红外线加热在塑料焊接技术中的应用与研究
2021-08-04 18:21滕志浩
时代汽车 2021年11期
滕志浩


摘 要:本文详细介绍了红外焊接技术的基本原理,及其核心部件—红外发生器。阐述了该技术在仪表板焊接领域中的应用情况,并通过案例分析找出影响外观不平的主要因素,通过数据归纳找到优化方向:优化产品结构、优化工艺参数,最终改善了产品的外观质量。
关键词:红外线加热 塑料焊接 红外发生器 外观不平
Application and Research of Infrared Heating in Plastic Welding Technology
Teng Zhihao
Abstract:This article describes in detail the basic principles of infrared welding technology and its core component-infrared generator. The application of this technology in the field of instrument panel welding was explained, and the main factors affecting the uneven appearance were found through case analysis, and the optimization direction was found through data induction: optimizing product structure, optimizing process parameters, and finally improving the appearance quality of the product.
Key words:infrared heating, plastic welding, infrared generator, uneven appearance
随着汽车技术的不断进步,人们对汽车仪表板的需求也从常规功能延伸到安全性、可靠性、舒适性等诸多方面,人/车界面的复杂化使得仪表板的设计越发天马行空;而随着工程塑料在汽车领域应用的比重不断增加,选择合适的焊接方式实现塑料零件之间的连接就显得尤为重要。传统焊接工艺的局限性对设计本身提出了诸多要求,严重限制了产品设計的自由度。
红外线加热技术适用于复杂曲面的零件及大型结构性塑料零件的焊接,它可以在不接触产品的情况下熔化热塑性塑料,经红外焊接后的两个部件间的焊缝可达100%气密性,不会在焊缝处出现焊渣或飞边等,其特有的优势越来越受到诸多汽车厂商的喜爱,在如今众多车型中均有应用,如上汽大众的凌度和明锐车型、沃尔沃XC60车型等。
1 红外焊接技术原理
1.1 红外线介绍
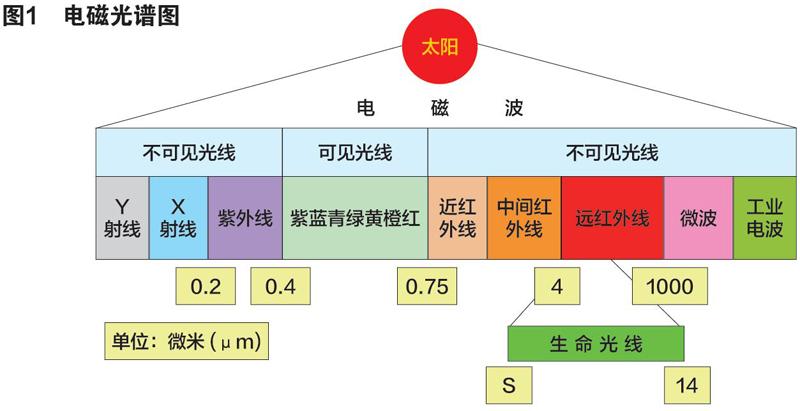
红外线是太阳光线中众多不可见光线中的一种,是波长介于微波与可见光之间的电磁波,波长在1mm到760纳米之间,分为短波(0.75~1.50μm)、中波(1.50~3.0μm)和长波(3.0~1000μm)3个区域,如图1所示。
1.2 红外线加热原理
红外线频率较低,只能穿透物质原子、分子的间隙中,使原子、分子的振动加快、间距拉大,从而增加热运动能量。从宏观来看,物质受热熔化、汽化,但物质本质没有发生改变,这就是红外加热的原理。
1.3 红外焊接
