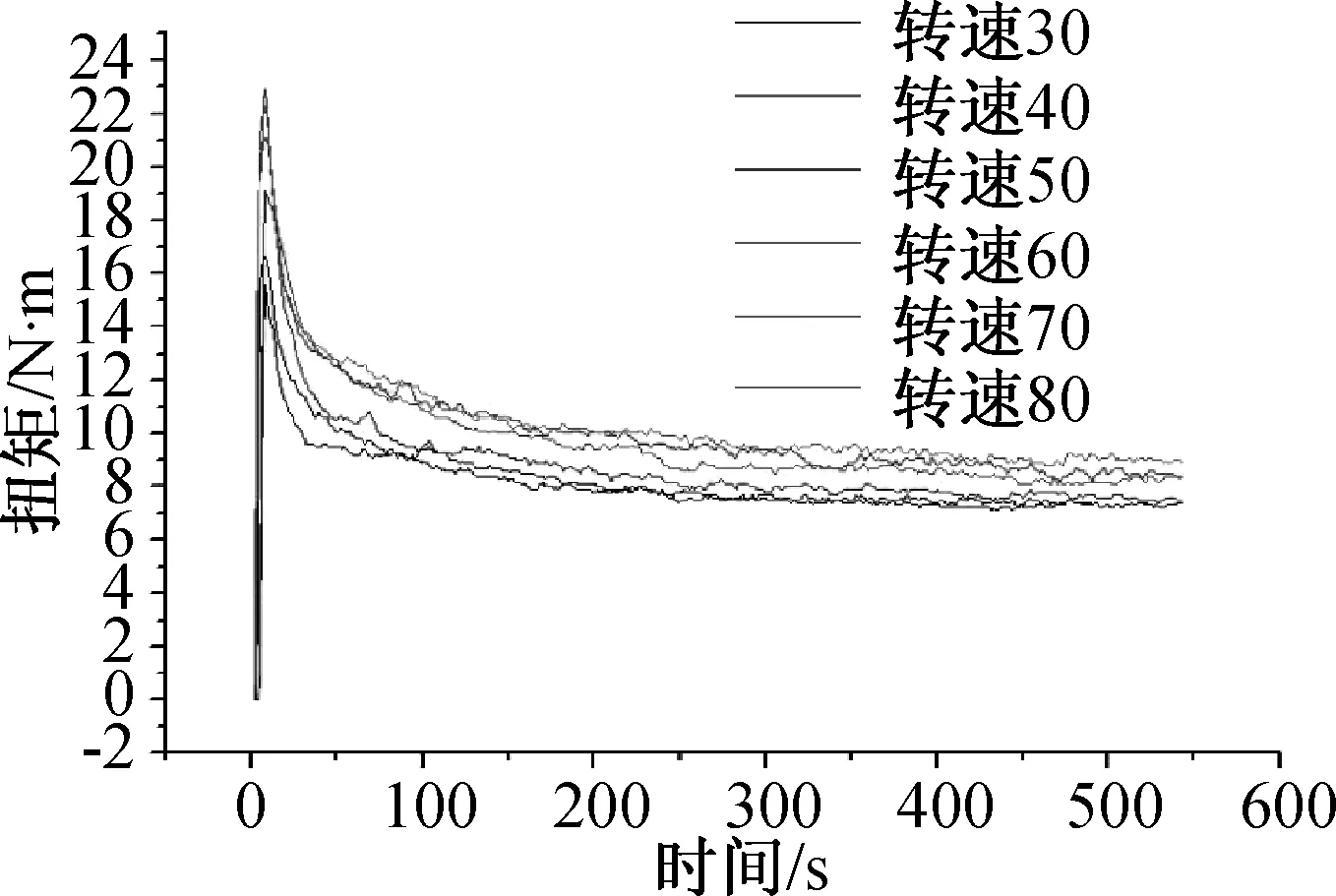
图4 ABS/大豆秸秆粉流变曲线图
2.1.4 ABS/油菜秸秆粉复合材料流变性能
图5为不同转速下,ABS/油菜秸秆粉复合材料转矩流变曲线图。由图可知,随着转速的提高,ABS/油菜秸秆粉复合材料最大扭矩及平衡扭矩均不断增大,复合材料对剪切不敏感,复合材料塑化时间随着转速提高变小。

