基于S7-1500PLC的干燥过滤装置系统
2021-08-21 07:44:18袁吉胜谢昌成彭龙龙
机电设备 2021年4期
袁吉胜,谢昌成,彭龙龙
(上海船舶设备研究所,上海 200031)
0 引言
随着我国工业化进程的加快,在装备制造业、工程机械制造业、船舶制造业,汽车制造业等多种机械行业的发展过程中,用户对干燥过滤装置需求有了更高的要求。可编程控制器(PLC)已成为制造业实现自动化、柔性化、集成化生产的有效工具。可编程控制器(PLC)是从单片机技术发展而来的面向工业控制的一种核心控制工控产品,其发展随着计算机技术的发展而功能变得日益丰富,被广泛应用于工业控制的现场设备中[1]。
原干燥过滤装置系统主要承担装备的功能控制作用,包括A塔控制流程、B塔控制流程、A塔再生、B塔再生、初始化功能、露点测试功能、停机功能和数模转化模块等功能,保障装备的安全可靠的运行,本文是以西门子公司的PLC机1500系列为例,探讨S7-1500 PLC在干燥过滤装置系统的电气控制实现[2]。
1 系统组成
1.1 工作原理
干燥过滤装置其主要承担的是对空压机压缩后空气进行干燥过滤。原干燥过滤装置系统主要有传统继电器、硬件电路、时间继电器、各种按钮以及指示灯组成,存在极易受到干扰、适用面小、不易操作等缺点。
本文干燥过滤装置系统主要有2台干燥过滤塔[3],分别为A塔以及B塔,A塔向B塔切换过程中,A塔工作时阀1、阀4持续打开,当A塔干燥计时满,A塔需向B塔切换,先打开阀8延时1 min后开阀5,当阀5开到位后,B塔处于干燥过滤装置当中,此时阀1、阀4依次关闭,延时4 min开阀3,阀3开到位延时30 min后,同时开阀2、关阀3开始A塔再生工况,完成A塔向B塔切换过程。