红外焊接采用非接触式的辐射型加热方法,通过由能量控制的红外发生器来焊接塑料件。红外线照射在被加热零件上发生反射、吸收和传输3种传导方式(如图2),零件通过吸收红外辐射热量达到一定温度从而使材料熔化进行焊接。
产品经红外焊接时,红外发生器插入两个塑料件之间,当工件靠近红外发生器时,零件开始熔化。到达预先设置的加热时间后,焊筋熔融充分,此时红外发生器迅速撤离,随后左、右两个工件合并在一起,当达到一定的焊接时间和焊接深度后,焊接过程完成。具体焊接流程如图3所示:①放件、红外发生器插入至指定加热位置;②加热,使焊接筋呈熔融状;③胎模后退,红外发生器回到初始位置;④合模,焊接并冷却;⑤胎模打开,取出零件。
2 红外发生器
2.1 红外发生器介绍
目前,红外焊接工艺已广泛应用于仪表板产品制造中。红外焊接焊胎具由三部分组成:上胎具/或左胎具、红外线发生器和下胎具/或右胎具(如图4),红外线发生器是其核心部件。如前所述,红外线分为短波、中波和长波,每个区域各具特点:短波,穿透力较强,可被物质内部吸收;中波,穿透力较浅,大部分被物质表面吸收;长波,大部分被反射,极少量被物质表层吸收。因此,应用于仪表板制造的红外线发生器主要有两种形式:石英玻璃灯管(短波)和金属箔(中波),如图5所示。
2.1.1 石英玻璃灯管
石英玻璃灯管由钨丝外套带有反射层的石英玻璃管组成。石英玻璃管具有极强的红外线穿透率,能够在1000℃以上持续稳定地工作,并具有较好的耐腐蚀性。同时,为了更好地将发生器的辐射能量聚集在被加热材料上,石英管外壁会添加镀金反射涂层,可以使超过90%以上的红外光定向辐射,以提高红外加热效率。
石英玻璃灯管分为标准管和异形管。标准管又分为双管和单管,如图6所示。
2.1.2 金属箔
金属箔发生器由陶瓷模和镶嵌在陶瓷模凹槽中的镍制金属薄片组成,如图7所示。陶瓷模的热绝缘性可以有效阻隔加热器之间的热辐射影响,从而确保产品加热的均匀性;陶瓷可以做到更佳的随形度,以确保产品整个区域加热距离的一致性。镍制金属薄片常作折弯处理,以便于在陶瓷模中安装、固定。
相比普遍使用的石英玻璃加热灯管,金属箔发生器的有效辐射功率与材料吸收率更加匹配,对能量的利用效率也更高;由于辐射的能级密度远低于红外加热灯管,也大大降低了过度烘烤对零件造成的塑料件变形的风险。
2.2 红外发生器选择
短波发生器表面温度可达1800~2200℃,可用于塑料零件的焊接。由于吸收率低,热辐射能更深入地渗透到材料内部,从而确保均匀加热。同时,使用短波发生器,达到材料表面分解温度的速度也会慢一些,从而避免热破坏。中波发生器的的表面温度在800~950℃之间,由于大部分热辐射被最表层材料所吸收,因此,中波发生器主要用来加热表层材料,如塑料薄膜的焊接和油漆的干燥等。
因此,针对不同材料、不同工艺方法选择合适的红外发生器是非常必要的。发生器波长的选择应与材料的吸收光谱相一致,这样会使得在没有任何额外环境和设备加热的条件下,加热产品更快。选择合适的红外线发生器,能很大程度上降低工厂的设备能耗。
3 红外焊接产品外观不平问题研究
在红外焊接过程中,零件会经历高温和逐渐冷却的过程,由于两个零件材料、尺寸、特征结构等诸多因素的差异,会导致其冷却速度和收缩变形程度出现不一致,焊接完产品会因为内应力的存在而产生凹凸不平等外观问题。此外,红外焊接工艺参数设置的不合理,以及红外焊接设备、模具的结构设计缺陷也会影响到零件的外观状态。
某車型仪表板(骨架壁厚2.5 mm)通过红外焊接(红外加热灯管发生器)与风道骨架连接在一起(如图8),焊接完后,在气囊区域呈现不同程度的凸起,触感明显。
