
UASB处理化工染料废水的启动及工艺参数优化
2021-08-24 01:43梁博雨明晓敏
河南化工 2021年7期
梁博雨 , 明晓敏 , 梁 震*
(1.西藏大学 理学院 , 西藏 拉萨 850000 ; 2.武汉工程大学 化学与环境工程学院 , 湖北 武汉 430205)
0 前言
染料废水具有水质水量变化大、成分复杂、色度深、COD浓度高、含有苯类、酚类等有毒有害物质等特点,是典型的高浓度有机工业废水[1]。我国染料废水年排放量大、污染负荷高,日趋严格的环境标准对染料废水的处理提出更高的要求。
染料废水处理方法主要有物理法、化学法和生物法等。吸附法适用于对浓度较低印染废水的处理,化工染料企业多选用纤维素、硅藻土作为主要的吸附剂,生物质炭等新型吸附剂也被研究用于染料废水的处理[2]。膜分离技术中,超滤和纳滤的组合技术不仅可以有效处理分散染料废水,每吨废水可回收10 kg以上分散染料[3]。化学氧化法也是常用的染料废水处理方法,其中臭氧氧化法和Fenton试剂氧化法等具有良好的脱色和去除废水COD的效果[4]。生物法仍是当今工程应用最为广泛的染料废水处理方法,对于中高浓度染料废水,普遍采用厌氧与好氧联合的生物处理工艺[5]。针对厌氧微生物繁殖速率慢、启动周期长的局限性,通过优化碳源营养、调节进水负荷等途径缩短厌氧生物反应器启动时间并优化主要工艺参数,对提高染料废水生物处理的适用性和灵活性有较高的工程参考价值。
1 实验部分
1.1 废水来源及水质
试验废水取自某化工染料企业污水处理站中的调节池,废水主要水质指标:pH值6~7;CODCr,6 000~7 000 mg/L;NH3-N,20~30 mg/L;SS,50~60 mg/L。
1.2 污泥来源与特性
接种厌氧污泥取自某化工厂厌氧反应器,污泥呈黑灰色颗粒状,厌氧污泥特性指标:TSS,65 g/L;VSS,46 g/L;VSS/TSS,70.8%。
1.3 实验装置
UASB小试装置材质主要由有机玻璃构成,反应器直径80 mm,高300 mm,总容积约1.5 L。厌氧反应装置见图1。
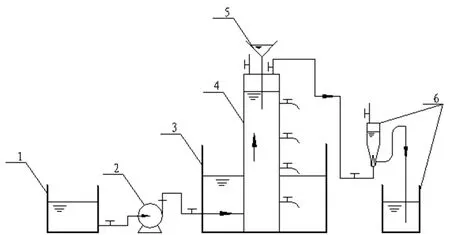
1.进水箱 2.计量泵 3.水浴装置 4.UASB 5.加泥装置 6.收气装置
1.4 UASB反应器的启动及运行
采用再次启动模式,即用其他厌氧反应器中的颗粒污泥进行接种,接种量约为反应器体积的1/3(0.5 L)。进水方式为间歇进水,每批次进水量为600 mL,用PLC控制蠕动泵提升废水混合液进入反应器。污泥采取恒温培养方式,水浴锅温度控制在35 ℃左右。
因废水CODCr浓度高,水质成分较为复杂,反应器启动初期先以低浓度进水,即将原水以一定的比例稀释后,再以1∶1的浓度比添加葡萄糖充分混合后进样,使进水混合液CODCr浓度控制在2 000mg/L,pH值调至7~7.5。当废水CODCr去除率超过60%时,再逐步提高进水的CODCr浓度,每次增加20%~30%,直到厌氧活性污泥完全适应废水水质,然后逐步减少葡萄糖的投加量,最终当反应器稳定运行后,完全以原水进样。
系统运行达到稳定状态后,UASB的运行条件:直接以原水进样,pH值控制在中性(7左右),水温为35 ℃,停留时间为48 h,再连续运行15 d。
1.5 UASB废水处理过程的主要影响因素
选取进水pH值、温度和水力停留时间3种影响因素,采用正交试验设计L9(34),考察各因素对UASB处理染料废水的影响程度,优化反应器工艺运行参数。
1.6 分析与测定
pH值测定采用玻璃电极法(GB 6920—1986),CODCr测定采用重铬酸盐法(HJ 828—2017),氨氮测定采用纳氏试剂分光光度法(HJ 535—2009),SS及VSS含量的测定采用重量法(GB 11901—1989)。
2 结果与讨论
2.1 UASB的启动
厌氧生物反应器启动过程中染料废水进出水的CODCr浓度及去除率见图2。