干燥过滤装置B塔向A塔切换过程中,B塔工作时阀5、阀8持续打开,当B塔干燥计时满,B塔需向A塔切换,先打开阀1延时1 min后开阀4,当阀4开到位后,A塔处于干燥过滤装置当中,此时阀5、阀8依次关闭,延时4 min开阀7,阀3开到位延时30 min后,同时开阀6、关阀7开始B塔再生工况,完成B塔向A塔切换过程。图1为干燥过滤装置切换流程图。
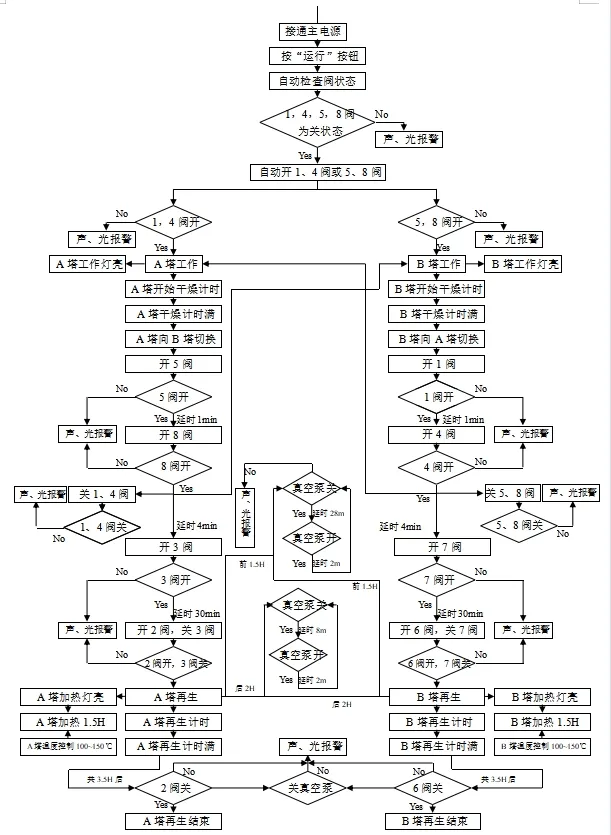
图1 干燥过滤装置切换流程图
本文干燥过滤装置系统工作原理为A塔向B塔切换流程、B塔向A塔切换流程上述两个流程交替进行,以满足全工况不停机干燥要求2其中A塔向B塔切换流程、B塔向A塔切换流程两个自动切换、时间控制、温升控制、故障报警、设备健康检测和信号采集等控制由系统和PLC之间的信号传递来控制,自动完成所要求[4]。
1.2 系统组成
为了完成干燥过滤装置工艺提出的要求,选用了西门子CPU1511-1PN中央处理器、AI8 X U/I/RTD/TC ST模拟量输入采集模块、DQ 32X24V DC/0.5A ST数字量输出模块、DI 32XDC 24V HF数字量输入模块、北京昆仑通态TPC7062Ti、苏州普尔世PIC240.241D控制电源、菲尼克斯MINI MCR-SL-PT100-LP-NC温度变送器。
2. 系统接线图与人机界面、控制软件
2.1 系统接线图
PLC输入点的地址分配和接线如图2~图4所示[5]。
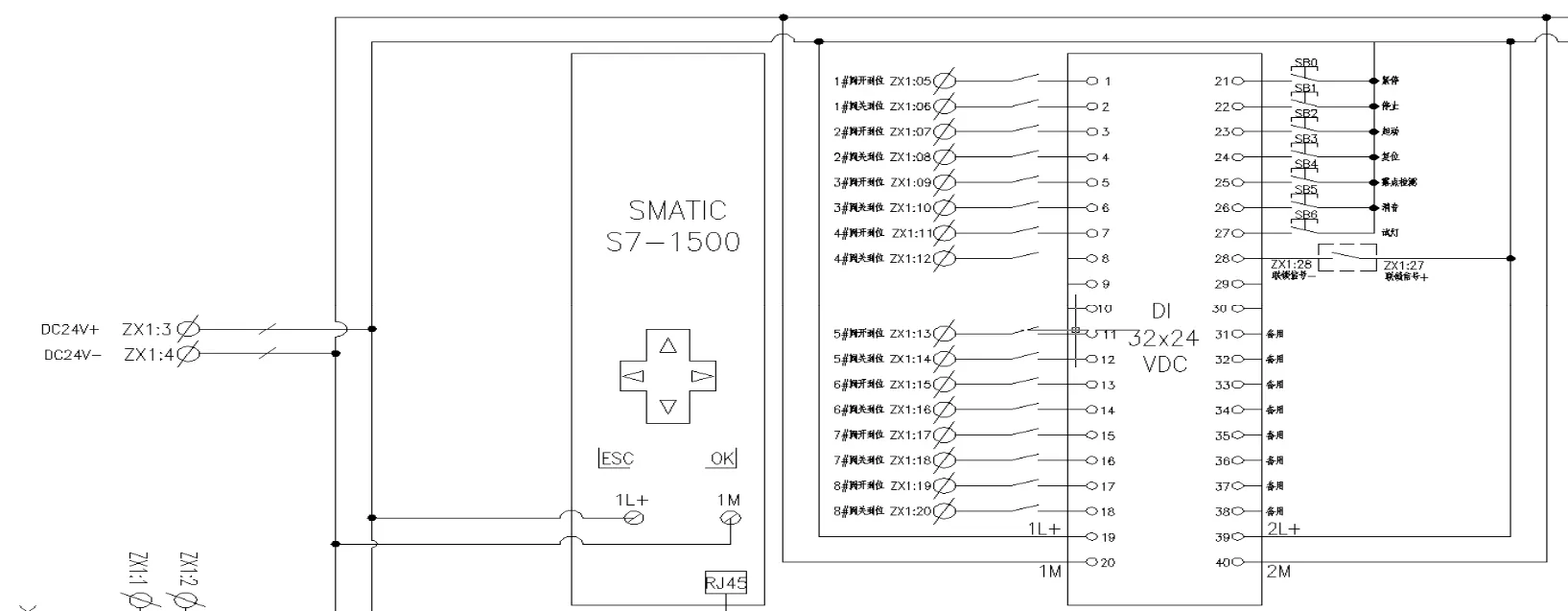
图2 PLC CPU中央处理模块以及输入模块接线图
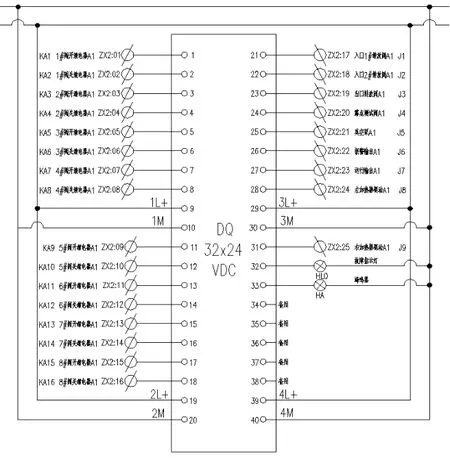
图3 PLC输出模块接线图
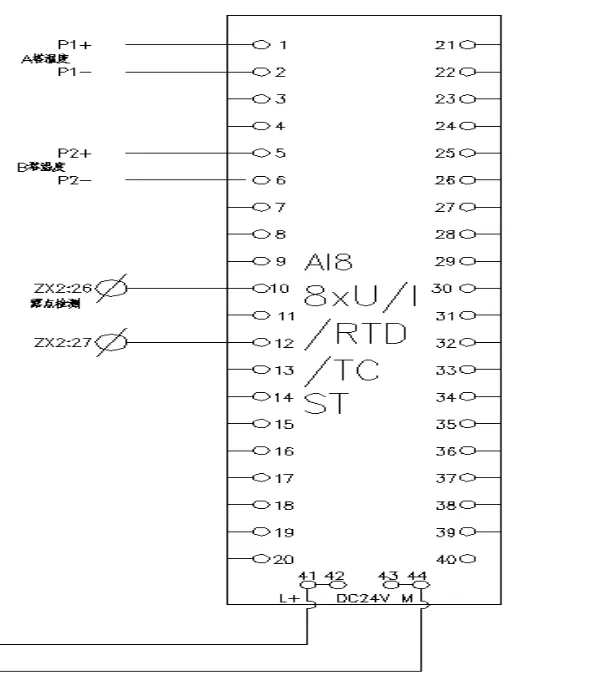
图4 PLC模拟量输入模块接线图
2.2 人机界面、控制软件
1)干燥过滤装置系统人机界面如图5所示。

