
基于角度域分析的某四缸机异响排查及改进
2021-08-05 06:37邢维者陈寒霜田子龙徐仰汇
汽车实用技术 2021年14期
邢维者,陈寒霜,田子龙,任 超,徐仰汇
(广州汽车集团股份有限公司汽车工程研究院,广东 广州 511434)
前言
截止2019年底,全国汽车保有量达2.6亿辆。人们在购车时除了关注外造型、经济性、内饰及动力性之外,对汽车的舒适性也有了更加苛刻的要求。整车 NVH性能是衡量车辆品质高低的重要指标之一[1],中消协发布的《2019年全国消协组织受理投诉情况分析》显示,汽车及零部件高居商品类投诉榜第一名,总量达到34 335件,占比消费者总投诉的42%,同比增长 25.1%,其中,发动机、变速器为主要投诉部件。相比于变速器,消费者对发动机异响方面的问题更为敏感。通常遇到哒哒声、唧唧声等异响问题,都会寻求售后的帮助。因此,整车 NVH性能已成为各大主机厂的重点提升方向之一[2]。
发动机都在朝着低摩擦、高性能的方向发展[3]。在提升发动机各项指标参数的同时,还应该要兼顾发动机 NVH性能。尤其是发动机异响方面的问题,对零部件之间的间隙控制有了更高的要求。
十几年前,测试设备及软件功能较为简单,对于发动机内部敲击异响问题,通常只能通过更换零部件进行排查。近年来随着工程经验的积累和设备功能的完善,噪声源的识别方法越来越丰富。通常来说,发动机 NVH问题都是以转速及时间为单位进行分析。随着发动机NVH性能研发的深入,传统的FFT分析方式已经不能满足发动机NVH问题点的排查及优化。角度域分析方法,以发动机工作周期为单位进行数据分析,通过对数据进行角度域转换,可以将发动机振动及噪声信号与发动机工作相位建立联系,有利于寻找出异常信号发生的规律及原因,从而快速锁定问题根源。因此,角度域分析法在发动机 NVH问题点的排查和优化中的应用越来越广泛。
某自主研发的1.3 L四缸发动机热机怠速工况存在“哒哒声”异响,并且现象不稳定,冷机无此问题。发动机近场噪声时域测试数据如图1所示,在42 s及55 s时,发动机出现哒哒声。

图1 怠速工况发动机近场噪声
取一秒钟的数据进行分析,如图2所示,结果表明,一秒钟内发动机出现了6次敲击声。对应该转速下(700 rpm)可得,发动机每转两圈,哒哒声出现一次。
本文对该四缸发动机内部敲击产生的哒哒声问题展开研究,结合发动机电控信号,测试时将发动机相位信号与发动机振动噪声信号同时进行采集。运用角度域分析方法,对发动机内部敲击时刻进行分析,锁定敲击时刻及敲击位置。对敲击位置进行局部优化,以消除发动机哒哒声。
1 测试及角度域分析结果
发动机在工作时,曲轴位置传感器及凸轮轴位置传感器监测配气相位机构所处的位置,这些位置信息传达到 ECU(发动机控制单元),从而确定各气缸的喷油量及点火时刻[4]。可以将振动噪声信号与相应的曲轴位置信号、凸轮轴位置信号或者点火信号同时采集,建立起发动机振动噪声信号与发动机配气机构位置之间的联系[5]。
同时采集噪声信号、一缸点火信号及曲轴位置齿圈信号,截取一秒钟的时域数据(图 3)。四冲程四缸发动机工作一个周期曲轴旋转 720°CA,选取一缸压缩上止点作为零参考点,对数据进行角度域分析(图 4)。结果表明,怠速工况下,一秒钟发动机一秒钟工作了六个周期,哒哒声出现六次,即发动机每工作一个周期哒哒声出现一次。
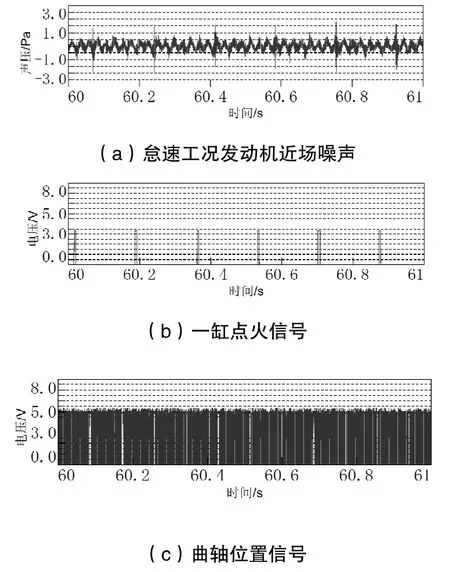
图3 时域数据测试结果

