
偏差管理在制药企业中的实施
2021-08-11 01:25郭锋甄全伟戴海潮
上海医药 2021年13期
郭锋 甄全伟 戴海潮

摘 要 目的:介绍制药企业实施偏差管理的方法与必要性。方法:结合新版MHRA超标/超常调查指南以及ISPE-PDA根本原因分析工具,对制药企业偏差管理的实施进行阐述。结果与结论:建立良好的偏差管理制度,是制药企业自身发展与提升所必须具备的能力。
关键词 偏差 根本原因分析 风险评估 纠正措施与预防措施
中圖分类号:F406.2; R951 文献标志码:C 文章编号:1006-1533(2021)13-0051-04
Implementation of deviation management in pharmaceutical enterprises
GUO Feng, ZHEN Quanwei, DAI Haichao
(Yangtze River Pharmaceutical Group Co., Ltd., Taizhou 225300, China)
ABSTRACT Objective: To introduce the methods and necessity for implementing deviation management in pharmaceutical companies. Methods: In combination with the new version of MHRA out of specification & out of trend investigations and ISPE-PDA root cause analysis tool, the implementation of deviation management in pharmaceutical companies is comprehensively explained. Results & Conclusion: The establishment of a good deviation management system is a necessary ability for pharmaceutical companies to develop and improve themselves.
KEy WORDS deviation; root cause analysis; risk assessment; corrective action and preventive action
偏差(deviation)的定义首次在ICH Q7中出现,它是指对批准的指令或规定的标准的偏离(departure from an approved instruction or established standard)。偏差可分为实验室检验结果偏差和生产过程偏差[1]。实验室检验结果偏差是指在实验室检测过程中出现的样品检测结果超出质量标准规定或历史检测结果的趋势(out of specification or out of trend,以下简称OOS/OOT);生产过程偏差是指发生在生产过程中的偏差,其涵盖了车间生产、物料管理、设施与设备管理、质量管理、员工培训与生产管理相关的所有活动。偏差的调查过程一般包括:偏差的识别、偏差的调查、根本原因分析、风险评估、纠正措施与预防措施(corrective action and preventive action,以下简称CAPA)。
1 偏差的识别
偏差产生后,相关部门应立即上报。质量管理部应制订偏差上报的书写模板,确保偏差在发生时有效的、关键的信息被及时记录。一般采用5W原则,记录偏差发生的时间、地点、人物、事件和采取的紧急措施。
上报偏差以及启动偏差调查,应规定一定的时限。时间的滞后,可能导致偏差的影响范围、影响程度扩大,同时可能对后期的偏差调查造成更大的困难。一般建议应在1个工作日内将偏差上报质量管理部[2]。在偏差产生时,为避免偏差的扩大,会采取紧急措施,并经质量保证(quality assurance, QA)人员同意。在特殊情形下,譬如深夜QA人员无法到达偏差发生的现场,须通过电话沟通与QA人员确认紧急措施。
根据偏差发生后对药品质量产生的潜在影响,可将偏差分为微小偏差、主要偏差与重大偏差。任何偏离既定规程的偏差皆应记录并加以解释,但并非所有的偏差均需进行调查。对于关键性偏差应进行调查,并按GMP要求记录调查过程和结果[3]。
