低温液体储槽的真空修复
2021-08-02 02:14:06赵广彪
工程技术与管理 2021年11期
赵广彪
北京首钢气体有限公司,中国·北京 101304
1 引言
在现实生产中,随着低温液体储槽使用年限的增长,由于绝热材料的放气和壳体的泄漏,低温液体储槽的夹层真空度呈逐年下降趋势,一般在使用3~5年后需要对不符合要求的设备进行维护和真空修复。论文主要以公司移动式液化天然气低温液体储槽即LNG低温液体运输半挂车为例介绍低温液体储槽的真空修复,并根据实际操作经验和现场反馈详细叙述有关的注意事项和要点。
2 低温技术的发展及应用
20世纪初,膨胀机制冷方法的发明使气体液化技术迈出实验室开始走上工业规模,液化空气的技术随之发展为制氧工业。近代随着社会经济的发展以及科学技术的进步,低温技术得到进一步的研发和应用,被广泛应用于焊接、航空、医疗、电子、材料、化工和能源等领域[1]。低温技术的应用实际上是低温液体的广泛使用,而这些低温液体多为某些气体的液态形式,其沸点往往都在-150℃以下,在常温环境中这些低温液体极易吸热气化,同时由于其具有较高的气化比,急剧气化会形成大量气体,在封闭容器内堆积会造成压力急剧上升而形成危险。面对当今时代各行各业对低温液体的大量需求,为解决低温液体因受热蒸发而带来的经济损失和安全风险,能够储运低温液体的低温液体储槽应运而生,为大量低温液体的储运提供了可能性。
3 低温液体储槽简介
低温液体储槽分为固定式和移动式,固定式又分为立式和卧式,移动式主要以低温液体运输半挂车为代表。储槽结构为夹套式真空容器,由两个同心圆罐组成,内筒和外筒间有拉撑件使两者联系在一起,外筒一般为碳钢材质,内筒一般为耐低温的不锈钢材质,盛装低温液体比如液氧、液氮、液氩和液化天然气等,图1为低温液体储槽结构图。
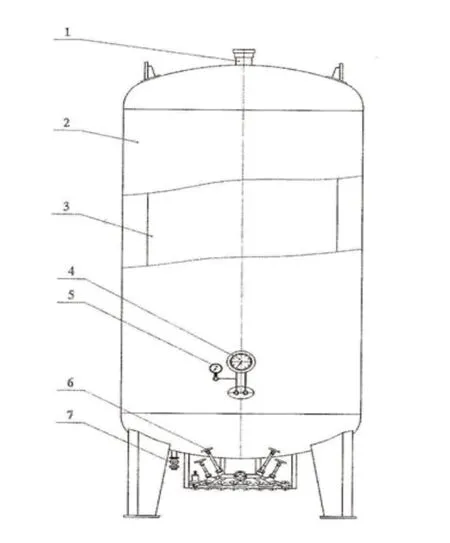
图1 低温液体储槽结构图