红外焊接在国内是一种比较成熟的塑料焊接工艺,已经在多个车型项目上均有使用,此前也没有反馈有类似明显凸起的缺陷。为了研究引起该缺陷的原因,我们选取前道发泡件外观良好的仪表板零件A和外观有明显不平的零件B为研究对象。两个零件其余因素:材料牌号、骨架壁厚、焊筋形状/数量等均一致。
3.1 零件变形量分析
使用三维白光扫描设备对焊接后的零件A和B进行扫描,结果如图9所示。
红色区域表示测量点产品位置高于理论值,用“+”表示;蓝色区域表示测量点产品位置低于理论值,用“-”表示。颜色越深表明变形量越大。两个零件的变形量如表1所示。
从表中可以看出,A零件在区域1内的变形量均小于0.45mm,目视及触感均没有明显的不平;在区域2内的变形量在0.45~0.62之间,目视不平明显,触感亦明显。B零件在区域1内的变形量大部分在0.45mm以内,个别点在0.45mm上下波动,目视及触感有轻微的不平;在区域2内的变形量在0.45~0.52之间,目视不平明显,触感亦非常明显。上述统计表明,零件经红外焊接后,表面变形量控制在0.45mm以内,产品表面就不会出现明显的凸起及不平。
3.2 红外焊接外观不平的影响因素分析
影响红外焊接的关键工艺参数有两个:加热管功率和加热时间。加热管功率越大、加热时间越长,零件所吸收的热量就越多,冷却后产品内应力也会越大,变形趋势也就越明显。这种红外焊接形式为了减少对零件非焊接区域的热辐射影响,往往会在胎模内使用遮光板,并在焊筋位置开孔以使红外线照射在焊筋上进行加热。遮光板与焊筋之间的距离也会影响红外线照射在零件上的辐射区域大小,从而影响产品变形区域的大小。此外,零件壁厚、加强筋结构及数量以及焊接方式(筋对筋焊接/筋对面焊接)的选择等因素也会影响零件的抗变形能力。
为研究红外焊接的外观不平问题,我们制作了试验工装,工装由红外加热灯管、遮光板、千分表等组成。利用加热灯管(功率可调节)对零件焊接区域进行加热;遮光板到零件的距离可以根据试验需要进行高度调节;千分表则用来测量零件焊接后外观不平位置的变形量。
为了研究不同因素组合下的零件变形量,我们选取壁厚、加热时间、加热管功率、遮光板距离4个因素,并赋予每个因素2个水平值,如表2所示。将各因素用DOE进行分析得到16组试验样件,如表3所示。在两种焊接方式(筋对筋、筋对面)下进行了组合试验,零件变形量结果如表4所示。
从表中可以看出:采用筋对筋的焊接方式要比筋对面的焊接方式变形量要小。对比16种各因素组合下的零件变形量,编号2组合(A2B1C1D1)下,即壁厚为3mm,加热时间为10s,加热管功率为70%,且遮光板至焊筋的距离为15mm时,零件的变形量为最小。
根据以上验证结果,将产品壁厚由原先的2.5mm增至3.0mm,同时调整焊接工艺参数:缩短加热时间,适当降低加热管功率,并且将遮光板至焊筋的距离调至15mm,优化后的产品表面不平问题得到改善,三维白光扫描结果如图10所示。
4 结语
红外线发生器工作时表面温度可达800~2200℃,零件经红外焊接时会吸收大量的热量。在冷却过程中由于诸多因素的影响导致冷却速度和变形的不同步,造成内应力的产生而引起产品表面不平现象的发生。在实际生产中可从两方面入手:一是从产品结构设计出发,增加零件壁厚,采用筋对筋焊接方式来提高零件自身的抗变形能力;其次,可以从减少焊接过程中零件吸收热量着手,减少焊接时间、适当降低加热管功率等。通过两种方式的结合、互补,来获得比较满意的产品外观状态。