
双头梯形丝杠加工方法
2021-08-18 19:24殷勇刘永龙
企业科技与发展 2021年7期
殷勇 刘永龙

【关键词】双头梯形丝杠;车削加工;弯曲变形;分头精度
【中图分类号】TH1;TG6 【文献标识码】A 【文章编号】1674-0688(2021)07-0069-04
梯形丝杠是细长柔性轴,其长度L与直径d的比值较大,通常L/d值为20~50,刚性较差,零件外形结构复杂,并且有较高的螺纹精度要求等。因此,在加工过程中很容易产生振动和弯曲变形等问题,不易保证零件加工精度。
因为丝杠加工的工艺系统刚性差,进而影响生产效率和质量,所以必须对机床精度和工件装夹及刀具进行改进。本文主要从工件的装夹、走刀方式、跟刀架、刀具几何参数及切削用量等方面采取系统且有效的措施,提高切削过程中多头丝杠的刚性,获得良好的几何精度和表面粗糙度,保证零件加工符合技术要求。
1 双头丝杠的加工特点[1-2]
(1)刚性较差,在车削加工时,工件易受切削力和重力的影响,引起工件弯曲变形,产生振动,从而降低表面质量和加工精度。
(2)热变形影响。在切削热的作用下,将产生较大的线膨胀,尤其在高速旋转时,工件产生的离心力也会加剧其热变形。
(3)几何精度差。因为工件细长,加工时一次加工走刀时间较长,刀具磨损量大,所以零件几何形状精度会受到较大影响。
(4)丝杠与配合螺母运动精度低。加工过程中,若产生较大的分头误差,加工的双头丝杠会因螺距不相等而影响丝杠与螺母配合精度及使用寿命,严重时会发生干涉。
2 加工过程中产生的变形问题
(1)切削力引起的变形。按照力学原理,在车削加工中产生的切削力可分解成径向切削力、轴向切削力及切向切削力,这些分力使工件产生水平和轴向方向的弯曲变形。
(2)切削热引起的变形。在车床上切削时,通常采用的装夹方式为夹顶或是双顶尖。在车削过程中,卡盘和尾座的顶尖相对位置固定,车削加工产生的切削热,迫使工件因轴线方向热变形伸长受限而发生弯曲变形。
(3)装夹方法不当引起的变形。在细长轴车削加工时,通常使用跟刀架,但如果跟刀架上支撑工件的两个支撑爪对工件压力不适宜或不平衡,将造成工件弯曲变形,从而影响零件加工的几何精度和表面粗糙度。一是支撑爪压紧力太小或未接触工件,加工时工件产生“让刀”现象,加工的外圆直径变大;二是支撑爪压紧力太大,工件将被“挤”向车刀,切削深度就会增大,加工的外圆直径变小;三是因上述原因,加工过程中循环连续有规律的变化使工件的外圆形成竹节状,因此工件难以获得良好的几何精度和表面粗糙度。
3 在普通车床加工双头梯形丝杠的方法
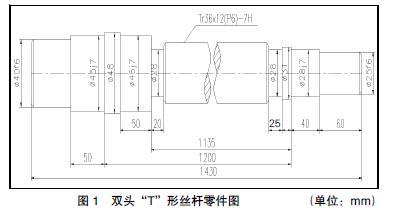
下面以冶金设备中常见的双头梯形丝杠为例(见图1所示),详细介绍该类零件的加工方法。
零件材质为45锻钢件,调质为220~250 HB,毛坯尺寸为φ60 mm×1 480 mm。其中,中部为Tr36×12(P6)的“T”形螺纹,左端为φ40j7×50 mm的花键部分(由其他工序加工完成)。
3.1 准备工作
3.1.1 机床精度调整
机床精度调整是加工双头丝杠的重要环节,一是调整机床主轴中心线与尾座顶尖中心线的连线要与机床导轨处于平行状态,必要时对机床进行维修。二是保证主轴中心线与尾座顶尖中心线的同轴度满足加工要求,其同轴度误差控制在0.02 mm以内。三是调整机床大拖板、中拖板和小拖板之间的间隙,保证机床具有适宜的精度。