无论是固定式还是移动式的低温液体储槽,其应用的都是低温绝热技术,即在夹层充填绝热材料并进行抽真空,通过此种方式尽可能地减少外界与内容器的热量传递。固定式低温液体储槽一般为固定在某处使用,考虑到经济成本等原因,一般采用真空粉末绝热,在夹套中填充珠光砂等绝热材料进行隔热,填满珠光砂后进行抽真空,此种绝热方式工艺简单,造价较低,但因充填固体材料,造成自身重量比较重,而且所能抽到和保持的真空度比较低。移动式低温液体储槽(以低温槽车为代表)承担着低温液体的公路、铁路等途径的运输,目前采用高真空多层绝热,即在内筒体的外表面上缠绕着由多层铝箔和玻璃纤维纸组成的多层高性能的绝热层,绝热层组成防辐射屏,通过对夹层进行高真空的处理,大幅降低辐射传热[2]。相对于真空粉末绝热来说,高真空多层绝热的优势是绝热性能好,并且夹层的间隙小,在同等条件下,内容器容积比真空粉末运输车的容积大;此外采用高真空多层绝热能够减少整车的质量,整车自重更轻,预冷损失比真空粉末小,稳定性也比真空粉末好,绝热层不易沉降。
4 低温液体储槽夹层真空的重要性
不论是固定式还是移动式低温液体储槽,绝热结构是罐内低温液体储运的关键,决定低温液体储槽的经济性能和安全系数,而决定绝热效果好坏的夹层真空的获取和保持也就成了关键技术之一。即使是再好的绝热夹层,也不可避免地在一定程度上存在着材料和筒体漏放气等问题,储槽夹层真空的保持是低温液体储槽绝热性能的保证,更是储槽正常运行的根本保证。
以液氮为例,可根据以下公式计算出1m³液氮可气化产生标准状况(0 ℃、101kPa)下氮气体积:
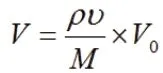
式中:V是1m³液氮可气化产生标准状况下(0 ℃、101kPa)下氮气体积;ρ是液氮的密度,为0.808g/cm³;υ是液氮体积,为1m³;M是氮气分子量,为28g/moL;V0是标准状况下气体摩尔体积,为22.4L/moL。
将数值带入公式可得到1m³液氮可气化产生标准状况(0℃、101kPa)下氮气646.4m³。同理可以得到1m³液氧可气化产生标准状况(0 ℃、101kPa)下氧气800m³,1m³LNG可气化产生标准状况(0 ℃、101kPa)下天然气624m³。由此可见低温液体一般都具有很高的气化比,少量的低温液体气化可能导致低温液体储罐压力急剧升高,而夹层真空度是抑制低温液体气化的有效措施,因此决定夹层绝热性能的夹层真空度在一定程度决定了低温储罐的安全使用系数。