2 偏差调查
在开启偏差调查后,应确保偏差调查的客观、公正。在记录调查内容时,应使用客观的词语进行记录,如“检测结果为112.5%,大于标准规定的上限101.0%”;应避免使用主观的描述,如“检测结果远大于标准规定”。
在进行信息搜集前,可以先问几个问题:事发时情形、影响因素或干扰、涉险人状态。开始收集信息时,如果该偏差涉及多方人员,须对每一方人员进行询问调查;收集信息的过程中,要有记录,可采用拍照等方式。
对于实验室检验结果偏差调查的流程,推荐按照英国药品与健康产品管理局(Medicines and Healthcare Products Regulatory Agency,以下简称MHRA)2018年新发布的OOS/OOT调查流程开展(图1)[4]。Ⅰ阶段调查主要由实验室主导,针对检测过程中可能存在的实验室差错来开展调查。Ⅰ阶段的调查可细分为Ⅰa、Ⅰb调查。其中,Ⅰa调查主要针对检测过程中出现的明显异常情况,如断电、仪器突发故障等客观现象;Ⅰb调查为实验员与实验室主管开展的初步调查,但应仅限于对数据、仪器/设备、检验过程的分析、回顾,并根据初步调查结果,开展复测(re-measurement)。当OOS/OOT结果被证实,则开启Ⅱ阶段生产过程偏差调查。Ⅱ阶段调查由QA人员主导,对生产的全过程进行调查,包括原辅料的入库、车间生产、样品转运等环节;必要时,Ⅱ阶段的调查参与人员要涵盖QA、供应商、车间主任等人员。在Ⅱ阶段调查时,可进行重新取样(resampling)与重测(retesting)。重测次数应确保统计学上的有效性,推荐重测次数为5、7或9次,但MHRA同时建议,应尽可能地避免重测。Ⅲ阶段主要针对影响范围进行调查。
3 根本原因分析
日本著名的质量管理大师菅直人(Naoto Kan)有句名言:“如果你不理解问题的原因,就不可能解决它。”根本原因的分析,对制订合理的CAPA至关重要。目前,制药企业普遍缺乏有效的根本原因分析工具与方法,或缺乏有效运用根本原因分析工具与方法的能力。
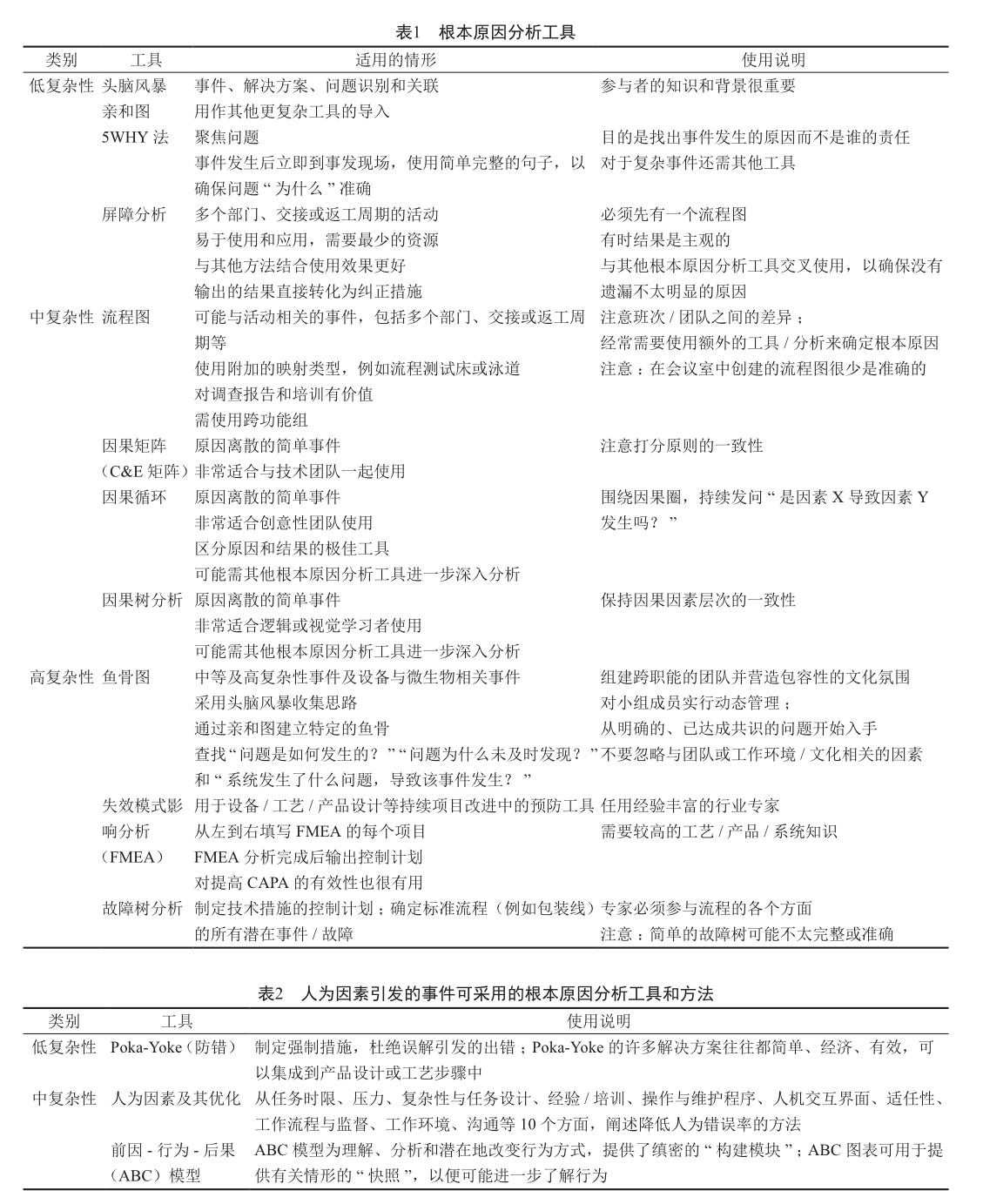
国际药物工程学会(International Society for Pharmaceutical Engineering,以下简称ISPE)和非肠道药物协会(Parenteral Drug Association,以下简称PDA)《根本原因分析(Root Cause Analysis)》指南中介绍了常用的根本原因分析工具[5],并根据事件的复杂程度推荐选择适用的工具(表1)。人为因素是引发事件的一个重要因素,却往往也是最难根除的一个因素,因此,关于人为因素引发的事件,该指南推荐了特别的根本原因分析工具和方法(表2)。
部分偏差调查,通过信息收集,并不能找到根本原因,则退而求其次需寻找最大可能原因。在这种情况下,“大胆假设,小心求证”,推测可能的原因,并对可能原因开展假设性试验,来确认最大的可能原因。
4 风险评估
对调查发现的根本原因或最大可能原因,识别出风险点,并对风险点进行FMEA(failure mode and effects analysis,以下简称FMEA)分析。
采用FMEA分析时,一般根据对风险发生的严重程度(severity,以下简称S)、发生的可能性(occurrence,以下简称O)、危害结果的可检测性(detection,以下简称D)进行评分,计算风险优先系数(risk priority number,以下简称RPN)。按RPN值的大小,将风险划分为高、中、低,然后采取纠正与预防措施,将高、中风险降低为低风险[6]。
最新的FMEA手册采用了“行动优先级(action priority,以下简称AP)”替换“风险优先系数(RPN)”,根据AP值高、中、低水平确定行动优先级。基于S、O、D等级组合的AP级别更有利于防错。即使可检测性很高,AP在严重程度(S)和发生可能性(O)为中等级别时,也被视为高或中等风险[7]。虽然FMEA手册首版在汽车工业领域发布,但正如FMEA手册来源于汽车制造业,随后在工业制造的各个行业开始被采用,使用AP法取代RPN法也将是制药工业FMEA工具的趋势。
偏差过程中,若涉及产品或物料的放行,则在产品或物料放行前,所有与该批产品有关的偏差应均已有明确的解释或说明,或者已经过彻底调查和适当处理;如偏差还涉及其他批次产品,应当一并处理[3]。
5 纠正和预防措施