图4 近场噪声角度域分析结果
选取一个周期数据进行分析,如图5所示。结果表明,哒哒声出现在一缸压缩上止点后200°CA的时刻。
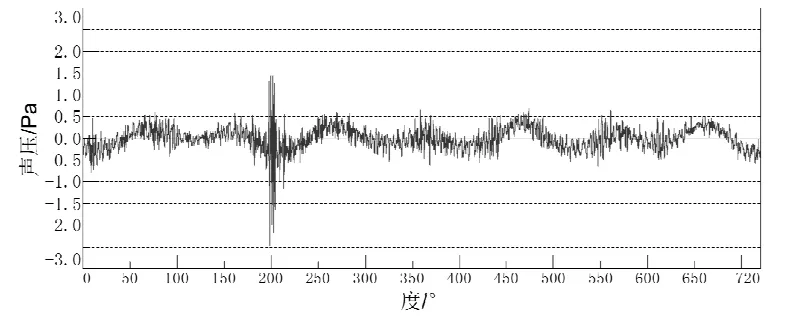
图5 一个周期近场噪声角度域数据
2 异响源排查及试验验证
为进一步分析异响源位置,在发动机本体上进行振动测试,测试结果如图6所示。缸体振动数据存在与哒哒声出现时刻相同的振动信号,因此可以确定发动机哒哒声来源于缸体内部的机构。

图6 缸体振动信号与近场噪声信号对比
该款发动机工作过程中的点火顺序为一、三、四、二,各缸工作过程如图7所示。结合角度域分析结果,哒哒声出现时刻为一缸压缩上止点后 200°CA,此时三缸处于做功状态,因此初步判断敲击位置来源于三缸的活塞连杆总成。
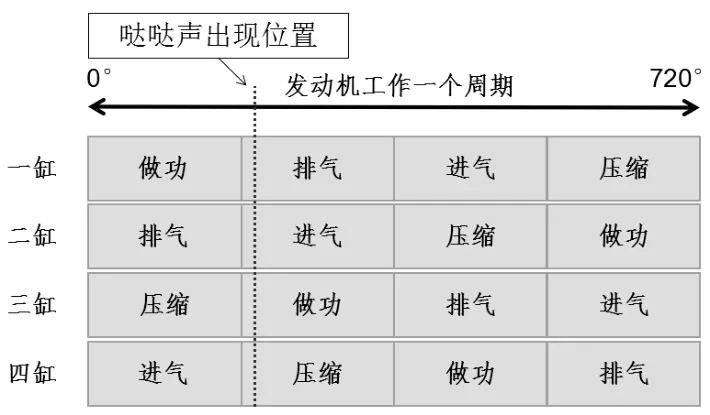
图7 发动机工作过程
缸体内部主要包含曲轴、连杆、活塞及活塞销等[6]。产生敲击的位置主要为零部件之间存在间隙的区域。其中活塞与活塞销、活塞与气缸、活塞销与连杆小头、连杆大头与曲轴轴颈之间均存在一定的间隙[7]。因此,需要重点排查这几个样件之间的配合间隙。
将第三缸的活塞连杆总成与第四缸的活塞连杆总成进行对调。测试结果如图8所示,结果显示,哒哒声出现时刻变为380°CA,与原状态相比,转移了180°CA,此时的敲击时刻为四缸做功行程。据此确定,哒哒声敲击与三缸的活塞连杆总成有关。