3.1.2 工件原料校直
丝杠毛坯料的弯曲对零件加工精度将产生较大影响。工件在高速回转时产生离心力,致使工件毛坯料的弯曲变形加剧,导致加工困难,加工质量下降。所以,丝杠在加工过程中应事先进行坯料校直,坯料校直通常有冷校和热校两种方式,零件精度高的工件毛坯料宜采用热校直方法,切忌使用锤击方法校直。本例要求坯料校直后在划线平台上检查各点弯曲度要控制在0.5 mm以内,坯料在全长范围内的弯曲度应控制在1.5 mm以内。
3.1.3 工件装夹
(1)安装。丝杆可采用双顶尖或夹顶方式装夹。双顶尖装夹方法适用于需多次装夹且加工余量较少和长径比值小的工件,该装夹方法几乎零误差,能够较好地保证工件同轴度,但其刚性差而容易产生振动。本例采用夹顶的装夹方法,装夹时,在卡爪与工件之间垫入绕工件圆周方向缠绕直径为3 mm左右的钢丝,减小夹持面与卡爪的接触面积,防止发生过定位,提高加工精度。
(2)活頂尖。双顶尖装夹是主轴顶尖使用死顶尖,尾座顶尖使用活顶尖。在切削过程中,切削热将使工件产生热弯曲变形,影响加工质量。具备一定加工条件的宜选用弹性回转顶尖,可有效解决工件热膨胀变形问题。单件小批量生产时通常使用活顶尖,顶紧力要适当,具体操作是机床停止运转,左手盘动工件转动,右手握住顶尖,以工件转动时能够带动活顶尖旋转为好。注意在加工过程中要随时检查工件的发热膨胀状况和活顶尖的松紧程度,确保加工精度[2]。
(3)跟刀架。为防止加工过程中工件抖动,增强刚性,需使用机床附件中心架或跟刀架,本例双头梯形丝杠精度要求较高,并且要求一次装卡完成,防止产生接头,故使用三爪支承跟刀架进行加工,避免工件产生竹节状。
3.1.4 车刀选用
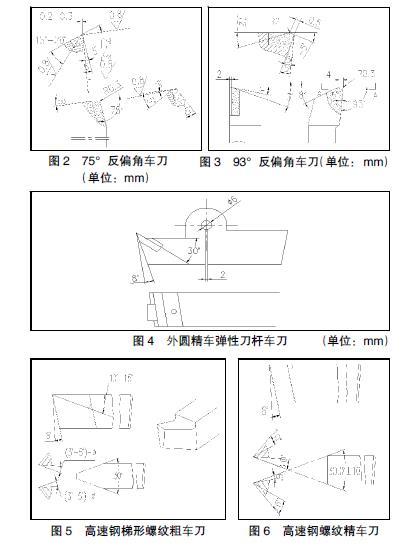
(1)外圆车刀。根据切削原理,增大车刀主偏角,可有效降低径向切削力和减少切削热的产生;增大前角,可有效降低切削变形和切削力,降低切削消耗和加工硬化程度,抑制积屑瘤的产生,提高加工表面质量,降低切削温度。根据粗精加工情况,车刀的主偏角选择75°~95°;前角选择16°~32°,并磨出R1.2~3 mm的切削槽,保证切削顺利;选择正刃倾角3°~4°,减小切屑弹性变形,确保切屑流向待加工表面,减小切削力和切削热,提高已加工表面的质量;刀尖圆弧半径和倒棱刃宽度≤0.4 mm,以减少径向切削力[1,3]。
粗车车刀选用:主偏角为75°,材料为硬质合金(如图2所示)。
半精车刀选用:主偏角为93°,材料为硬质合金(如图3所示)。
精车采用:高速钢为W18Cr4v宽刃车刀,弹性刀杆(如图4所示)。
(2)梯形螺纹车刀。刀具材料选用高速钢W18Cr4V弹性刀杆。车刀的刀尖角度与牙形角一致,用对刀样板进透光性检查。刀头宽度:粗车刀的刀头宽度应为1/3螺距宽;精车刀的刀头宽度等于槽宽减0.5 mm。纵向前角:粗车刀一般为15°左右(如图5所示);为了保证牙形角正确,精车刀尽可能选10°以内,通常前角取5°~10°。纵向后角一般为6°~8°;刃磨两侧后角时,要根据螺纹的左右旋相加,减螺旋升角,即(3°-5°)±γ(导程角);刀尖要倒圆[3-4](如图6所示)。

3.1.5 切削用量