图5 ABS/油菜秸秆粉流变曲线图
2.1.5 ABS/木粉秆粉复合材料流变性能
图6为不同转速下,ABS/木粉复合材料转矩流变曲线图。由图6可知,复合材料平衡扭矩随着螺杆转速增加而逐渐升高,复合材料对剪切不敏感。高转速缩短了复合材料塑化时间,但因转矩升高带来较高的能耗。

图6 ABS/木粉流变曲线图
2.1.6 ABS/水稻秸秆粉复合材料流变性能
图7为不同转速下,ABS/水稻秸秆粉复合材料转矩流变曲线图。由图7可知,螺杆转速为40 r/min时,复合材料平衡扭矩最小,为7.8 N·m,其余转速下平衡扭矩相差不大,复合材料具有一定切敏性。随着螺杆转速提高,复合材料塑化时间减小。

图7 ABS/水稻秸秆粉流变曲线图
2.1.7 ABS/植物纤维复合材料平衡扭矩比较
表4为螺杆50 r/min转速下,6种复合材料平衡扭矩比较。数据表明,在流变仪螺杆转速50 r/min情况下,5种秸秆粉制备的复合材料平衡扭矩均小于木粉,说明秸秆粉的加工性能优于木粉,其中ABS/小麦秸秆粉平衡扭矩最小为9.4 N·m。

表4 六种ABS/植物纤维复合材料平衡扭矩(螺杆50 r/min)
2.2 ABS/植物纤维复合材料密度比较
表5为螺杆50 r/min转速下,6种复合材料密度比较。数据表明,在流变仪螺杆转速50 r/min情况下,5种秸秆粉制备的复合材料密度均大于木粉,说明秸秆粉制备的复合材料密实性均优于木粉,更有利于制备高性能木塑复合材料。

表5 六种ABS/植物纤维复合材料密度(螺杆50 r/min)
2.3 ABS/植物纤维复合材料热稳定比较
6种植物纤维在干燥过后,表观颜色均呈淡黄色,色泽差别不大。在220 ℃工艺条件下,分别制备了ABS/植物纤维复合材料。通过颜色比对,发现除小麦秸秆粉外,其余5种复合材料均呈现黑色。图8展示了,小麦秸秆粉与木粉加工制备复合材料前后的颜色对比情况。复合材料颜色变黑,说明在220 ℃条件下,5种植物纤维发生了碳化现象,而小麦秸秆粉具有更高的耐热温度,可以直接与ABS并用制备复合材料,其余植物纤维需要添加加工改性剂来解决植物纤维高温碳化问题。

图8 小麦秸秆粉、木粉制备复合材料前后颜色比较
3 结论
(1) 随着螺杆转速不断提高,ABS/植物纤维塑化时间减少,高螺杆转速有利于复合材料塑化。
(2) 小麦、大豆、水稻3种秸秆粉制备的复合材料,随螺杆转速提高,平衡扭矩先升高再降低,属切敏性材料,其余3种均逐渐升高,不具备切敏性特点。
(3) 小麦、大豆、水稻、油菜、玉米5种秸秆粉与ABS制备的复合材料其平衡扭矩均优于木粉,其加工流动性能更佳,其中小麦秸秆粉制备的复合材料平衡扭矩最低,为9.4 N·m。
(4) 220 ℃加工条件下,小麦秸秆粉制备的复合材料未变黑,可直接与ABS并用制备复合材料。
猜你喜欢
装备制造技术(2020年1期)2020-12-25 05:18:48
中国塑料(2019年6期)2019-06-26 06:01:58
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
中国塑料(2016年2期)2016-06-15 20:30:00
中国塑料(2016年3期)2016-06-15 20:30:00
中国塑料(2015年10期)2015-10-14 01:13:22
中国塑料(2015年10期)2015-10-14 01:13:12
中国塑料(2015年1期)2015-10-14 00:58:38
现代纺织技术(2015年2期)2015-02-28 14:03:12