图8 对调三、四缸活塞连杆总成的近场噪声测试结果
3 异响源分析及改进方案
将第三、四缸的活塞连杆总成拆解进行测量。结果显示,活塞与活塞销、活塞与气缸、活塞销与连杆小头、连杆大头与曲轴轴颈之间的间隙均在设计范围之内。但对比连杆小头与活塞销之间的间隙,第三缸的连杆小头与活塞销之间的间隙大于第四缸连杆小头与活塞销之间的间隙。图9为连杆小头与活塞销之间配合的示意图。
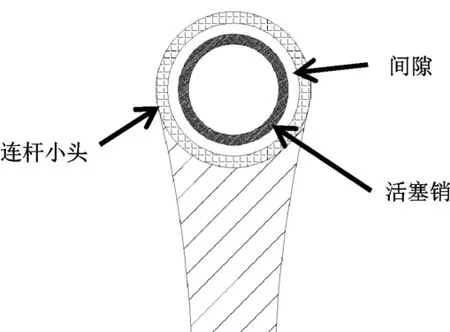
图9 连杆小头与活塞销配合示意图
结合测试结果,对敲击位置进行分析。敲击时刻为三缸做功行程,当活塞压缩混合气时,受到混合气压力的影响,连杆小头下侧顶着活塞销,活塞上行,如图 10(a)。当混合气被点燃,气缸内压力急剧增大。此时活塞下行,连杆与活塞销之间的位置发生改变,由于活塞销与连杆小头之间存在一定间隙,从而产生了敲击,如图10(b)。
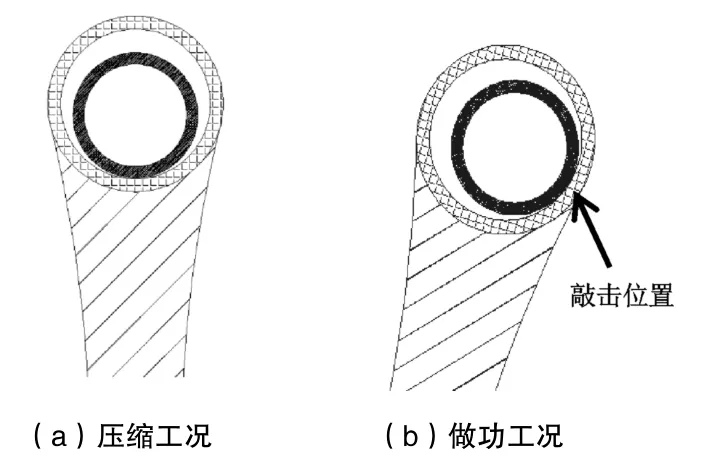
图10 连杆小头与活塞销敲击示意图
生产过程中,活塞销和连杆小头存在一定的制造公差。从控制公差范围的角度对间隙进行控制,会导致样件的废品率升高,成本上升[8]。
为控制成本,提出了增大连杆小头与活塞销之间油膜厚度的方案进行改进。通过在连杆小头上加工储油槽,如图11所示。发动机在工作时,可以将一定量的机油存储在连杆小头中,使得连杆小头与活塞销之间有充足的机油。在气缸的做功行程,充足的机油形成的油膜间隙可以缓解连杆小头与活塞销之间的敲击程度。

图11 连杆小头改进方案
对改进后的连杆进行试验验证(图12),主观评价哒哒声消除。测试结果显示,200°CA附近的哒哒声异响已经消除。

图12 工况锁扣X向刚度位移云图
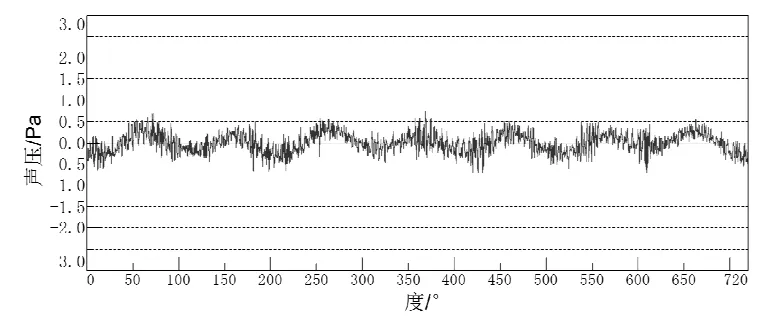
图12 改进后发动机近场噪声测试结果
4 总结与展望
本研究以某四缸发动机内部敲击产生的哒哒声问题点作为案例,介绍了角度域分析方法在发动机异响排查中的应用优势。通过测试发动机相位信号,将测试数据进行角度域转换,对发动机内部敲击时刻进行分析。结果表明,在第三缸做功时,连杆小头与活塞销之间产生敲击。通过优化连杆小头与活塞销之间的油膜间隙,消除了发动机哒哒声。
利用角度域分析的方法,以发动机工作周期为单位,将发动机相位与振动噪声问题建立起关联,有利于寻找出异常信号发生的规律及原因,从而快速的锁定问题根源。
猜你喜欢
农业装备与车辆工程(2022年5期)2022-10-31
阅读(科学探秘)(2021年8期)2021-09-01
百科探秘·海底世界(2019年9期)2019-09-25
科学与财富(2018年23期)2018-08-19
农机使用与维修(2014年5期)2014-09-23
农村百事通(2009年14期)2009-08-04