切削用量选择合理与否,直接关系到切削力和切削热的产生,造成工件变形。
(1)切削深度。为防止工件受切削力产生热变形,在保证必要的生产效率下,尽可能减少单边切削深度。
(2)进给量。进给量关系到切削厚度,虽然切削力将随进给量增大而增大,但因切削力与进给量不成正比率地增大,故为保证切削效率,宜适当增大进给量。
(3)切削速度。切削速度的提高有利于降低切削力,但切削速度过高易使工件在离心力作用下产生工件弯曲变形,故对长径比较大的细长轴工件,要适当控制切削速度。
由此,在粗加工和半精加工时,为减少径向切削用力,降低切削热,减少振动,增强刚性,所以要尽可能选择小切削用量,多走刀,小切削深度。
3.1.6 切削液
使用冷却液加工,可达到冷却和润滑作用,防止跟刀架支撑爪与工件摩擦而影响工件表面质量,延长刀具使用寿命,保证刀具的锋利和耐用度,以获得较高的零件表面质量。
实践证明,采用新型“阿莫灵”609切削液,效果较好,它是一种极压性较高的半合成切削液,其性能既结合了乳化液和全合成切削液的优点,又克服了两者的缺点。本例粗加工时的切削液浓度为3%~5%,精加工时的切削液浓度为10%~20%。
3.2 加工步骤
3.2.1 粗车
三爪夹撑,平右端面,打中心孔,左端留有50 m的工艺卡头。采用夹顶装夹方式,在卡爪与工件外圆间垫入绕工件圆周方向的φ4 mm钢丝。
选用75°反偏刀,主轴转速n=180 r/min,进给量 f=0.3 mm/r,背吃刀量为3 mm,多刀次进行车削,使用跟刀架。
采用反向进给方式,粗车各外圆,单边留2 mm余量,倒角,空刀槽暂不加工,车削时要充分使用冷却润滑液。
加工时,为消除振动,应使用反向进给方式进行加工作业。车刀主偏角为75°或90°的反偏刀。具体操作方法和注意事项如下。?譹?訛根据分次走刀要求,在机床主轴箱卡盘侧,先加工出长度为100 mm左右的“基圆”,走刀方向的加工面与毛坯面的端面车出45°斜面,防止正式加工时出现“打刀”现象。?譺?訛跟刀架置于车刀走刀方向的后面,即放置于已加工面。?譻?訛调整跟刀架支撑爪的压力,保持轻接触后再适当压紧,这是一个凭工人经验与手感操作的过程,防止工件产生竹节现状。?譼?訛跟刀架支撑爪宜选用灰口铸铁材料,修磨支撑爪凹圆弧面与工件外圆吻合,有条件时,支撑爪凹圆弧面通过本机床“自研磨”。?譽?訛“自研磨”是在靠近卡盘处,粗车工件一段长度约60 mm的粗糙表面,主轴转速调整到300~350 r/min,不用冷却液,支撑爪按照“外侧爪—下爪—上爪”的顺序逐一压向工件表面进行反复研磨,达到两者弧面全接触,稍等片刻,用冷却液冲洗掉研磨留下的支撑爪粉末,再研磨2~4 min,此过程要保持冷却液供给。
粗加工过程中稍有不慎,工件容易出現竹节等现象。一旦发生竹节现象,要及时处置,方法如下:①调整后顶尖顶紧力和溜板箱间隙,使其符合加工要求。②适当降低切削用量。③保持切削冷却液充分。④及时调整跟刀架支撑爪压紧力。⑤改用高速钢车刀低速加工,消除竹节状现象后再使用硬质合金刀加工。⑥适当增大车刀主偏角,保持刀刃锋利[3]。
3.2.2 人工时效
为消除工件的内应力、稳定金相组织和尺寸精度、改善机械性能,粗车加工过程中及粗车加工完成后,对工件进行1~2次的时效热处理。
3.2.3 半精车外圆