图2 UASB启动期的进出水COD浓度及去除率
由图2可知,反应器启动期间,系统对有机物的去除率随进水CODCr浓度增高而增加。在17 d时,进水CODCr浓度(6 000 mg/L)已接近原水浓度,对应的CODCr去除率为62.6%。此后数天不再提升有机负荷,至反应的21 d,系统的CODCr去除率达到72.5%。为使微生物尽快适应原水水质,从21 d开始,逐渐减少进水中葡萄糖的比例,直到第31 d开始直接以原水进样。结果表明,在启动后期,CODCr去除率稳定在70%以上,出水CODCr浓度基本在1 800 mg/L以下,反应器已成功启动。
产气量能够快速反映厌氧反应器的运行状态,是厌氧生物处理过程中十分重要的检测指标之一。UASB启动过程中的产气量见图3。
由图3可知,UASB启动过程中,随着负荷增加,产气量总体呈不断上升的趋势:在1~15 d内,产气量随时间快速增加,表明反应器内微生物的活性恢复较快;16~20 d时,产气量的增长趋缓;在反应器运行的21~33 d内,产气量已趋于稳定,平均产气率维持在0.51 m3/kg COD,说明反应器厌氧微生物活性已完全恢复,UASB启动成功[6]。

图3 UASB启动期产气量随时间变化
pH值是影响厌氧生物处理过程的关键因素之一,厌氧反应需要相对稳定的pH值条件。反应器启动期间,进出水pH值的定期监测结果见图4。

图4 UASB启动期进出水pH值随时间变化
由图4可知,废水pH值的变化可以在一定程度上说明产酸菌以及产甲烷菌的活跃程度,而且产甲烷菌比产酸菌对于pH值的变化更为敏感[7]。启动期间,反应器出水pH值范围在6.8~7.4,总体略低于进水pH值,但基本保持在厌氧微生物,尤其是产甲烷细菌适宜生长的pH值范围内。
在厌氧反应初期,主要由产酸菌降解废水中的有机污染物,产生大量的有机酸和CO2,该阶段废水pH值明显下降。另一方面,产甲烷细菌将甲酸、乙酸、CO2和H2等转化成甲烷气体,消耗酸和CO2,使废水pH值升高;同时,非产甲烷菌中的氨化细菌会进行氨化作用,产生的氨可以中和部分酸。两种类群厌氧微生物的共同作用使pH值维持在一个稳定的范围内[8]。启动过程中UASB没有出现明显的酸化现象,表明反应器内产甲烷细菌占优势,厌氧生物反应以产甲烷阶段为主,系统运行总体稳定。
2.2 厌氧生物反应器稳定运行后的处理效果
UASB稳定运行后染料废水进出水的COD浓度及去除率见图5。
由图5可知,当反应器启动成功,系统稳定运行后,废水COD去除率稳定在73%~76%,出水COD浓度降至1 700~1 800 mg/L,表明即使对于难生物降解的染料废水,UASB仍具有良好的去除效果。

图5 UASB进出水COD浓度及去除率随时间变化
由于pH值变化尤其对产甲烷菌的活性影响较大,厌氧反应器运行过程中,反应器内的pH值应该维持在6.5~7.8[9]。如图6所示,UASB运行达到稳定状态后,反应器的出水pH值相比进水pH值略有降低,但仍处于微生物的适宜pH值范围内,从而保证了反应器内厌氧微生物尤其是产甲烷菌的活性。

图6 UASB进出水pH值随时间变化
2.3 UASB处理效果的影响因素
UASB影响因素的正交试验结果见表1。

表1 L9(34)正交试验设计与结果
由表1中极差值可知,在水力停留时间(A)、温度(B)和pH值(C)3个影响因素中,对COD去除率的影响大小顺序依次为A>B>C,即水力停留时间>温度>pH值;正交试验的最佳运行条件为:A3B3C2,即水力停留时间为48 h,温度为37 ℃,进水pH值为7.2。
3 结语
本论文采用升流式厌氧污泥床(UASB)处理化工染料废水,针对传统厌氧生物反应器微生物繁殖速率慢、反应器启动周期长的特点,通过控制进水有机物浓度、优化碳源和混合液配比等方式,UASB在较短时间内启动成功。系统稳定运行后,跟踪评价了UASB对染料废水的处理效果,考察了水力停留时间(HRT)、反应器温度以及进水pH值等主要工艺参数的影响。
①采用再次启动模式,中温条件下以葡萄糖为外加碳源,与实际废水以一定比例混合,控制反应器进水COD初始浓度2 000 mg/L左右,再逐渐增加废水负荷,33 d后反应器启动成功,UASB稳定运行。②UASB启动过程中,在反应器运行的21~33 d内,产气量已趋于稳定,平均产气率维持在0.51 m3/kg COD。③UASB稳定运行后,染料废水COD去除率稳定在73%~76%;反应器出水pH值范围在6.8~7.4,总体略低于进水pH值,但基本保持在厌氧微生物适宜生长的pH值范围内,从而保证了反应器内厌氧微生物,尤其是产甲烷菌的活性。④正交试验结果显示,最佳运行条件为:HRT为48 h,温度为37 ℃,进水pH值为7.2。
猜你喜欢
能源工程(2022年2期)2022-05-23
供水技术(2022年1期)2022-04-19
化学工业与工程(2022年1期)2022-03-29
汽车工程师(2021年12期)2022-01-18
古今农业(2021年2期)2021-08-14
新传奇(2020年40期)2020-10-23
意林·全彩Color(2019年8期)2019-11-13
小猕猴智力画刊(2019年9期)2019-11-08
小天使·五年级语数英综合(2019年6期)2019-06-27
领导文萃(2017年10期)2017-06-05