同时低温液体储槽属于特种设备八大类中的压力容器一类,按照《中华人民共和国特种设备安全法》规定特种设备使用单位应当按照安全技术规范的要求对其进行定期检验和年度检查,真空度检测是真空绝热类压力容器检验检测的重点事项,其中《固定式压力容器安全监察规程 TSG 21-2016》第8.5.13条款规定固定式真空绝热压力容器,真空度及日蒸发率测量结果在规定范围内(见表1),不影响定级;大于规定指标,但不超出其2倍时,可以定位3级或者4级;否则定为4级或者5级[3]。被定为4级的压力容容器需监控使用,降低使用条件,缩短检验周期,累计监控使用时间不得超过3年;而被定为5级的压力容器应当对缺陷进行处理,否则不得继续使用。
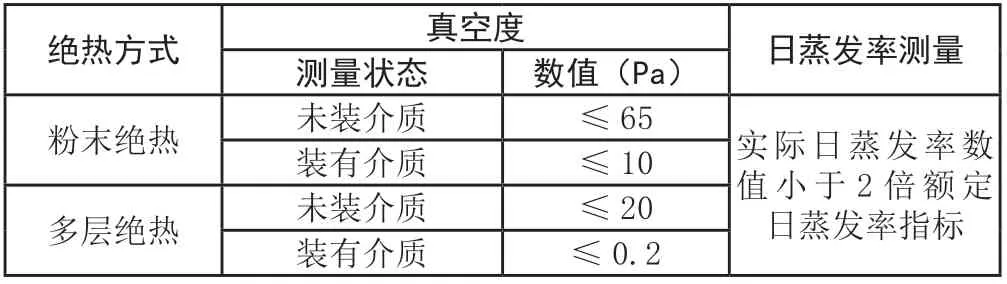
表1 真空度及日蒸发率测量
而对于真空绝热罐车即移动式低温液体储槽,需要按照《压力容器定期检验规则 TSG R7001——2013》规定中表2进行检验或者测量,按照表中的规定进行处理[4]。可见无论是固定式还是移动式,低温液体储槽夹层真空度的保持是至关重要的。

表2 真空度测量(常温下)
5 LNG低温液体运输半挂车真空修复项目描述
北京首钢气体有限公司一台石家庄安瑞科LNG低温液体运输半挂车,其使用技术参数如表3所示。
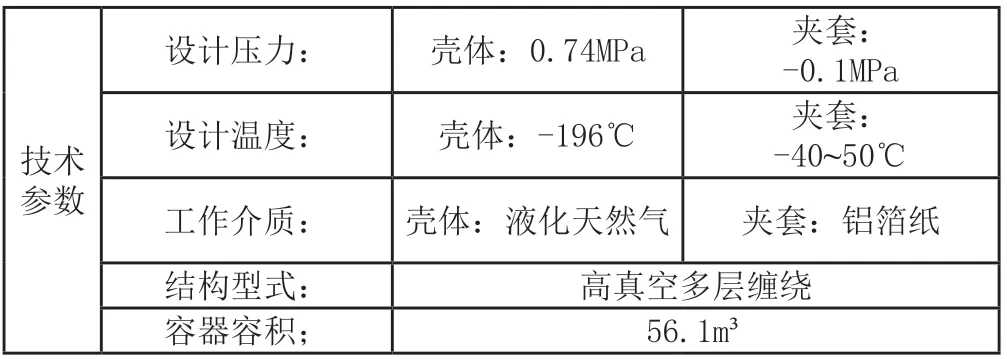
表3 LNG低温液体运输半挂车技术参数
此LNG低温液体运输半挂车的真空系统由抽真空阀门和供日常检测夹层真空度的真空规管构成,真空规管采用Teledyne Hastings热偶规DV-6R,测量范围:0.001~1 Torr,此类真空规管耐腐蚀,配合Teledyne Hastings HPM4/6真空计易于得到夹层真空度,在行业内被广泛采用;抽真空阀门则是采用成都兰石高真空阀门,型号为ZK-50-2,如图2所示。
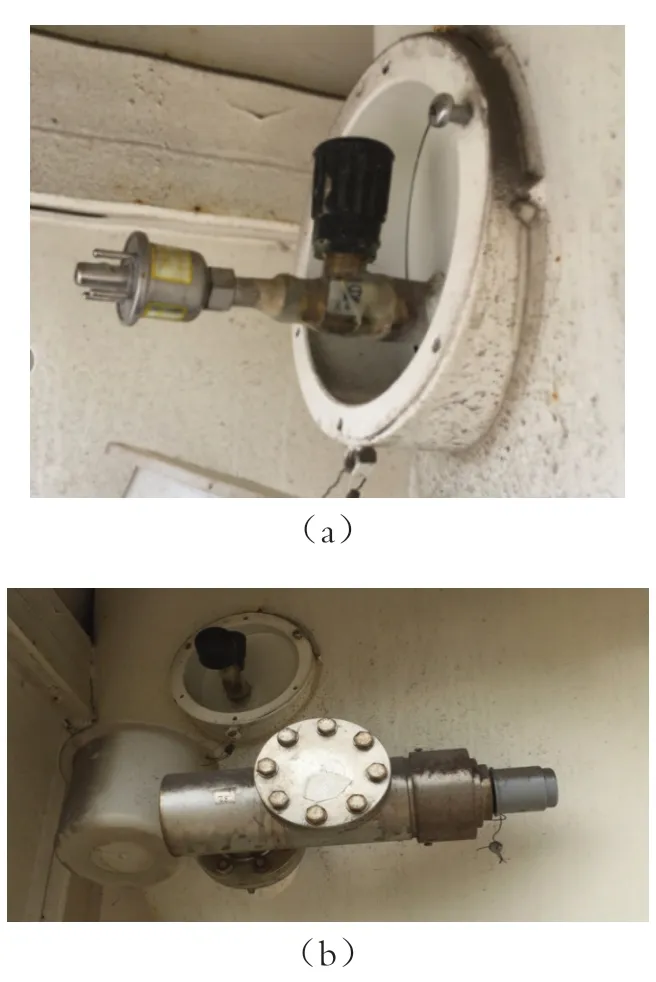
