
关于冲压外覆盖件模具使用二级修边结构减少铁屑的应用
2021-08-05 06:37何福林吴小东何海兵孔令业
汽车实用技术 2021年14期
何福林,吴小东,何海兵,孔令业
(柳州柳新汽车冲压件有限公司,广西 柳州 545005)
引言
汽车厂家对外覆盖零件的外观质量要求非常高,全新冲压线可以采取先进设备、先进工艺、先进的模具结构控制解决,但在由人工冲压线改造成自动化冲压线或者新投入自动化冲压线的情况下,旧模具结构限制容易产生很多的外观质量问题,其中较难解决的是零件的凹凸包。传统的人工生产冲压线,生产过程中可以靠人工对零件的外观质量进行检查,有凹凸包缺陷时可以及时由人工对模具、板料等进行清洁,但在自动化生产线由于线体封闭、整线连续高速生产,通常需要整线停线才能对缺陷进行处理,导致故障率高,零件返修率高,因此必须引起足够的重视,寻求一种可靠的解决方案。
1 冲压件凹凸包产生原因分析
自动化冲压生产线外覆盖件生产过程中,生产线封闭、板料经清洗机清洗后放入模具成型、修边等工序,过程中由于修边工序产生铁屑被带入下一序模具型腔内,导致零件上产生凹凸包,凹凸包位置随机,大小不一样,如图1:

图1 凹凸包产生示意图
由图1可以看出,铁屑带入模腔后冲压件上产生凹凸包,自动化冲压线在线尾出件时才能通过人工检验出来,操作人员需要停线从最后一序逐序往前排查,查到铁屑后再对模具进行清洁,每次停线时间至少2分钟,每批次会反复处理3~10次,停线时间长,冲压件返修率高。
2 模具修边铁屑产生原因分析
修边模产生铁屑有两类,一类为废料刀处产生铁屑,另一类为正切部位产生铁屑,其中废料刀处产生铁屑占比90%以上。废料刀处的铁屑产生主要是由刀口的剧烈过度造成的,这是废料刀本身的结构缺陷,板件和废料刀有一小段位置离空,修边铁屑主要产生在该处位置,如图2、图3所示。
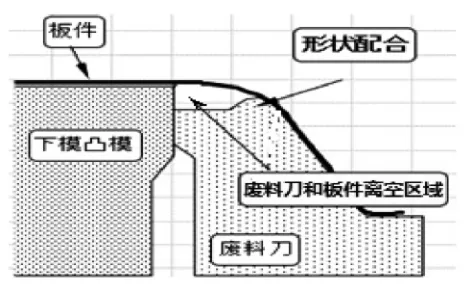
图2 废料刀和板件形状配合情况

图3 废料刀处产生的铁屑
3 模具修边铁屑解决方法
(1)修边模具正切部位产生铁屑:主要是和模具的冲裁间隙、模具刀块的垂直度、模具刀块刃口的粗糙度以及吃入量等相关,如图4中的要求,由模具维修人员对模具做好维护保养,出现问题后及时对模具进行修理,该类问题就可以得到很好的控制。
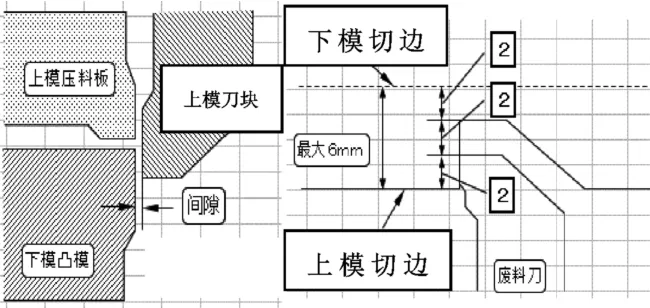
图4 冲裁间隙、吃入量等要求
(2)修边模具废料刀处产生铁屑:修边模具四周布置有废料刀时,废料刀处产生的铁屑非常难清除。使用各种常规方法,如吹气或吸气收集铁屑、废料刀处涂黄油等,对铁屑的清除效果不理想,只能从减少铁屑产生的思路去探讨。通过改变模具废料刀结构,引入二级修边、浮动废料刀以及浮动修边刀等方案,可以减少或消除铁屑产生,综合考虑成本、实施难易程度、可靠性等方面,选择二级修边改造方案。
以某车型车门外边修边模具为例,改造前模具四周布满11把废料刀,如图5,铁屑造成的凹凸包返修率月度平均为16%。

图5 修边模具四周废料刀布置情况
对模具结构进行分析,取消前后侧共6处废料刀,布置4处二级废料刀,模拟废料排放确定二级废料刀的位置、高度等,对模具两端的废料刀位置进行调整,前后侧带有定位作用的废料刀取消后需增加辅助定位,修改模具图纸并给出改造的技术要求,如图6。

图6 二级修边改造设计图纸
模具完成改造后,经多批次生产验证,月度因铁屑造成的凹凸包返修率降低至 3%以内,效果达到预期要求,改造后模具如图7、图8所示。

图7 改造后的模具实物图

图8 改造后的模具实物图示
4 结束语
在当今汽车市场竞争越来越激烈的情况下,如何降低制造成本,提高白车身品质,保持产品的竞争力,是汽车厂重点研究的课题,因此需要不断开拓思路,挖掘潜力,提出优化改善方案,而修边模二级修边结构改造就是比较好的案例,在不重开新模的前提下采用较低成本的改造实现了二级修边的功能,减少了停线故障,降低了冲压件返修率,可以进行适当推广。
猜你喜欢
模具制造(2022年3期)2022-04-20
初中生学习指导·中考版(2021年2期)2021-09-10
中国检察官·经典案例(2020年12期)2020-01-11
孩子(2019年1期)2019-01-23
小天使·六年级语数英综合(2018年6期)2018-10-08
军事文摘·科学少年(2018年5期)2018-09-29
发明与创新·中学生(2017年3期)2017-03-31
文理导航·教育研究与实践(2016年5期)2016-05-14
Coco薇(2015年5期)2016-03-29
爆笑show(2015年10期)2015-11-18