修中心孔,采用夹顶的装夹方法,选用90°车刀。主轴转速n=140 r/min,进给量为0.15~0.2 mm/r,切削深度为0.5~1.5 mm;车削时要用冷却润滑液。
加工各部外圆时,单边留0.5 mm的加工余量,空刀槽加工到尺寸,各阶台的长度尺寸加工到尺寸要求,螺纹外圆加工到尺寸并倒角。
3.2.4 双头梯形螺纹的加工
采取低速车削双头梯形螺纹的方法。车削时要用充足的冷却润滑液,在车削梯形螺纹时,同样采用跟刀架支撑车螺纹,但由于支撑爪与工件的接触不够,而且车削时螺纹牙边会出现毛刺,所以前面使用的铸铁材料支撑点的支撑爪已不再适用。本例在45钢的支撑爪上焊接一块硬质合金刀片,长度为12 mm左右,车削时支撑可靠,效果较好。具体加工步骤如下。
(1)粗车螺纹。按照机床挂轮表,调整挂轮手柄位置,采用左右赶刀法,先粗加工第一条螺旋线,螺纹槽牙宽两侧留0.2 mm的精加工余量,再加工第二条螺旋线。需要注意的是,对于大直径梯形螺纹等,可以采取刻线分头的办法进行加工,但对于小直径梯形螺纹等,采用刻线分头方法会导致零件表面杂乱无章,不便于加工作业。
(2)半精车螺纹。半精车目的是为精加工创造良好的条件,使用精车刀,要求边切削边使用冷却液。精车螺旋槽小径至尺寸要求,保持中拖板刻度一致,确保切削深度一致,加工一侧牙形,先用半齿样板做透光性检查,再用半齿双联样板检查,粗糙度值不大于Ra6.3;用百分表检查移动小拖板一个螺距,加工第二个侧面,中拖板刻度与车第一个侧面时保持一致,用半齿双联样板检查。
(3)精车螺纹。精加工的目的是修正螺纹分头的均匀性,达到牙形尺寸和表面粗糙度要求。使用螺纹精车刀、小拖板左右“赶刀”法修正牙形误差。同时,用半齿样板检查牙形角,用双联样板检查第一和第二条牙形精度,确保双头梯形螺纹加工精度。需要注意加工前调整小拖板相对于机床主轴线的平行度,保证分头精度;调整小拖板导轨与镶条的间隙,以手能移动为准,防止小拖板在加工中窜动而影响分头精度;加工时,要采用多次左右赶刀法加工并及时检查测量调整,切勿直接将一条螺旋槽精加工完成后,再分头精加工第二个螺旋槽;确保螺纹中径和螺距合格。
3.2.5 半精车和精车外圆
使用铸铁支撑爪的跟刀架,选用90°车刀,主轴转速n=120 r/min,进给量f=(0.15-0.2) mm/r。
将各带公差圓车至上偏差0.05~0.1 mm,其余各圆加工到尺寸。
精车采用低转速车削法,使用高速钢W1rCv4v宽刃精车刀装入弹性刀杆中,主轴速度n=28 r/min,进给量f=(8-12) mm/r,切削深度为0.02~0.05 mm。精车各公差外圆达图纸要求,最后切断。
4 结论
通过实际加工生产证实,以上方法和措施很好地解决了双头梯形丝杠的加工难题,加工方案简单实用,效率高,成本低,保证了加工后的零件质量。文中介绍的虽然是针对某一具体工件采取的加工技巧,但是对该类工件的加工具有普遍意义。
参 考 文 献
[1]王先逵.机械制造工艺学[M].北京:机械工业出版社,2007.
[2]郑文虎.典型工件的车削[M].北京:机械工业出版社,2012.
[3]上海金属切削技术协会.金属切削手册[M].上海:上海科学技术出版社,2000.
[4]富颂旗.轴向分线法车削多线螺纹方法浅析[J].机械工程师,2009(6):138-139.