图2 真空规管和高真空阀门
此台LNG低温液体半挂车在投入使用后第4年进行第二次全面检验的过程中发现真空度为0.025托(合3.3Pa),不符合检验检测的要求,中国北京市特检中心出具检验意见通知书,要求对低温液体运输半挂车进行真空修复,将低温液体运输半挂车的夹层真空抽至合格水平以下方可继续使用。
6 抽真空工装的组装
“工欲善其事,必先利其器。”要想顺利进行真空修复,必须先组装合理并且稳定可靠的抽真空工装,北京首钢气体有限公司现有爱德华E2M40+EH250组成的罗茨真空泵机组,极限真空0.01Pa,符合低温液体半挂车的封口要求1.33Pa。计划使用此真空泵机组对北京首钢气体有限公司真空度不符合要求的低温液体运输半挂车进行真空修复,根据工作任务,需要将真空泵机组与低温液体运输半挂车夹层相连接,遵循简单实用的原则,运用CAD绘图软件设计了抽真空工装示意图(如图3所示),根据示意图选择合适元器件进行组装,形成抽真空工装。
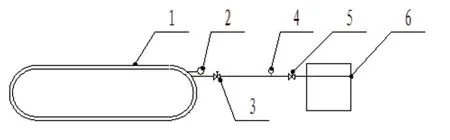
图3 抽真空工装示意图
真空泵采用北京首钢气体有限公司现有爱德华E2M40+EH250罗茨真空泵机组,由于真空泵出口为KF40接口,同时考虑到真空KF系列法兰易于拆卸,并且密封性好,所以计划统一采用真空KF系列法兰元器件连接。阀门5采用GB-J25B高真空手动挡板阀,阀门5出口连接真空波纹软管,综合考虑软管直径和长度对抽真空效率的影响,选择KF40-3000真空波纹软管,工装真空计采用北京首钢气体有限公司现有PDM-520C真空计,通过KF变径三通与工装系统相连。但是低温液体运输半挂车采用的是成都兰石高真空阀门,型号ZK-50-2,接口为特殊尺寸法兰,与KF系列法兰不能直接连接,这就需要设计制作一个连接转接头,运用PRO/E制图软件设计并据此加工了一个转接头(如图4所示),通过转接头将高真空阀门和真空波纹软管相连接,如此整个抽真空工装便初步组装完成。
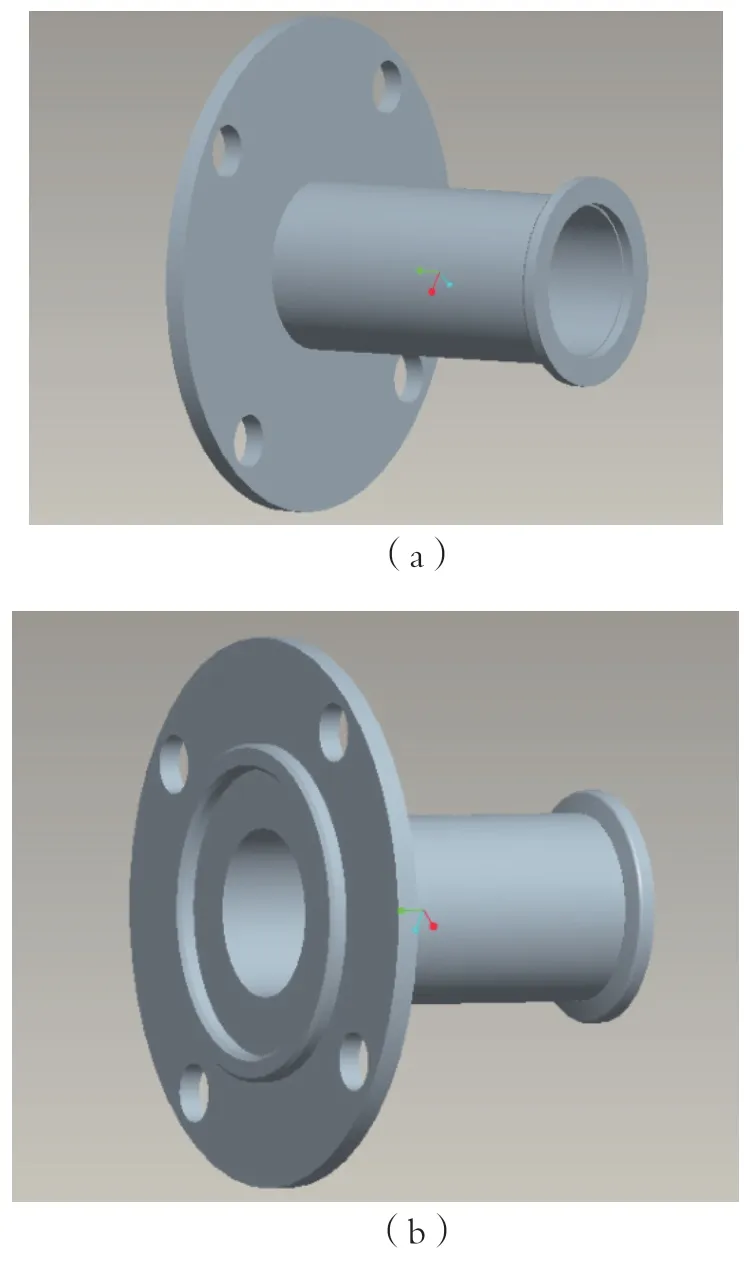
图4 连接转接头
7 真空修复操作步骤