图5 干燥过滤装置系统人机界面
2)A塔向B塔切换流程部分控制如图6所示。
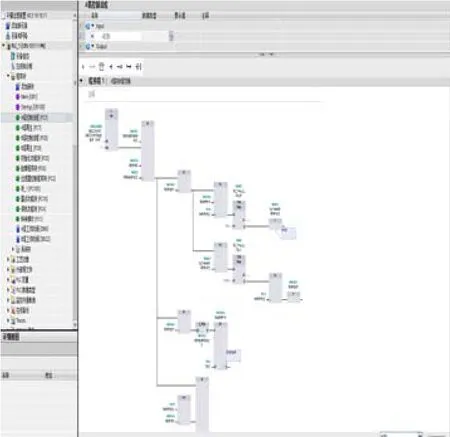
图6 A塔向B塔切换流程部分控制图
3)B塔向A塔切换流程部分控制如图7所示。
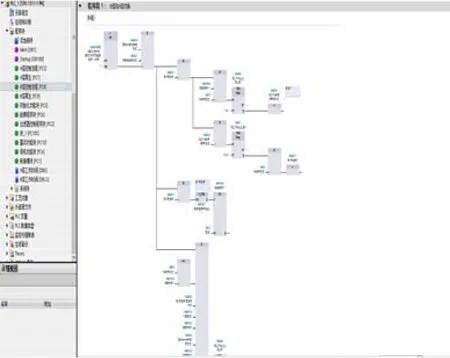
图7 B塔向A塔切换流程部分控制图
4)干燥过滤装置系统部分故障判断控制如图8所示。
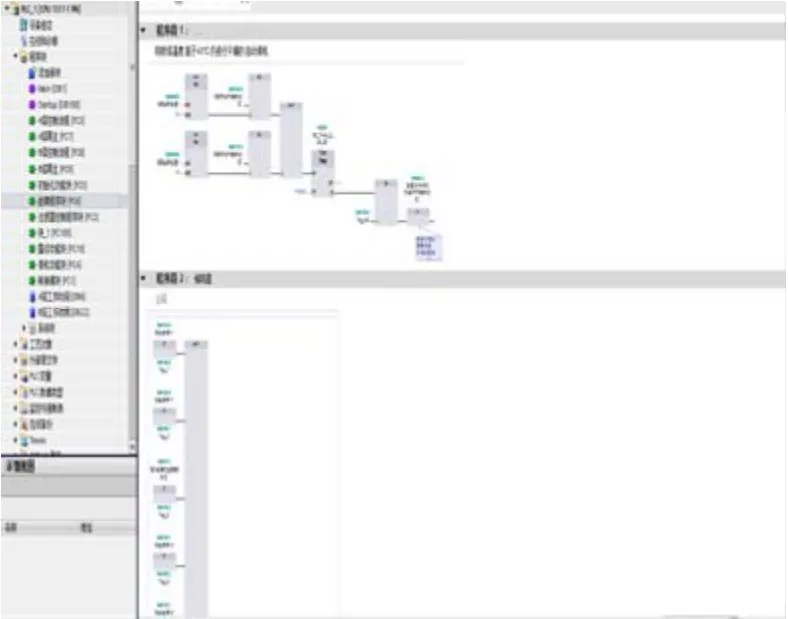
图8 干燥过滤装置系统部分故障判断控制图
3. 结论
该系统应用了PLC控制、人机界面应用、伺服驱动和多通道模拟量滤波控制等,通过系统集成提高了设备的自动化控制水平,达到了当今船用干燥过滤装置自动化控制的先进水准。从用户使用情况看,完全满足了用户的控制要求,控制系统经济实用、控制精度高,符合国内操作习惯等的特点,具有广阔的市场前景。
猜你喜欢
测控技术(2018年12期)2018-11-25 09:37:42
课程教育研究·学法教法研究(2017年22期)2018-06-08 20:39:10
铁道通信信号(2016年1期)2016-06-01 12:10:17
广东石油化工学院学报(2016年6期)2016-05-17 05:17:33
电子制作(2016年21期)2016-05-17 03:53:12
科学家(2015年12期)2016-01-20 02:50:29
中国科技纵横(2015年21期)2015-12-14 09:21:59
电测与仪表(2015年11期)2015-04-09 11:46:30
铁路通信信号工程技术(2015年4期)2015-02-28 16:58:55
数字技术与应用(2014年8期)2014-12-13 20:34:53