经过风险分析,输出CAPA,输出的措施一般包括:纠正、纠正措施与预防措施。纠正是针对已产生的错误可立即执行的行为;纠正措施是针对已发现的不符合或其他不期望的情况的原因采取的措施,以防止问题的再次发生;而预防措施是针对除潜在的不符合或其他潜在不期望的情况的原因所采取的措施。CAPA的落实,是制药企业持续质量提升的过程,因此,CAPA在实施后,并不意味着偏差的结束。在日常工作中,有必要对CAPA进行持续跟踪、确认CAPA的执行效果,并形成CAPA的回顾报告。
6 结语
偏差的处理,已逐渐成为检查官的审计重点。无效OOS发生率、偏差重复发生率、偏差调查按时完成率、CAPA按时完成率以及再培训的比例均为企业质量管理的重要指标[8],其中无效OOS发生率更是作为美国 食品药品管理局(FDA)质量量度指南的重要指标[9]。查看FDA历年GMP检查缺陷数据可知,近年来偏差调查的缺陷数量一直稳居前三[10]。
建立良好的偏差管理制度,不仅是药品监管的法规要求,更是企业提升自身质量管理水平、体现企业药品质量风险控制水平的手段与方法,也将助推企业赢得更广阔的市场。
参考文献
[1] 梁毅. 药品生产的偏差分析[J]. 医药工程设计, 2008, 29(1): 37-40.
[2] 谭建新, 丁力承, 付秋雁. 良好的制药企业偏差管理[J].上海医药, 2018, 39(9): 47-50; 60.
[3] 中华人民共和国卫生部. 药品生产质量管理规范(2010年修订)[EB/OL]. (2011-01-17) [2020-08-13]. http://www. gov.cn/gongbao/content/2011/content_1907093.htm.
[4] MHRA. Out of specification guidance [EB/OL]. (2018-02-26)[2020-08-13]. https://www.gov.uk/government/publications/ out-of-specification-investigations.
[5] ISPE-PDA. Guide to improving quality culture in pharmaceutical manufacturing facilities[EB/OL]. (2019-10-12) [2020-08-13]. https://ispe.org/initiatives/regulatory/ quality-culture.
[6] 田磊, 陳玉文. FMEA法在药品生产偏差处理过程中的应用[J]. 中国药事, 2020, 34(7): 776-780.
[7] 吴凡, 蒋诗新, 邬意, 等. AIAG-VDA新版FMEA标准解读[J]. 电子产品可靠性与环境试验, 2019, 37(S1): 228-235.
[8] 包敏芝, 胡廷熹. 质量量度在国内药品生产企业中的应用[J]. 上海医药, 2016, 37(23): 69-72; 78.
[9] FDA. Guidance document submission of quality metrics data guidance for industry[EB/OL]. (2020-05-05) [2020-08-13].https://www.fda.gov/regulatory-information/searchfda-guidance-documents/submission-quality-metrics-dataguidance-industry.
[10] 葛渊源, 张景辰, 陈桂良. 美国FDA 2019财年GMP检查缺陷数据分析及启示[J]. 中国医药工业杂志, 2020, 51(2): 276-283.
猜你喜欢
数学物理学报(2022年6期)2022-12-15
学生天地(2020年6期)2020-08-25
数学年刊A辑(中文版)(2020年2期)2020-07-25
价值工程(2016年29期)2016-11-14
时代金融(2016年23期)2016-10-31
大众理财顾问(2016年8期)2016-09-28
企业导报(2016年10期)2016-06-04
邯郸职业技术学院学报(2016年2期)2016-02-27
系统医学(2016年8期)2016-02-20
空间控制技术与应用(2010年3期)2010-12-23