①抽真空工装组装完成之后,首先需要对工装预抽真空进行工装的泄露性试验,开启真空泵出口阀5,然后开启真空泵组的前级泵E2M40,真空计显示500Pa以下时,开启罗茨泵,可见真空迅速抽至1Pa以下,通过工装真空计4观测工装真空抽至稳定状态,关闭真空泵出口阀5,此时工装波纹软管形成一个密闭空间,观察工装真空计4可以看到真空度开始迅速降低然后缓慢稳定于某一数值,且这一数值不应大于计划抽到的真空数值,其曲线如图5所示。
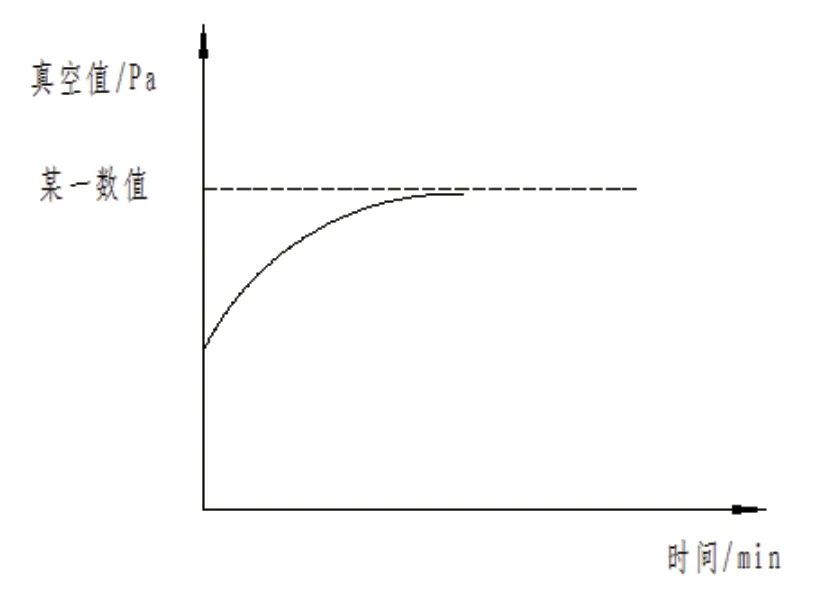
图5 真空值曲线示意图
②如果真空度持续降低或稳定值偏大,说明工装漏气,需要进行检漏并处理,工装的检漏可以通过氦检漏仪进行气密性检测。每次进行工装组装,都需要对工装进行预抽真空测试,并对工装进行泄露性试验,如果工装的气密不好,低温液体储槽的真空是抽不到合格水平的。
③如果工装气密性满足条件,打开真空泵出口阀5,并打开高真空阀3,对储槽夹层进行抽真空作业,可以看到工装真空计4显示的数值急剧上升,这是因为夹层真空度低于抽真空工装的真空度,两者连通后,抽真空工装真空度急剧下降,真空计4数值上升至某一数值,然后开始慢慢下降。一般12个小时就能将储槽夹层真空抽至合格水平以下。
④夹层真空抽至合格水平以下后再抽6个小时进行稳定,关闭高真空阀门3,关闭真空泵组6,测量低温液体储槽的真空规管2并记录下数值,静置6个小时,再进行一次测量,如果无反弹可以拆除抽真空工装并对低温液体储槽进行封口处理。北京首钢气体有限公司LNG低温液体运输半挂车成功将真空抽至0.02Torr并保持,封口两年后检测真空度仍在合格范围内。
⑤如果静置后夹层真空度出现反弹,需要进一步分析原因,如对内外容器进行氦检漏,来查看低温液体储槽内外容器是否存在泄漏点。
8 真空修复过程中发现的问题及改进措施
在低温液体储槽抽真空的实际过程中,发现如下问题:
①工装真空计的有效指示为0.1Pa,超量程后只能指示趋势,不能准确显示数值。
②虽然真空规管DV-6R耐腐蚀比较好,但是在实际抽真空过程中,出现过真空规管损坏的情况,不能准确显示夹套的实际真空度。
③不同低温液体储槽的高真空阀法兰尺寸不同。
针对前两项问题,笔者根据操作经验和现场实际情况对抽真空工装进行了改进,在高真空阀3和波纹软管之间增加了一段带有DV-6R真空规管的KF三通,如图6所示,其目的是通过将测量此真空规管得到的数值和测量低温液体储槽自带的真空规管得到的数值相比较,判断低温液体储槽上的真空规管是否损坏,避免因真空规管损坏导致测量数据失真而做大量的无用功。同时,可以弥补因为工装真空计4量程不足的缺点,通过比对静置阶段低温液体储槽夹层真空度和密闭工装的真空度来判断低温液体储槽是否存在泄漏。
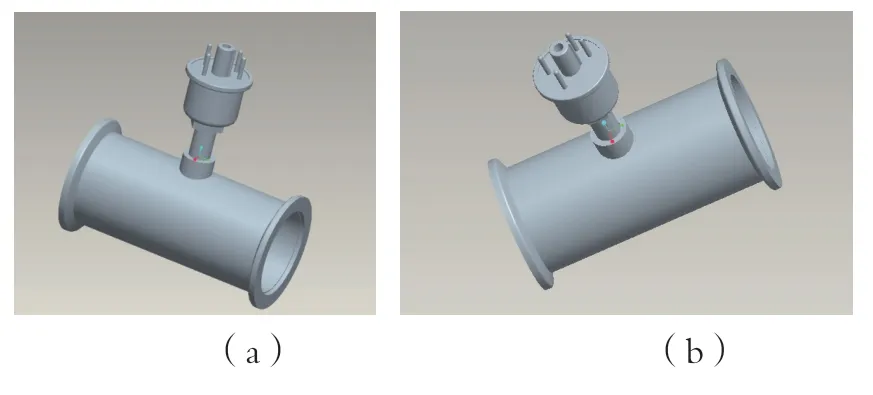
图6 带真空规管的KF三通
针对第三项问题,根据高真空阀门的法兰尺寸,加工连接转接头法兰侧的尺寸,KF法兰侧统一加工为KF40法兰,这样抽不同低温液体储槽采用不同的转接头,方便工装的组装。
9 结语
低温液体储槽的夹层真空度影响低温液体储运的经济效益和安全使用,因此夹层真空度是日常运行维护的重点,通过对LNG低温液体运输半挂车的真空修复,成功将真空度抽至合格水平以下,将此真空修复推广到所有低温液体储槽,保持储槽夹层的真空度,确保储槽的安全使用。下一步将对造成夹层真空度下降的原因进行探究,从源头上更好地维持低温液体储槽的真空度。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
中国耳鼻咽喉颅底外科杂志(2021年3期)2021-07-06 02:58:42
中华耳科学杂志(2021年2期)2021-04-25 03:56:08
氯碱工业(2020年11期)2020-03-02 08:50:14
造纸信息(2019年7期)2019-09-10 11:33:18
中国医学影像技术(2018年10期)2018-11-06 10:11:14
人生与伴侣·共同关注(2018年7期)2018-07-26 02:22:56
低温与特气(2018年2期)2018-04-16 22:14:05
压缩机技术(2014年4期)2014-03-20 15:55:42